

ЛР ЭФЭХМО
.pdfзаготовки. Работа осуществляется последовательным переходом через ряд ступеней режимов. По окончании черновой обработки снимают оставшуюся часть припуска на чистовых режимах. Окончательная обработка (снятие неровностей) проводится на чистовых режимах в высокочастотном диапазоне.
В зависимости от конечного результата обработки детали применяют следующие виды электроэрозионной обработки: черновую, чистовую и выборку контура («пакетинг»).
Рис. 6.4. Шероховатость образцов после электроэрозионной вырезки (увеличение в
4 раза): слева – образец после одного чернового прохода; справа – образец после чистовой обработки (один черновой проход и два чистовых прохода)
Черновая обработка включает в себя один проход проволоки по контуру детали. При этом виде обработки для обеспечения высокой скорости используются грубые технологические режимы (высокие значения силы тока и короткие паузы между импульсами). Скорость съема материала и шероховатость зависят от использования конкретного технологического режима. Например, при толщине стальной заготовки 30 мм линейная скорость подачи проволоки до 3 мм/мин, шероховатость до 2,5 Ra (рис. 6.4,
слева).
31
Чистовая обработка состоит из одного чернового прохода и нескольких чистовых. Количество чистовых проходов зависит от желаемого качества поверхности. Чем больше чистовых проходов, тем ниже шероховатость (до
0,2…0,3 Ra) ( рис. 6.4, справа). Для чистовых проходов используются более
«мягкие» режимы. Минимальное рекомендуемое количество чистовых
проходов – два.
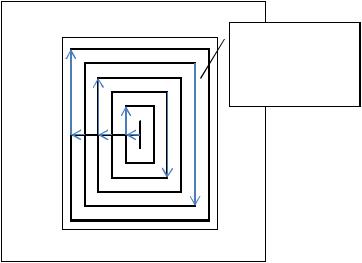
Деталь
Траектория
движения электрода- инструмента
Рис. 6.5. Траектория движения электрода-инструмента при выборке внутреннего
контура детали
Выборка контура («пакетинг») относится к черновому виду обработки и применяется только для внутренних замкнутых контуров детали (отверстий).
Процесс выборки металла внутри замкнутого контура медленный и нестабильный, требует завершающих чистовых проходов. Ручным способом запрограммировать такой вид обработки сложно. При помощи система автоматизированной подготовки производства (САМ- системы) движения электрода-инструмента автоматически программируется таким образом, что электрод-инструмент последовательно, используя круговые (спиральные)
движение, «выбирает» весь материал внутри замкнутого контура (рис.6.5).
32
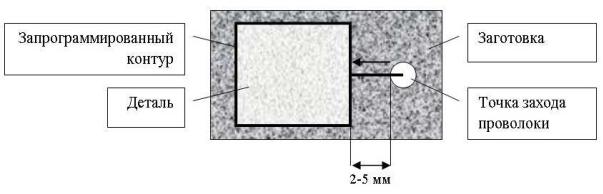
Выбор точки захода электрода-проволоки на контур [41].
Производители оборудования [78] рекомендуют начинать обработку с внутренней части заготовки, а не с наружного контура (рис. 6.6). Т.е.
необходимо предварительно сделать в заготовке отверстие для захода проволоки (например, при помощи электроэрозионной супер-дрели).
Теоретически проволока должна пройти 0,2-0,3 мм от стартовой точки,
прежде чем процесс электроэрозии приобретёт стабильность. На практике рекомендуются выбирать точку захода проволоки на расстоянии 2-5 мм от контура, чтобы достичь стабильности процесса электроэрозии и уменьшить деформацию заготовки. Диаметр заходного отверстия может быть любым.
Например, при использовании проволоки |
диаметром – |
0,25 |
мм, |
рекомендуемый диаметр заходного отверстия |
– от 0,30…0,35 |
мм. |
Заход |
проволоки на контур обычно осуществляется |
прямо перпендикулярно к |
||
контуру или по касательной к нему. |
|
|
|
Рис. 6.6. Рекомендуемое расположение точки захода электрода-инструмента на контур
обработки детали при электроэрозионной вырезке
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1)Подготовить образцы согласно эскизу (рис.6.7.).
