

ЛР ЭФЭХМО
.pdfТехнического Университета. – Брянск : Брянский государственный
технический университет. – №1(21). – 2009. – С. 20-28.
64.Смоленцев В.П. Изготовление инструмента непрофилированным электродом / В.П. Смоленцев. – М. : Машиностроение, 1967. – 158 с.
65.Справочник по электротехническим и электрофизическим методам
обработки // Г.Л. Амитан, И.А. Байсупов, Ю.М. Барон [и др.] ; Под общ. ред. В.А. Волосатова. – Л.: Машиностроение. Ленингр. отд-ние, 1988. – 719 с.
66. Ставицкий И.Б. Особенности электроэрозионной обработки композиционных поликристаллических сверхтвердых материалов на основе алмаза / И.Б. Ставицкий, М.М. Хапаев // Вестник Московского государственного технического университета. Изд-во МГТУ. – №2. – 1997. – С.95-102.
67. Суслов А.Г. Качество поверхностного слоя деталей машин. / А.Г.
Суслов – М. : Машиностроение, 2000.
68.Участки для электроэрозионной обработки рабочих деталей вырубных штампов и пресс-форм. – М. : ОНТИ ЭНИМС, 1983.
69.Федосеев О.Б. О переходных процессах при разрушении поверхности тела потоком тепла / О.Б. Федосеев // Физика и химия обработки металлов. – 1985. – № 1. – С. 47-50.
70.Физико-химические методы обработки в производстве газотурбинных двигателей. – М. : Дрофа, 2002. – 656 с.
71.Фотеев Н.К. Технология электроэрозионной обработки / Н.К. Фотеев.
–М. : Машиностроение, 1980. – 180 с.
72.Фотеев Н.К. Электроэрозионная обработка полостей / Н.К. Фотеев,
М.В. Щербак. – М. : Машиностроение, 1977. – 60 с.
73. Хохряков Б.Г. Вырезка сложных деталей (волновых редукторов с промежуточными звеньями) на электроэрозионных станках. Трудный опыт внедрения / Б.Г. Хохряков // Двигатель. – Томск : 2001. – №4.
71
74. Чекалова Е.А. Технологические процессы электрофизических и электрохимических методов обработки: Учеб. Пособие – М.: МГТУ
«СТАНКИН», 2007 – 204 с.
75. Электрофизические и электрохимические методы обработки материалов / Артамонов Б.А., Волков Ю.С., Дрожалова В.И. [и др.] ;
учеб. пособие тт.1,2. Т.1. Обработка материалов с применением инструмента ; под ред. В.П. Смоленцева. – М.: Высш. шк., 1983. – 247 с.
76. Электроэрозионная обработка материалов / М.Г. Киселев, Ю.Ф,
Ляшук, В.Л. Габец. – Изд-во УП "Технопринт" 2004. – 111 с.
77. Электроэрозионная обработка металлов / М.К. Мицкевич, А.И. Бушик,
И.А. Бакуто [и др.] ; под ред. И.Г. Некрашевича. – Мн.: Наука и техника, 1988. – 216 с.
78. Chmer [Electronic resource]. CHMER EDM, 2009. – Режим доступа : http://www.chmer.com/prodcate_list.jsp?pcateNo=13, свободный. – Загл. с
экрана.
79. Electrical Discharge Machine, High-end EDM Suppliers Focus on Innovation // Machine Tools, Jul 2007.
80. Fanuc [Electronic resource]. FANUC LTD., 1997-2009. – Режим доступа : http://www.fanuc.co.jp/en/product/robocut/index.html, свободный. – Загл.
с экрана.
81.Grigoriev S.N., Melnik Yu.A., Metel A.S., Panin V.V. Broad beam source of fast atoms produced as a result of charge exchange collisions of ions accelerated between two plasmas // Instruments and Experimental Techniques. 2009. Vol. 52(4). P. 602-608.
82.Historical Milestones 1861-2009 [Electronic resource]. Agie Charmilles Management Ltd., 2009. – Режим доступа :
http://www.gfac.com/gfac/company/history.html, свободный. – Загл. с
экрана.
72
83.Injection molding handbook / ed. by Tim A. Osswald, Lih-Sheng Turng, Paul J. Gramann. – Munich : Hanser ; Cincinnati : H anser / Gardener, 2001.
– 748 p.
84.Injection molds : 108 proven designs / Gastrow. Ed. by E. Lindner and P. Unger. – 2., updated and revised ed. with new mold designs. – Munich ; Vienna ; New York ; Barselona : Hanser, 1993. – 25 0 p.
85.Jauchschmider [Electronic resource]. – Режим доступа : http://www.jauchschmider.com/, свободный. – Загл. с экрана.
