

ЛР ЭФЭХМО
.pdf7.ЛАБОРАТОРНАЯ РАБОТА №3. Определение значения износа электрода-инструмента и производительности обработки для технологической операции электроэрозионной
вырезки
ЦЕЛЬ РАБОТЫ: Определение значения шероховатости поверхности и производительности обработки для технологической операции электроэрозионной вырезки
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1) Согласно данным в таблице 12.1 определить ширину реза по формуле:
= И + 2
где DИ – диаметр электрода-инструмента (для большинства работ на электроэрозионном вырезном станке Seibu M500S используется электрод-
проволока диаметром DИ = 0,25 мм); ∆ – вычисленный искровой зазор.
2)При помощи штангенциркуля измерить высоту заготовки в трех различных точка образца, вычислить ее среднее значение, ввести полученные данные в таблицу 12.2.
3)Согласно данным таблицы 7.1 найти значение плотности материала образца.
4)Согласно данным таблицы 6.1 определить используемую скорость подачи электрода-инструмента (горизонтальную), использованную при изготовлении образцов.
5)Рассчитать скорость съёма металла по следующей формуле:
= = ,
где – ширина реза, – высота заготовки для операции электроэрозионной вырезки, – плотность материала образца, – скорость подачи электрода-
инструмента.
41
6)Определить шероховатость образца по эталону, внести значение в таблицу
12.2.
7)Рассчитать процентный износ электрода-инструмента
7.1) Рассчитать площадь торцевого образца в соответствии с размером на эскизе 6.7.;
7.2) Рассчитать площадь торцевого образца с учётом искрового зазора;
7.3) Рассчитать фактический износ электрода – |
инструмента по следующей |
|||
формуле: |
|
|
|
|
|
Ф = 1 − |
|
100%, |
|
|
|
|||
|
|
|
|
|
Где Ф – фактический износ электрода – |
инструмента, – площадь |
|||
торцевого образца с учётом искрового зазора, – |
площадь торцевого образца |
|||
в соответствии с размером на эскизе. |
|
|||
8) Полученные расчетные данные ввести в таблицу 12.2. |
||||
|
|
|
|
Таблица 7.1. |
|
Плотность материала исследуемых образцов |
|||
|
|
|
||
№ п/п |
Материал |
Плотность, кг/м3 |
||
|
|
|
||
1 |
Алюминий |
2,7 x 103 |
||
|
|
|
||
2 |
Медь |
8,93 x 103 |
||
|
|
|
||
3 |
Нержавеющая сталь 40Х |
7,68 x 103 |
||
|
|
|
||
4 |
Твёрдый сплав |
12,5 x 103 |
||
|
|
|
|
|
СОДЕРЖАНИЕ ОТЧЁТА
1)Номер, название и цели работы.
2)Протокол исследования лабораторных образцов (таблица 12.2).
3)Результат вычисления значения скорости съема металла.
4)Результат вычисления процентного износа электрода-инструмента.
5) Описание и анализ полученных результатов. Выводы.
42
8.ЛАБОРАТОРНАЯ РАБОТА №4. Ознакомление с принципами работы и устройством оборудования для выполнения технологической операции электроэрозионной прошивки
ЦЕЛЬ РАБОТЫ: ознакомиться с принципом работы и устройством оборудования для выполнения технологической операции электроэрозионной прошивки на примере станка Z&K Genius 600 (Германия) (рис. 4.2.).
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Описание принципа работы и устройства электроэрозионного станка для выполнения технологической операции электроэрозионной прошивки аналогично и полностью соответствует приведенному выше описанию для электроэрозионного вырезного станка.
Электрод-инструмент. Для операции электроэрозионной прошивки обычно используется медный и графитовый электрод-инструмент, сложный профиль которого изготавливается при помощи других методов обработки
(фрезерная, токарная, электроэрозионная вырезка и пр.). Особенности выбора технологических режимов при фрезеровании графитовых электродов для операции электроэрозионной прошивки приведены в [32].