2)При помощи штангенциркуля замерить ширину образца по двум взаимно перпендикулярным направлениям в трех точках и внести полученные данные в таблицу 12.1.
33

3)На основании данных вычислить среднее значение ширины образцов по двум взаимно перпендикулярным направлениям.
4)Рассчитать значение искрового зазора по формуле:
= − − И
2
где N0 – запрограммированное значение ширины образца с системы ЧПУ без учета коррекции электрода-инструмента; N1 – измеренное среднее значение ширины образца по двум ортогональным направлениям; DИ – диаметр электрода-инструмента (для большинства работ на электроэрозионном вырезном станке Seibu M500S используется электрод-проволока диаметром
DИ = 0,25 мм).
5)Определить используемые технологические параметры обработки исходя из материала и высоты электрода-детали (табл. 6.1), внести полученные данные в таблицу 12.1.
6)Спроектировать контур детали в соответствии с вычисленной коррекцией электрода-инструмента, с учетом точки захода электрода-
инструмента на контур и его выводом (рис. 12.2), согласно образцу,
представленному на рис.6.8.
34
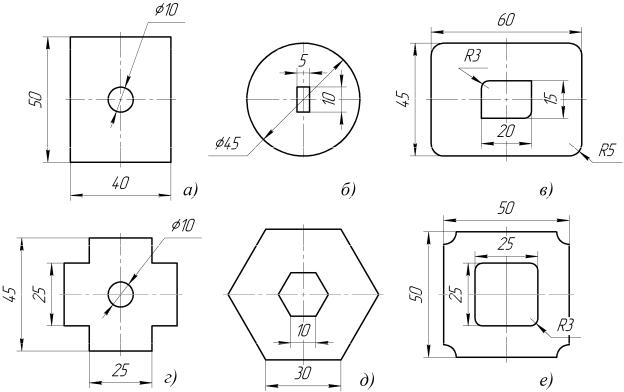
Рис.6.7. Эскизы образцов деталей, получаемых при помощи электроэрозионной вырезки
(вид сверху)
35
Таблица 6.1.
Технологические параметры процесса электроэрозионной вырезки
|
|
|
|
|
|
|
|
Сила |
|
|
|
|
|
Искровой |
||
|
|
Высо- |
|
|
|
Количе- |
|
|
Скорость |
Скорость |
|
|
зазор, мм |
|||
|
|
|
|
|
Рабочее |
тока |
Сила |
Сопротив- |
Шерохова- |
|||||||
№ |
Материал |
та |
Материал |
Диаметр |
|
ство |
вертикальной |
горизонтальной |
(рекоменд.) |
|||||||
Тип ЭД |
напряжение, |
рабочего |
натяжения |
ление РЖ, |
тость Ra, |
|||||||||||
п/п |
ЭД |
ЭД, |
ЭИ |
ЭИ, мм |
проходов |
подачи ЭИ, |
подачи ЭИ, |
|
|
|||||||
|
В |
импульса, |
ЭИ, г |
Ом |
мкм |
|
|
|||||||||
|
|
мм |
|
|
|
ЭИ |
мм/мин |
мм/мин |
|
|
||||||
|
|
|
|
|
|
А |
|
|
|
1 |
2 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
Алюминий |
30 |
Латунь |
0,25 |
Матрица |
1 |
95 |
10 |
500 |
10,00 |
10,00 |
10 |
4,0-5,0 |
- |
0.126 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
Алюминий |
30 |
Латунь |
0,25 |
Матрица |
2 |
95 |
10 |
450 |
9,50 |
4,87 |
10 |
2,0-2,5 |
0.18 |
0.022 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
Алюминий |
30 |
Латунь |
0,25 |
Пуансон |
1 |
95 |
10 |
500 |
10,00 |
10,00 |
10 |
4,0-5,0 |
- |
0.126 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
Алюминий |
30 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
10 |
450 |
9,50 |
4,87 |
10 |
2,0-2,5 |
0.18 |
0.022 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
Алюминий |
40 |
Латунь |
0,25 |
Матрица |
1 |
95 |
10 |
500 |
8,50 |
8,50 |
10 |
4,0-5,0 |
- |
0.138 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
Алюминий |
40 |
Латунь |
0,25 |
Матрица |
2 |
95 |
10 |
450 |
10,50 |
4,70 |
10 |
2,0-2,5 |
0.18 |
0.028 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
Алюминий |
40 |
Латунь |
0,25 |
Пуансон |
1 |
95 |
10 |
500 |
8,50 |
8,50 |
10 |
4,0-5,0 |
- |
0.138 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
Алюминий |
40 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
10 |
450 |
10,50 |
4,70 |
10 |
2,0-2,5 |
0.18 |
0.028 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
Алюминий |
50 |
Латунь |
0,25 |
Матрица |
1 |
95 |
10 |
500 |
6,80 |
6,80 |
10 |
4,0-5,0 |
- |
0.138 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
Алюминий |
50 |
Латунь |
0,25 |
Матрица |
2 |
95 |
10 |
450 |
7,70 |
3,61 |
