

Размерная обработка материалов
Классификация технологических процессов изготовления деталей Технологические процессы изготовления деталей можно разделить на следующие группы:
-процессы изготовления, при которых объем заготовки практически равен объему готовой детали (процессы холодного и горячего деформирования, литья, термообработки);
-процессы изготовления, при которых с заготовки удаляется часть материала (процессы резания, электроэрозионной и электрохимической обработки, обработки электронным и световым – лазерным - лучами и др.); это процессы размерной обработки;
-процессы изготовления, в которых на заготовку наносится дополнительное количество материала (процессы нанесения покрытий: плазменных, гальванических, лакокрасочных и др.)
85% всех деталей машин, которые поступают на сборку в машиностроении, свою окончательную форму и размеры приобретают в результате размерной обработки, обеспечивая детали сложной формы с повышенными требованиями надежности в эксплуатации и высокой точностью.
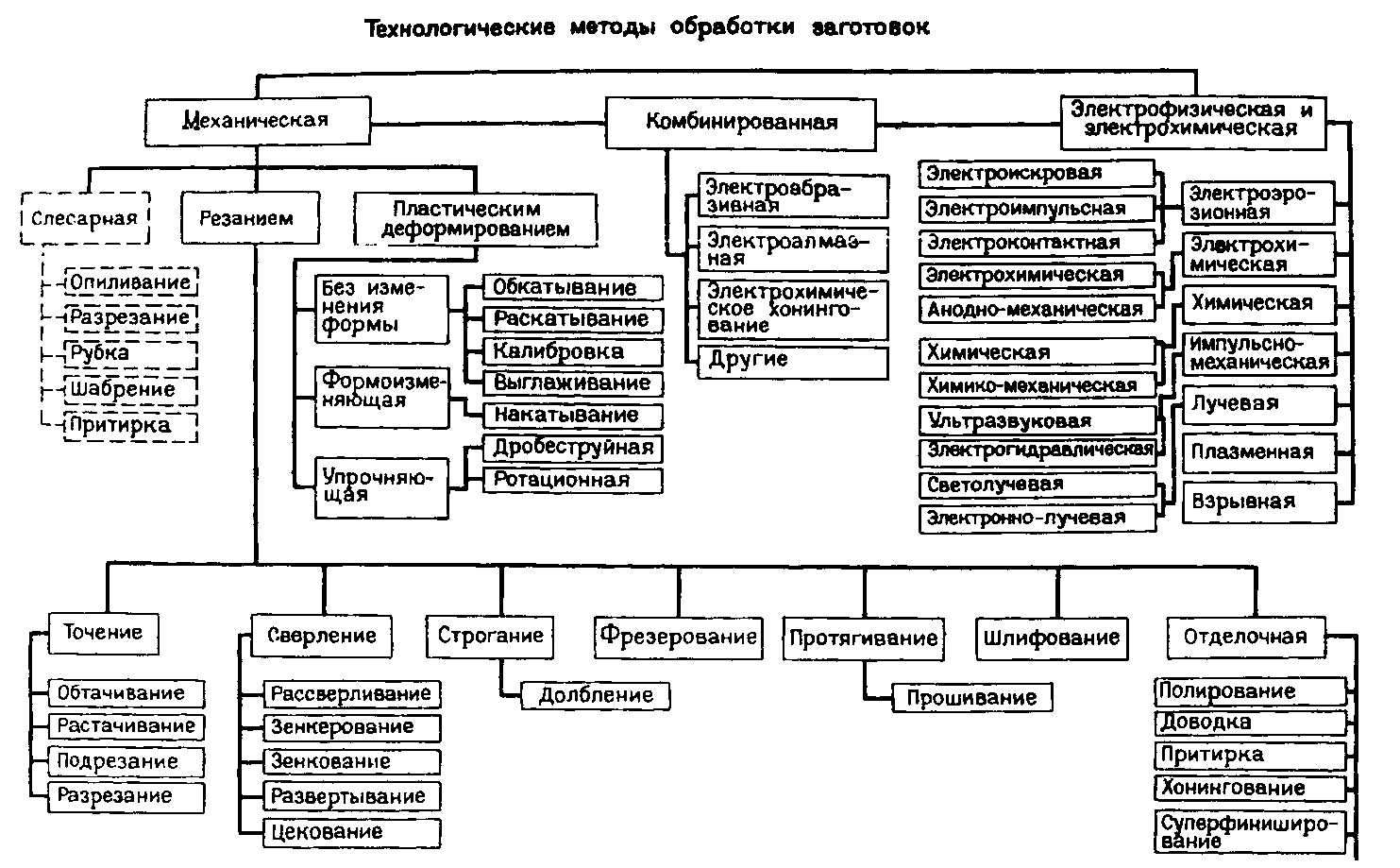
Сравнительный анализ методов размерной обработки
Метод обработки характеризуется видом используемой энергии, способом воздействия инструмента на заготовку и схемой обработки.
Виды энергии: механическая (обработка резанием и давлением), химическая, электрическая, светолучевая, ультразвуковая, плазменная.
По способу воздействия на обрабатываемую заготовку различают вид контакта (точечный, линейный, пространственный) и характер контакта (непрерывный, прерывистый, импульсивный и вибрационный)
Общие признаки всех методов размерной обработки:
-дискретность съема металла (на микроуровне объясняется периодичностью атомной решетки);
-квазистационарный характер процессов на малом отрезке времени;
-процессы неэкстремальны по своим характеристикам: производительность, удельная энергоемкость, характеристики качества поверхностного слоя детали монотонно меняются от параметров процесса;
-общие затраты энергии пропорциональны площади воздействия, процесс разрушения определяется концентрацией (плотностью) энергии, величина которой возрастает по мере перехода от механического воздействия к электрическому и тепловому.
Обработка металлов резанием
Это процесс срезания режущим инструментом с поверхности заготовки слоя металла, называемого припуском, для обеспечения требуемого качества поверхностей деталей.
Во многих отраслях машиностроения на долю резания приходится до 90% общей трудоемкости размерной обработки деталей, т.к процессы резания являются наиболее эффективными по производительности, удельной энергоемкости и качеству обработки.
2 .Классификация движений в металлорежущих станках
Для осуществления процесса резания необходимо наличие относительных движений между заготовкой и режущим инструментом, которые обеспечиваются рабочими органами металлорежущих станков.
Эти движения подразделяют на движения резания, установочные и вспомогательные.
Движения резания (формообразующие) – это движения, обеспечивающие срезание слоя металла и вызывающие изменение состояния обрабатываемой поверхности заготовки. К ним относят главное движение, определяющее скорость схода стружки, и движение подачи, обеспечивающее непрерывность врезания инструмента в обрабатываемый материал. Скорость главного движения определяет скорость резания V, скорость движения подачи обозначают S.
Установочные движения – движения рабочих органов станка, обеспе-чивающие рабочее положение инструмента относительно заготовки для осуществления процесса резания. Вспомогательные движения – движения рабочих органов станка, которые не имеют непосредственного отношения к процессу резания, а служат для транспортировки и закрепления заготовки или инструмента, быстрых перемещений рабочих органов станка, наладки станка и т.д.
Схема обработки – условное изображение процесса обработки с изображением заготовки, ее установки и закрепления на станке с указанием положения режущего инструмента относительно заготовки и движений резания; зависит от используемого оборудования (рис. 1).

Рис. 1. Схема обработки точением