Профиль электрода для операции электроэрозионной прошивки полностью соответствует требуемому профилю детали в зеркальном отражении с учетом искрового зазора (порядка 0,06 мм на диаметр, значение может отличаться в зависимости от используемого материала электродов в паре инструмент-деталь).
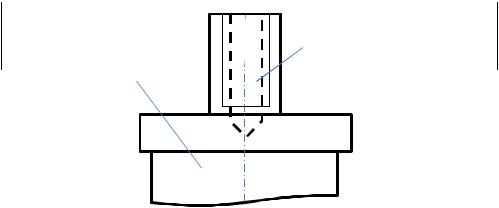
В общем случае электрод-инструмент состоит из двух основных частей:
формообразующая с технологическими элементами (такими как, например,
отверстия для промывки диэлектриком) и державки для крепления электрода в направляющей станка (рис.8.1).
43
Формообразующая |
|
Державка для |
|
часть электрода- |
крепления электрода- |
||
инструмента |
|
инструмента |
|
|
|
|
|
|
|
|
|
Рис.8.1. Основные части электрода-инструмента для операции электроэрозионной
прошивки
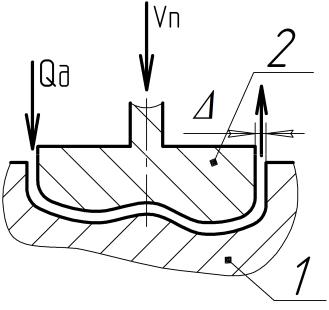
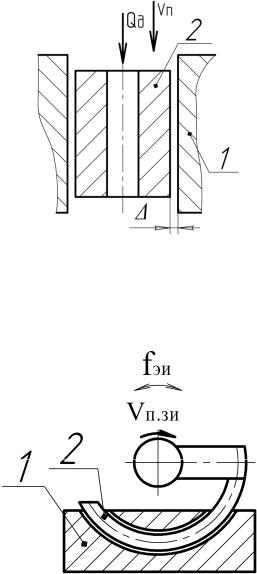
Технологические особенности обработки. При выполнении технологической операции электроэрозионной прошивки поступательно движущийся профильный электрод-инструмент включён катодом (рис. 8.2).
Электрод-инструмент закреплен в верхней направляющей станка. Чаще всего на производстве используется последовательное перемещение электрода-
инструмента вдоль оси Z, но могут использоваться и другие схемы перемещения (вдоль оси X и/или Y, вращательными, винтовыми и планетарными движениями, по любому заранее программированному контуру). Перемещения происходят с небольшим шагом (до нескольких сотых миллиметра) до достижения конечной точки траектории, после чего электрод-
инструмент возвращается в исходное положение.
Во время обработки происходит износ электрода-инструмента, таким образом, искровой зазор к конечной точки траектории между электродом-
деталью и электродом-инструментом становится больше начального. Это может привести к конусности формы получаемой полости и, в крайнем случае, к дестабилизации процесса обработки вплоть до его полного прерывания. Для того чтобы избежать искажения формы детали для ответственных высокоточных деталей используются от двух до нескольких
44
электродов (для черновой, получистовой и чистовой обработок), что существенно увеличивает сроки технологической подготовки производства и изготовления конечного изделия. Поэтому использование операции электроэрозионной прошивки требуется тщательно обосновывать и применять только в том случае, когда другим способом невозможно получить результат требуемого качества.
Особенности расчёта технологических параметров для операции электроэрозионной прошивки приведены в [16].