10 |
2,0-2,5 |
0.18 |
0.028 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
Алюминий |
50 |
Латунь |
0,25 |
Пуансон |
1 |
95 |
10 |
500 |
6,80 |
6,80 |
10 |
4,0-5,0 |
- |
0.138 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
Алюминий |
50 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
10 |
450 |
7,70 |
3,61 |
10 |
2,0-2,5 |
0.18 |
0.028 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
Алюминий |
60 |
Латунь |
0,25 |
Матрица |
1 |
95 |
10 |
500 |
6,40 |
6,40 |
10 |
4,0-5,0 |
- |
0.138 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
Алюминий |
60 |
Латунь |
0,25 |
Матрица |
2 |
95 |
10 |
400 |
10,50 |
3,98 |
10 |
2,0-2,5 |
0.18 |
0.024 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
Алюминий |
60 |
Латунь |
0,25 |
Пуансон |
1 |
95 |
10 |
500 |
6,40 |
6,40 |
10 |
4,0-5,0 |
- |
0.138 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
Алюминий |
60 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
10 |
400 |
10,50 |
3,98 |
10 |
2,0-2,5 |
0.18 |
0.024 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17 |
Медь |
20 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
3,70 |
3,70 |
50 |
4,0-5,0 |
- |
0.095 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
Медь |
20 |
Латунь |
0,25 |
Матрица |
2 |
100 |
12 |
400 |
4,70 |
2,07 |
50 |
2,0-2,5 |
0.2 |
0.02 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19 |
Медь |
20 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
12 |
500 |
3,70 |
3,70 |
50 |
4,0-5,0 |
- |
0.095 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
Медь |
20 |
Латунь |
0,25 |
Пуансон |
2 |
100 |
12 |
400 |
4,70 |
2,07 |
50 |
2,0-2,5 |
0.2 |
0.02 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
36
21 |
Медь |
30 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
2,30 |
2,30 |
50 |
4,0-5,0 |
- |
0.108 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22 |
Медь |
30 |
Латунь |
0,25 |
Матрица |
2 |
100 |
12 |
400 |
2,70 |
1,24 |
50 |
2,0-2,5 |
0.2 |
0.022 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23 |
Медь |
30 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
12 |
500 |
2,30 |
2,30 |
50 |
4,0-5,0 |
- |
0.108 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
Медь |
30 |
Латунь |
0,25 |
Пуансон |
2 |
100 |
12 |
400 |
2,70 |
1,24 |
50 |
2,0-2,5 |
0.2 |
0.022 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25 |
Медь |
40 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
2,00 |
2,00 |
50 |
4,0-5,0 |
- |
0.11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
26 |
Медь |
40 |
Латунь |
0,25 |
Матрица |
2 |
100 |
12 |
400 |
2,60 |
1,13 |
50 |
2,0-2,5 |
0.2 |
0.024 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
27 |
Медь |
40 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
12 |
500 |
2,00 |
2,00 |
50 |
4,0-5,0 |
- |
0.11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
28 |
Медь |
40 |
Латунь |
0,25 |
Пуансон |
2 |
100 |
12 |
400 |
2,60 |
1,13 |
50 |
2,0-2,5 |
0.2 |
0.024 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
29 |
Медь |
50 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
1,70 |
1,70 |
50 |
4,0-5,0 |
- |
0.114 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
Медь |
50 |
Латунь |
0,25 |
Матрица |
2 |
100 |
12 |
400 |
3,00 |
1,09 |
50 |
2,0-2,5 |
0.2 |
0.028 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
31 |
Медь |
50 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
12 |
500 |
1,70 |
1,70 |
50 |
4,0-5,0 |
- |
