

Понятие о проектировании технологического процесса
Операция – это часть технологического процесса, выполняемого на одном рабочем месте одним рабочим.
Переход – часть операции, выполняемая при неизменных поверхности, режущем инструменте, режиме резания
Проектирование технологического процесса механообработки включает:
1.Анализ исходных данных
-служебного назначения
-технологичности
-свойств материала.
2.Выбор заготовки и метода ее изготовления зависит от материала, его физико-механических и технологических свойств, структурного состояния поверхности.
3.Выбор способов обработки поверхностей и определение припусков.
4.Выбор баз и способов крепления заготовки.
5.Объединение переходов в операции.
6.Составление технологического маршрута (перечень операций).
7.Выбор оборудования, режущего инструмента, измерительного инструмента.
8.Расчет режимов резания и норм времени.
Кроме традиционного неавтоматизированного метода проектирования технологических процессов изготовления деталей существуют:
-автоматический,
-автоматизированный, сочетающий взаимодействие ЭВМ и человека.
При этом производительность технологов увеличивается в 10-15 раз, уменьшается стоимость проектирования, улучшается качество проектирования благодаря оптимизации проектных решений, повышается производительность станочных операций (на 20-30%), снижается себестоимость обработки деталей на 10-15%.
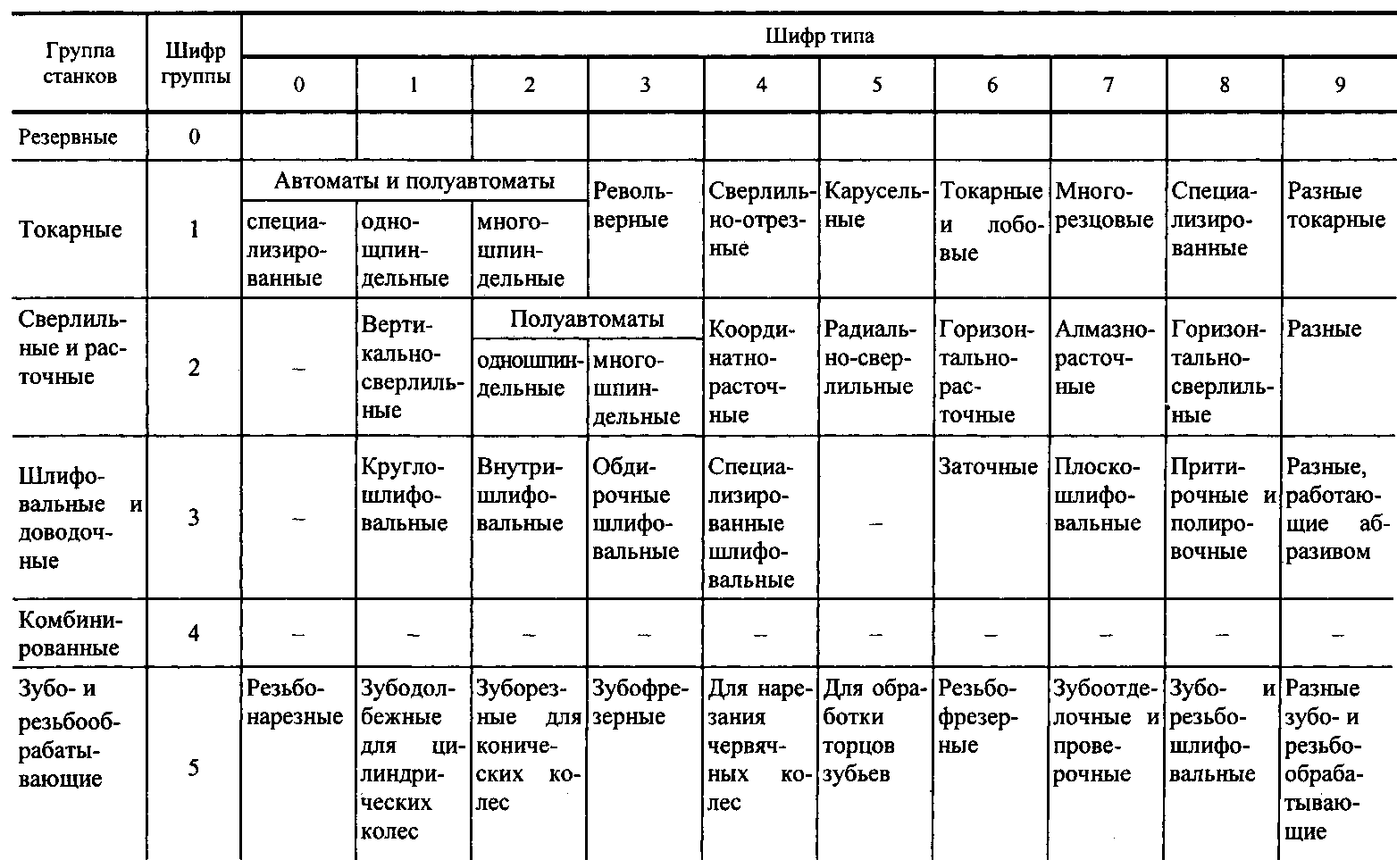
7. Классификация металлорежущих станков
По технологическому методу различают станки в соответствии с видом режущего инструмента, характером обрабатываемых поверхностей и схемой обработки (токарные, фрезерные и т.п.)