86.Menges, G. How to make injection molds / Georg Menges, Walter Michaeli, Paul Mohren. [Transl. by Rolf J. Kahl and Raymond Brown]. – 3. ed.. – Munich : Hanser ; Cincinnati : Hanser / Gardener, 2000. – 612 p.
87.Metel A.S., Grigoriev S.N., Melnik Y.A., Panin V.V. Filling the vacuum chamber of a technological system with homogeneous plasma using a stationary glow discharge // Plasma Physics Reports. 2010. Vol. 35(12). P. 1058-1067.
88.Metel A.S., Grigoriev S.N., Melnik Yu.A., Bolbukov V.P. Broad Beam Sources of Fast Molecules with Segmented Cold Cathodes and Emissive Grids // Instruments and Experimental Techniques. 2012. Vol. 55. No. 1. P. 122–130.
89.Montgomery, Douglas C. Design and analysis of experiments. – 5 th ed. – John Wiley & Sons, 2001. – 299 p.
90.Rees, H. Mold engineering / Herbert Rees. – Munich ; Vienna ; New York : Hanser ; Cincinnati : Hanser / Gardner, 1995. – 622 p.
91.What is EDM and the advantages of using it? [Electronic resource]. WireCut Technologies Ltd., 2009. – Режим доступа : http://www.wirecut.co.uk/wireedm.htm, свободный. – Загл. с экрана.
73
12.ПРИЛОЖЕНИЯ
12.1.Текущий контроль успеваемости
Впроцессе преподавания дисциплины «Электрофизические и электрохимические методы обработки» используется, в том числе и такая форма текущей аттестации, прием (оценка освоения материала)
лабораторных работ в форме собеседования с предложением студенту нескольких вариантов наборов контрольных вопросов и выставлением оценок в диапазоне от 25 до 54 баллов.
12.2. Контрольные вопросы
Контрольные вопросы к лабораторной работе №1.
1)Назовите основные узлы электроэрозионного вырезного станка и дайте определение их функций в работе оборудования.
2)Какие требования предъявляются к материалу электрода-инструмента?
3)Какие материалы традиционно используются для изготовления электрода-инструмента для технологической операции электроэрозионной вырезки?
4)Какие диаметры электрода-проволоки применяются на современном производстве?
5)Опишите технологический процесс электроэрозионной вырезки.
6)Что используется в качестве рабочей жидкости при выполнении технологической операции электроэрозионной вырезки?
7)По каким координатным осям осуществляется перемещение рабочих органов станка для технологической операции электроэрозионной вырезки?
8)Опишите типовые зоны обработки деталей, получаемых на электроэрозионном вырезном оборудовании.
74
Контрольные вопросы к лабораторной работе №2.
1)Дайте определение понятию «искровой зазор».
2)Для чего необходима коррекция электрода-инструмента при выполнении технологической операции электроэрозионной вырезки.
3)Каково основное назначение диэлектрика при выполнении технологической операции электроэрозионной вырезки.
4)Дайте определение понятию «канал разряда».
5)Дайте определение понятию «электрическая эрозия».
6)Перечислите основные технологические параметры электроэрозионной обработки.
7)Каким образом используемые технологические параметры обработки влияют на значение коррекции электрода-инструмента?
8)Назовите основные факторы, влияющие на качество поверхности обрабатываемой детали при операции электроэрозионной вырезки.
Контрольные вопросы к лабораторной работе №3.
1)Что является катодом, а что анодом при электроэрозионной обработке?
2)Назовите основные факторы, влияющие на производительность технологической операции электроэрозионной вырезки.
3)Как влияет износ электрода-инструмента на качество обрабатываемой детали?
4)Как влияет износ электрода-инструмента на производительность процесса электроэрозионной вырезки?
5)Назовите пути снижения влияния износа электрода-инструмента при выполнении операции электроэрозионной вырезки.
6)Как влияет натяжение электрода-проволоки на технологический процесс электроэрозионной вырезки?
7)Как влияет скорость перемотки электрода-проволоки на технологический процесс электроэрозионной вырезки?
75
8)Какие материалы электрода-проволоки наиболее распространены на современном производстве?
Контрольные вопросы к лабораторной работе №4
1)Назовите основные узлы электроэрозионного прошивного станка и дайте определение их функции в работе оборудования.
2)Какие требования предъявляются к материалу электрода-инструмента?
3)Какие материалы традиционно используются для изготовления электрода-инструмента для технологической операции электроэрозионной прошивки?
4)Какие формы электрода-инструмента применяются на современном производстве?
5)Опишите технологический процесс электроэрозионной прошивки.
6)Что используется в качестве рабочей жидкости при выполнении технологической операции электроэрозионной прошивки?
7)По каким координатным осям осуществляется перемещение рабочих органов станка для технологической операции электроэрозионной прошивки?
8)Опишите типовые зоны обработки деталей, получаемых на электроэрозионном прошивном оборудовании.