0.114 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
32 |
Медь |
50 |
Латунь |
0,25 |
Пуансон |
2 |
100 |
12 |
400 |
3,00 |
1,09 |
50 |
2,0-2,5 |
0.2 |
0.028 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
33 |
Медь |
60 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
1,30 |
1,30 |
50 |
4,0-5,0 |
- |
0.118 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
34 |
Медь |
60 |
Латунь |
0,25 |
Матрица |
2 |
100 |
12 |
400 |
1,90 |
0,77 |
50 |
2,0-2,5 |
0.2 |
0.032 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
35 |
Медь |
60 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
12 |
500 |
1,30 |
1,30 |
50 |
4,0-5,0 |
- |
0.118 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
36 |
Медь |
60 |
Латунь |
0,25 |
Пуансон |
2 |
100 |
12 |
400 |
1,90 |
0,77 |
50 |
2,0-2,5 |
0.2 |
0.032 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
37 |
Сталь 40Х |
20 |
Латунь |
0,25 |
Матрица |
1 |
85 |
8 |
500 |
7,00 |
7,00 |
50 |
2,0-2,5 |
- |
0.074 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
38 |
Сталь 40Х |
20 |
Латунь |
0,25 |
Матрица |
2 |
85 |
8 |
400 |
5,30 |
3,02 |
50 |
2,0-2,5 |
0.14 |
0.006 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
39 |
Сталь 40Х |
20 |
Латунь |
0,25 |
Пуансон |
1 |
85 |
8 |
500 |
7,00 |
7,00 |
50 |
2,0-2,5 |
- |
0.074 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40 |
Сталь 40Х |
20 |
Латунь |
0,25 |
Пуансон |
2 |
85 |
8 |
400 |
5,30 |
3,02 |
50 |
2,0-2,5 |
0.14 |
0.006 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
41 |
Сталь 40Х |
30 |
Латунь |
0,25 |
Матрица |
1 |
90 |
10 |
500 |
4,60 |
4,60 |
50 |
2,0-2,5 |
- |
0.086 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
42 |
Сталь 40Х |
30 |
Латунь |
0,25 |
Матрица |
2 |
90 |
10 |
400 |
3,50 |
1,99 |
50 |
2,0-2,5 |
0.14 |
0.008 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
43 |
Сталь 40Х |
30 |
Латунь |
0,25 |
Пуансон |
1 |
90 |
10 |
500 |
4,60 |
4,60 |
50 |
2,0-2,5 |
- |
0.086 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
44 |
Сталь 40Х |
30 |
Латунь |
0,25 |
Пуансон |
2 |
90 |
10 |
400 |
3,50 |
1,99 |
50 |
2,0-2,5 |
0.14 |
0.008 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
45 |
Сталь 40Х |
40 |
Латунь |
0,25 |
Матрица |
1 |
90 |
10 |
500 |
3,50 |
3,50 |
50 |
2,0-2,5 |
- |
0.094 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
46 |
Сталь 40Х |
40 |
Латунь |
0,25 |
Матрица |
2 |
90 |
10 |
400 |
3,50 |
1,75 |
50 |
2,0-2,5 |
0.14 |
0.012 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
47 |
Сталь 40Х |
40 |
Латунь |
0,25 |
Пуансон |
1 |
90 |
10 |
500 |
3,50 |
3,50 |
50 |
2,0-2,5 |
- |
0.094 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
48 |
Сталь 40Х |
40 |
Латунь |
0,25 |
Пуансон |
2 |
85 |
9 |
400 |
3,50 |
1,75 |
50 |
2,0-2,5 |
0.14 |
0.012 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
49 |
Сталь 40Х |
50 |
Латунь |
0,25 |
Матрица |
1 |
90 |
10 |
500 |
2,90 |
2,90 |
50 |
2,0-2,5 |
- |
0.094 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
37
50 |
Сталь 40Х |
50 |
Латунь |
0,25 |
Матрица |
2 |
85 |
9 |
400 |
3,50 |
1,59 |
50 |
2,0-2,5 |
0.14 |
0.014 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
51 |
Сталь 40Х |
50 |
Латунь |
0,25 |
Пуансон |
1 |
90 |
10 |
500 |
2,90 |
2,90 |
50 |
2,0-2,5 |
- |
0.094 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
52 |
Сталь 40Х |
50 |
Латунь |
0,25 |
Пуансон |
2 |
85 |
9 |
400 |
3,50 |
1,59 |
50 |
2,0-2,5 |
0.14 |
0.014 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