а) б) в)

г) д) е)
Рис.12. Методы механической обработки резанием:
а — точение; б — сверление; в — фрезерование; г — строгание; д — круглое наружное шлифование; е—протягивание; / — обрабатываемая поверхность; 2—поверхность резания; 3 — обработанная поверхность
Существуют 9 групп станков (табл.2)
1 – токарные,
2 – сверлильные и расточные
3 – шлифовальные, полировальные, доводочные и заточные
4 - электрофизические и электрохимические
5 – зубо- и резьбообрабатывающие
6 – фрезерные
7 – строгальные, долбежные, протяжные
8 – разрезные
9 – разные
Каждая группа делится на 10 типов (подгрупп ), тип на 10 типоразмеров По степени универсальности станки делятся на универсальные, широкого применения, специализированные и специальные.
По степени автоматизации разделяют на станки с ручным управлением,
полуавтоматы, автоматы, управляемые, как правило, «жесткими» программоносителями и станки с программным управлением, имеющие «мягкие» программоносители.
Классификация металлорежущих станков Таблица 2
Системы управления автоматами и полуавтоматами с жесткими программоносителями бывают следующими.
1.Механические системы, когда программоноситель - это распределительный вал (рис.14) с кулачками (рис.13,15), число которых соответствует числу управляемых механизмов

а) б) в)
Рис.13. Кулачковые механизмы:
а – с плоским кулачком;. б – с цилиндрическим кулачком; в – с торцовым кулачком
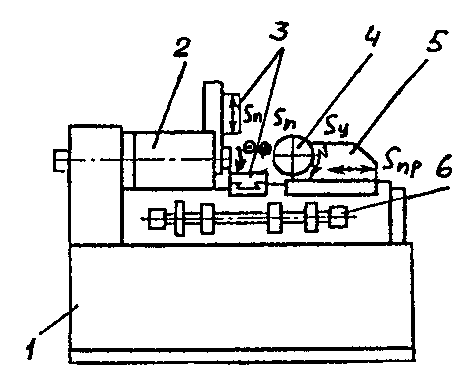
Рис.14.Одношпиндельный токарно-револьверный автомат:
1-станина; 2-шпиндельная бабка; 3-поперечные суппорты; 4-револьверная головка; 5-суппорт продольной подачи; 6-кулачковый распределительный вал

Рис. 15. Управление с кулачковым приводом:
1 — кулачок; 2 - толкатель; 3 - исполнительное устройство (суппорт станка); 4 - пружина; 5 - распределительный вал; 6 - обрабатываемая заготовка

Рис.16. Схема обработки на токарном гидрокопировальном станке: 1 – продольный суппорт; 2 – копир; 3 – поперечный суппорт
2.Электро-, гидро- (рис. 16), или фотокопировальные устройства (программоноситель – копир, профиль которого соответствует профилю обрабатываемых деталей).
Станки с программным управлением отличаются быстрой переналадкой на изготовление другой детали, большим числом команд управляющего органа станка. Станки оснащают цикловым (ЦПУ) и числовым (ЧПУ) программным управлением. Примером ЦПУ может служить система управления по упорам (рис.17). При этом передача и преобразования сигналов от упоров осуществляется либо электрической схемой управления, либо с помощью ЭВМ.

Рис. 17. Кулачковый командоаппарат:
/ — барабан; 2 — кулачок; 3 — выключатель
Программа работы станка с ЧПУ задается как система чисел, которые кодируются на магнитной ленте, перфоленте; может задаваться непосредственно на панели управления или в ЭВМ.