Рис. 8.2. Принципиальная схема исполнения технологической операции электроэрозионной прошивки профильным электродом-инструментом, где 1 – заготовка; 2 - электрод – инструмент; Vп – перемещение электрода-инструмента по управляющей
программе; Qд – подача диэлектрика в зону обработки; ∆ – искровой зазор
Рабочая жидкость. Струя диэлектрической жидкости (чаще всего используются эссенции на основе минерального масла) подается через форсунки коаксиально с электродом-инструментом, для заполнения искрового зазора и вымывания частиц металла. Часто в конструкции электрода-
инструмента технологом предусматриваются специальные отверстия для промывки труднодоступных полостей обработки, особенно если речь идет об
изготовлении крупных формообразующих полостей деталей (например, при
45
изготовлении формообразующих деталей пресс-форм). Чем с большей скоростью диэлектрик вымывает частицы материала, тем выше качество получаемых поверхностей. Если промывка искрового зазора диэлектриком невозможна, тогда происходит «застой» отработанных частиц в определенных полостях искрового зазора, что может привести к дестабилизации процесса резания и как следствие к короткому замыканию.
Электроэрозионная обработка может осуществляться с наполнением или без заполнения рабочей ванны диэлектриком.
Основные части и узлы электроэрозионного прошивного станка на примере Z&K Genius 600 приведены на рис.8.3. На рис.8.4 представлены основные оси, по которым осуществляется перемещение рабочих органов станка при операции шести координатной электроэрозионной прошивки. При этом инструмент перемещается по ортогональным осям X-Y-Z.
Дополнительно современное оборудование может быть оснащено вращательным модулем для поворота электрода-инструмента вокруг оси Z (дополнительная ось С) и поворотным столом для вращения заготовки относительно оси X и Y (дополнительные оси А и В). В начале обработки инструмент располагается на уровне +2…3 мм над заготовкой.
46
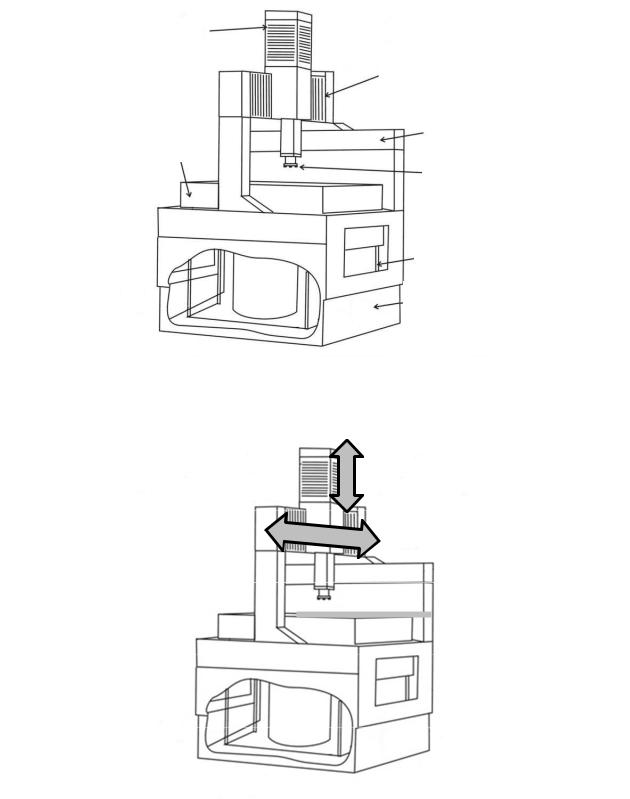
Консоль для перемещения электрода по оси Z
Консоль для перемещения электрода по оси Y
Консоль для перемещения Рабочий стол электрода по оси X
для крепления заготовки
Державка для электрода
Бак для электролита
Станина
Рис.8.3. Расположение основных узлов электроэрозионного прошивного станка
(на примере Z&K Genius 600)
+Z
-Z
-Y
+Y
+Х 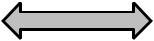 -Х
-Х
Рис. 8.4. Расположение координатных осей перемещений рабочих органов
электроэрозионного прошивного станка
47
Типовые зоны обработки, получаемые при помощи технологической операции электроэрозионной прошивки. В таблице 8.1
приведена классификация типовых зон обработок, получаемых при помощи технологических операций электроэрозионной прошивки.