53 |
Сталь 40Х |
60 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
2,40 |
2,40 |
50 |
2,0-2,5 |
- |
0.094 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
54 |
Сталь 40Х |
60 |
Латунь |
0,25 |
Матрица |
2 |
90 |
10 |
400 |
3,80 |
1,47 |
50 |
2,0-2,5 |
0.14 |
0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
55 |
Сталь 40Х |
60 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
12 |
500 |
2,40 |
2,40 |
50 |
2,0-2,5 |
- |
0.094 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
56 |
Сталь 40Х |
60 |
Латунь |
0,25 |
Пуансон |
2 |
90 |
10 |
400 |
3,80 |
1,47 |
50 |
2,0-2,5 |
0.14 |
0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
57 |
Сталь 40Х |
70 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
1,90 |
1,90 |
50 |
2,0-2,5 |
- |
0.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
58 |
Сталь 40Х |
70 |
Латунь |
0,25 |
Матрица |
2 |
90 |
10 |
400 |
4,20 |
1,31 |
50 |
2,0-2,5 |
0.14 |
0.015 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
59 |
Сталь 40Х |
70 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
12 |
500 |
1,90 |
1,90 |
50 |
2,0-2,5 |
- |
0.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 |
Сталь 40Х |
70 |
Латунь |
0,25 |
Пуансон |
2 |
90 |
10 |
400 |
4,20 |
1,31 |
50 |
2,0-2,5 |
0.14 |
0.015 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
61 |
Сталь 40Х |
80 |
Латунь |
0,25 |
Матрица |
1 |
105 |
14 |
500 |
1,40 |
1,40 |
50 |
2,0-2,5 |
- |
0.094 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
62 |
Сталь 40Х |
80 |
Латунь |
0,25 |
Матрица |
2 |
95 |
12 |
500 |
2,70 |
0,92 |
50 |
2,0-2,5 |
0.15 |
0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
63 |
Сталь 40Х |
80 |
Латунь |
0,25 |
Пуансон |
1 |
105 |
14 |
500 |
1,40 |
1,40 |
50 |
2,0-2,5 |
- |
0.094 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
64 |
Сталь 40Х |
80 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
10 |
500 |
2,70 |
0,92 |
50 |
2,0-2,5 |
0.15 |
0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
65 |
Тв.сплав |
20 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
3,40 |
3,40 |
10 |
1,0-1,5 |
- |
0.086 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
66 |
Тв.сплав |
20 |
Латунь |
0,25 |
Матрица |
2 |
95 |
10 |
450 |
4,10 |
1,86 |
10 |
1,0-1,5 |
0.14 |
0.008 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
67 |
Тв.сплав |
20 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
12 |
500 |
3,40 |
3,40 |
10 |
1,0-1,5 |
- |
0.086 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
68 |
Тв.сплав |
20 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
10 |
450 |
4,10 |
1,86 |
10 |
1,0-1,5 |
0.14 |
0.008 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
69 |
Тв.сплав |
30 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
2,60 |
2,60 |
10 |
1,0-1,5 |
- |
0.096 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
70 |
Тв.сплав |
30 |
Латунь |
0,25 |
Матрица |
2 |
95 |
10 |
450 |
2,60 |
1,30 |
10 |
1,0-1,5 |
0.14 |
0.01 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
71 |
Тв.сплав |
30 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
12 |
500 |
2,60 |
2,60 |
10 |
1,0-1,5 |
- |
0.096 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
72 |
Тв.сплав |
30 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
10 |
450 |
2,60 |
1,30 |
10 |
1,0-1,5 |
0.14 |
0.01 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
73 |
Тв.сплав |
40 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
1,80 |
1,80 |