Контрольные вопросы к лабораторной работе №5.
1)Дайте определение понятию «искровой зазор».
2)Для чего необходима коррекция электрода-инструмента при выполнении технологической операции электроэрозионной прошивки.
3)Каково основное назначение диэлектрика при выполнении технологической операции электроэрозионной прошивки.
4)Назовите основные части электрода-инструмента для технологической операции электроэрозионной прошивки и опишите их функции.
76
5)Каким образом определяются требуемые размеры электрода-
инструмента для технологической операции электроэрозионной прошивки.
6)Перечислите основные технологические параметры электроэрозионной обработки.
7)Каким образом используемые технологические параметры обработки влияют на значение коррекции электрода-инструмента?
8)Назовите основные факторы, влияющие на качество поверхности обрабатываемой детали при операции электроэрозионной прошивки.
Контрольные вопросы к лабораторной работе №6.
1)Что является катодом, а что анодом при электроэрозионной обработке?
2)Назовите основные факторы, влияющие на производительность технологической операции электроэрозионной прошивки.
3)Как влияет износ электрода-инструмента на качество обрабатываемой детали?
4)Как влияет износ электрода-инструмента на производительность процесса электроэрозионной прошивки?
5)Назовите пути снижения влияния износа электрода-инструмента при выполнении операции электроэрозионной прошивки.
6)Как влияет скорость подачи электрода-инструмента на технологический процесс электроэрозионной прошивки?
7)Какие материалы электрода-инструмента наиболее распространены на современном производстве?
8)Какие материалы подвергаются технологической операции электроэрозионной прошивки?
77
12.3. Образец титульного листа отчёта
федеральное государственное образовательное учреждение высшего профессионального образования
«Московский государственный технологический университет «СТАНКИН»
Кафедра высокоэффективных технологий обработки
Лабораторная работа № ___
_________________________________________________________
_________________________________________________________
_________________________________________________________
Учебный курс "Электрофизические и электрохимические методы обработки"
Выполнил: ___________________
Группа № ___________________
Проверил: ___________________
Москва, 20___
78
12.4. Рабочая тетрадь студента
Образец протокола исследований к лабораторной работе №1.
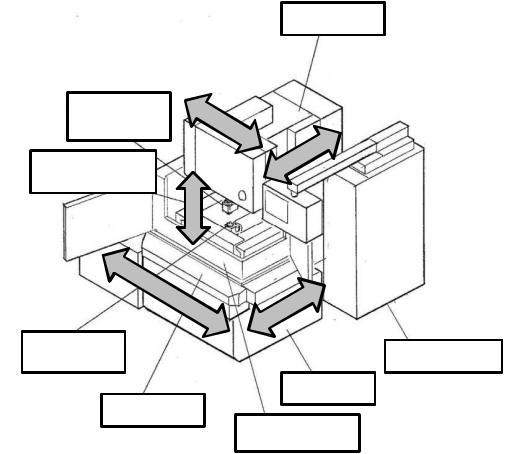
Рис.12.1. Основные узлы и координатная схема расположения осей перемещений рабочих
органов электроэрозионного вырезного станка (заполняется вручную)
79
Образец протокола исследований к лабораторной работе №2.
Таблица 12.1.
Данные исследования образцов и используемые технологические параметры при
выполнении операции электроэрозионной вырезки
Вычисление искрового зазора |
Определение технологических параметров |
||||||
Данные измерения образцов |
Входные параметры |
Выходные параметры |
|||||
№ п/п |
N11 |
N12 |
Наименование |
Значение |
Наименование |
Значение |
|
1 |
|
|
Материал ЭИ |
|
Количество |
K= |
|
|
|
|
|
|
проходов |
|
|
2 |
|
|
Материал ЭД |
|
Рабочее |
U= |
|
|
|
|
|
|
напряжение |
|
|
3 |
|
|
Скорость подачи |
VS= |
Сила натяжения |
WS= |
|
|
|
|
ЭИ |
|
ЭИ |
|
|
Среднее |
N1 = |
|
Высота |
h = |
Скорость подачи |
WF= |
|
значение |
|
|
заготовки |
|
ЭИ (вертикал.) |
|
|
Требуемое |
N0 = |
|
Шероховатость |
Ra= |
Скорость подачи |
F= |
|
значение |
|
|
образцов |
|
ЭИ (горизонтал.) |
|
|
Диаметр |
DИ= |
|
Номер варианта задания: |
Примечание: |
|
||
ЭИ |
|
|
|
|
ЭИ – |
электрод-инструмент; |
|
Искровой |
∆= |
|
|
|
ЭД – |
электрод-деталь |
|
зазор |
|
|
|
|
|
|
|
Рис.12.2. Бланк для проектирования траектории электрода-инструмента при
выполнении операции электроэрозионной вырезки
80