Таблица8.1
Типовые зоны обработки, получаемые при помощи технологической операции электроэрозионной прошивки
№ |
Краткое описание типовых зон |
|
Схема |
|||
п/п |
|
|||||
|
|
|
|
|
|
|
|
|
|
||||
1 |
Электроэрозионное прошивание отверстий с |
|
||||
|
прямолинейной осью. Для прошивания |
|
||||
|
отверстий |
в |
труднообрабатываемых |
|
||
|
материалах. |
|
|
|
|
|
|
|
|
||||
2 |
Электроэрозионное прошивание отверстий с |
|
||||
|
криволинейной |
осью. |
Обеспечивается |
|
||
|
подачей |
электрода |
инструмента |
2 |
|
|
|
относительно заготовки 1. Для прошивания |
|
||||
|
каналов аэродинамического профиля. |
|
|
|||
|
|
|
|
|
|
|
48
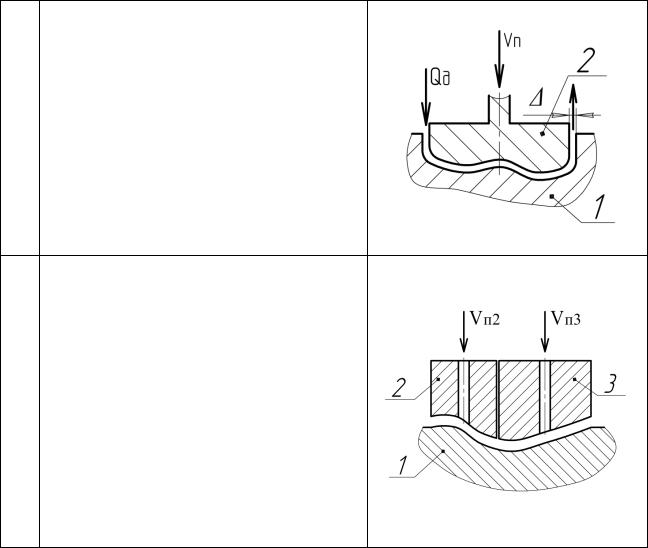
3Электроэрозионное объёмное прошивание – копирование (одноконтурная схема). п –
подача электрода инструмента 2 на неподвижную заготовку 1. Для прошивания внутренних отверстий пресс-форм, штампов.
4Электроэрозионное объёмное прошивание – копирование. Многоконтурная схема с
независимой подачей каждого из электродов.
П и П – скорости подачи электродов – инструментов 2 и 3 соответственно на неподвижную заготовку 1. Для прошивания внутренних отверстий пресс-форм, штампов.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Ознакомление с принципами работы и основными узлами электроэрозионного станка осуществляется в присутствии оператора станка,
который наглядно поясняет теоритический материал и отвечает на вопросы студентов.
СОДЕРЖАНИЕ ОТЧЁТА
1.Номер, название и цель работы.
2.Схема станка для выполнения технологической операции электроэрозионной прошивки с расположением и наименованием основных координатных осей и узлов (рис.12.3).
49
9.ЛАБОРАТОРНАЯ РАБОТА №5. Определение значения коррекции электрода-инструмента и используемых технологических параметров обработки для технологической операции электроэрозионной прошивки
ЦЕЛЬ РАБОТЫ: Определение значения коррекции электрода-
инструмента и используемых технологических параметров обработки для технологической операции электроэрозионной прошивки, проектирование электрода инструмента с учетом коррекции на искровой зазор
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Процессы электрической эрозии, происходящие при приближении электрода-инструмента и электрода детали, идентичны процессам электроэрозионной вырезки, которые описаны в лабораторной работе №2.
Особенности проектирования электрода-инструмента для операции электроэрозионной прошивки [60, 61, 65]. В таблицах 9.1, 9.2 и 9.3
приведена схема расчета исполнительных размеров электрода-инструмента с учетом технологического искрового зазора для обработки сквозных отверстий и глухих полостей соответственно.
50