10 |
1,0-1,5 |
- |
0.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
74 |
Тв.сплав |
40 |
Латунь |
0,25 |
Матрица |
2 |
95 |
10 |
450 |
2,70 |
1,08 |
10 |
1,0-1,5 |
0.14 |
0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
75 |
Тв.сплав |
40 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
12 |
500 |
1,80 |
1,80 |
10 |
1,0-1,5 |
- |
0.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
76 |
Тв.сплав |
40 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
10 |
450 |
2,70 |
1,08 |
10 |
1,0-1,5 |
0.14 |
0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
77 |
Тв.сплав |
50 |
Латунь |
0,25 |
Матрица |
1 |
100 |
12 |
500 |
1,30 |
1,30 |
10 |
1,0-1,5 |
- |
0.11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
78 |
Тв.сплав |
50 |
Латунь |
0,25 |
Матрица |
2 |
95 |
10 |
450 |
2,80 |
0,89 |
10 |
1,0-1,5 |
0.14 |
0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
38
79 |
Тв.сплав |
|
50 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
|
12 |
|
500 |
1,30 |
1,30 |
10 |
1,0-1,5 |
- |
0.11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
80 |
Тв.сплав |
|
50 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
|
10 |
|
450 |
2,80 |
0,89 |
10 |
1,0-1,5 |
0.14 |
0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
81 |
Тв.сплав |
|
60 |
Латунь |
0,25 |
Матрица |
1 |
100 |
|
12 |
|
550 |
1,20 |
1,20 |
10 |
1,0-1,5 |
- |
0.12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
82 |
Тв.сплав |
|
60 |
Латунь |
0,25 |
Матрица |
2 |
95 |
|
10 |
|
450 |
2,20 |
0,78 |
10 |
1,0-1,5 |
0.15 |
0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
83 |
Тв.сплав |
|
60 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
|
12 |
|
550 |
1,20 |
1,20 |
10 |
1,0-1,5 |
- |
0.12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
84 |
Тв.сплав |
|
60 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
|
10 |
|
450 |
2,20 |
0,78 |
10 |
1,0-1,5 |
0.15 |
0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
85 |
Тв.сплав |
|
80 |
Латунь |
0,25 |
Матрица |
1 |
100 |
|
12 |
|
500 |
0,80 |
0,80 |
50 |
1,0-1,5 |
- |
0.09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
86 |
Тв.сплав |
|
80 |
Латунь |
0,25 |
Матрица |
2 |
95 |
|
10 |
|
400 |
3,00 |
0,63 |
50 |
1,0-1,5 |
0.14 |
0.006 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
87 |
Тв.сплав |
|
80 |
Латунь |
0,25 |
Пуансон |
1 |
100 |
|
12 |
|
500 |
0,80 |
0,80 |
50 |
1,0-1,5 |
- |
0.09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
88 |
Тв.сплав |
|
80 |
Латунь |
0,25 |
Пуансон |
2 |
95 |
|
10 |
|
400 |
3,00 |
0,63 |
50 |
1,0-1,5 |
0.14 |
0.006 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обозначения: ЭД – |
электрод – деталь, ЭИ – |
электрод – |
инструмент, РЖ – |
рабочая жидкость |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
39
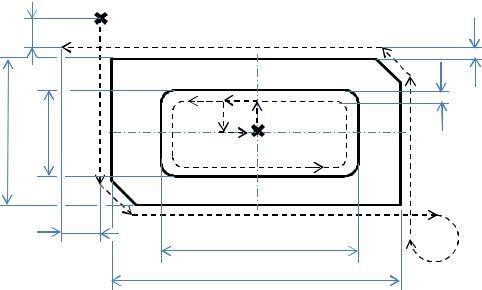
2-5мм
10 мм |
6 мм |
ТЗП1
 ∆
∆
 ∆
∆
2-3мм |
ТЗП2
12 мм
20 мм
Рис.6.8. Образец проектирования движений электрода-проволоки для технологической
операции электроэрозионной вырезки, где ТЗП – точка захода электрода-инструмента
СОДЕРЖАНИЕ ОТЧЁТА
1)Номер, название и цели работы.
2)Протокол исследования лабораторных образцов (таблица 12.1).
3)Результат вычисления значения коррекции электрода-инструмента.
4)Результат определения используемых технологических параметров обработки.
5)Спроектированный контур движения электрода-инструмента с учетом вычисленной коррекции (рис. 12.2).
6)Описание и анализ полученных результатов. Выводы.
40