

Федеральное агентство по образованию
Государственное образовательное учреждение
Московский государственный технологический университет «Станкин»
Егорьевский технологический институт (филиал)
Изучение особенностей обработки и получение изделий вырубкой и пробивкой при листовой штамповке
Методические указания к выполнению практической работы
по дисциплине «Технологические процессы в машиностроении»
ЕТИ. ТПМ.ПР.02
Егорьевск 2006 г.
Составитель: к.т.н., доцент кафедры общепрофессиональных дисциплин Е.А.Копейкин
В методических указаниях рассмотрены основные принципы выбора заготовок, их технико-экономические показатели, методика определения размеров заготовок по ГОСТ 2590-71 и ГОСТ 7505-89, рекомендованы порядок выполнения работы, контрольные вопросы, примерное содержание отчёта.
Методические указания предназначены для студентов, обучающихся по специальностям 151001 «Технология машиностроении» и 280202 «Инженерная защита окружающей среды».
Дисциплина «Технологические процессы в машиностроении».
Методические указания обсуждены и одобрены на заседании кафедры общепрофессиональных дисциплин
(протокол № ______ от ___________ 2006г.)
Заведующий кафедрой ОПД ______________
Методические указания обсуждены и одобрены на заседании методического совета института
(протокол № _________ от ____________ 2006г.)
Председатель совета ___________ А.Д. Семенов
1. Цель работы
Изучение технологических особенностей операций вырубки и пробивки, методики выбора оптимального зазора между пуансоном и матрицей, определения необходимого усилия при обработке, осуществление раскроя исходной заготовки.
2. Теоретическая часть
Листовой называют штамповку деталей из листового или ленточного материала, осуществляемую без значительного изменения его толщины.
Тонколистовой материал (до 4 мм) штампуют главным образом в холодном состоянии, а толстолистовой - как в холодном, так и в горячем. Неметаллические материалы нередко штампуют с подогревом.
Операции листовой штамповки можно разделить на две основные группы: разделительные и формоизменяющие. При разделительных операциях происходит отделение одной части металла от другой, а при формоизменяющих операциях происходит изменение формы заготовок без разделения металла.
К разделительным операциям относятся отрезка, вырубка, пробивка и некоторые другие операции,
К формоизменяющим операциям относятся гибка, вытяжка, отбортовка, формовка некоторые другие.
Особое внимание е данных указаниях уделяется вырубке и пробивке.
Вырубка - разделение заготовки по замкнутому контуру для получения плоского полуфабриката или детали с заданным наружным контуром.
Пробивка - образование в заготовке сквозных отверстий с удалением материала в отход.
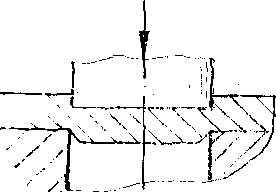

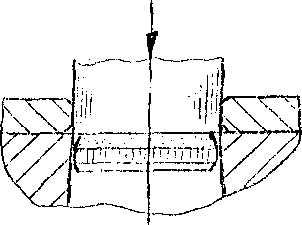
а) б) в)
Рисунок 1
В начальный момент вырубки пуансон слегка вдавливает находящуюся под ним часть заготовки в матрицу (рис.1,а), При дальнейшем опускании пуансона происходит перерезание волокон металла режущими кромками пу-ансона и матрицы, а также появляются трещины скалывания (рис.1,б). Когда трещины соединяются, одна часть металла отделяется от другой (рис.1,в).
При обработке между пуансоном и матрицей должен быть зазор определенной величины, зависящий от свойств, состояния и толщины разделяемого материала. Если этот зазор выбран правильно, то трещины скалывания, образующиеся при обработке соединяются.
Минимальный зазор, обеспечивающий совпадение трещин, называют оптимальным зазором.
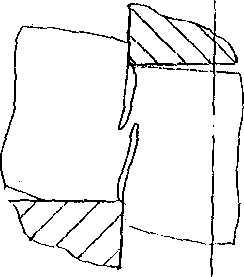
При увеличении зазора относительно оптимального трещины соединяются, но при этом увеличиваются искажения (прогибы) в отделяемой и остающейся на матрице части заготовки.
Рабочее усилие пресса увеличивается при зазоре меньше оптимального. Непра- вильно выбранный зазор является причиной быстрого затупления режущих кромок ин- струмента. Рисунок 2
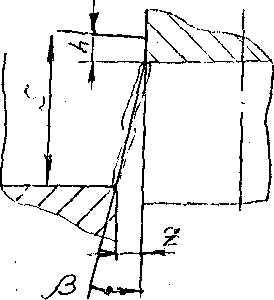
Величину зазора, обеспечивавшего слияние трещин, можно определить пользуясь схемой (рис.3.), по следующей формуле:
![]() ,
, (1)
(1)
где: Z-радиальный зазор между пуансоном и
матрицей;
S-толщина заготовки; h-глубина внедрения режущей кромки до появления трещин.
Рис.3.
![]() -угол
наклона образующей линии трещин.
-угол
наклона образующей линии трещин.
Оптимальный
угол
![]() по
экспериментальным данным составляет
4,..60.
по
экспериментальным данным составляет
4,..60.
Величина h колеблется от 0,1 до 0,5 толщины заготовки, увеличиваясь с увеличением пластичности материала заготовки (или с уменьшением прочности материала металлических заготовок).
При выполнении лабораторной работы можно принять значение h следующими для некоторых материалов:
h=0,5 S - мягкая медь, алюминий некоторых марок (АД0, АД1)
h=0,4 S - Дюралюминий Д12
h=0,3 S - Л 90, Л 68, БР0Ф6.5-0.15, Сталь 08., Сталь 08 кп
h=0,2 S - Сталь 15 кп. Сталь 20 пс, Сталь 25
h=0,1 S - Сталь 45, Сталь 65 Г
При вырубке диаметр DM матрицы равен диаметру DД получаемой детали, а диаметр пуансона:
![]() (2)
(2)
При пробивке, наоборот DП=DД, а
![]() (3)
(3)
(значения DД, DM, DП - номинальные).
Расчетное усилие резания при одновременном разделении материала по всему контуру определяется по формуле:
![]() ,
(Н) (4)
,
(Н) (4)
где: к =1,1…1,3 – коэффициент, учитывающий возможность притупления режущих кромок, изменения толщины заготовки, механических свойств материала заготовки;
τср
=(0,6…0,7)![]() –
сопротивление срезу, МПа;
–
сопротивление срезу, МПа;
L – длина линии среза или периметр вырубаемого контура, мм;
S –толщина заготовки, мм;
![]() - предел прочности (временное сопротивление)
материала заготовки.
- предел прочности (временное сопротивление)
материала заготовки.
Исходной заготовкой при листовой штамповке является лист, полоса или лента.
Экономия материала, имеющая большое значение в штамповочном производстве, во многом зависит от рационального раскроя исходной заготовки.
Раскроем материала называется способ расположения вырубаемых деталей на заготовке.
Показателем экономичности раскроя является коэффициент использования материала, который при листовой штамповке можно определить по формуле:
![]() (6)
(6)
где: Fдет – площадь детали или суммарная площадь вырубаемых деталей;
Fзаг – площадь исходной заготовки.
Раскрой
материала зависит от величины перемычек
между вырубаемыми деталями,
а также между вырубаемым контуром и
краями исходной заготовки.
Минимальная величина перемычек
![]() ,
однако на практике при
раскрое металлических заготовок
рекомендуется использовать следующие
зависимости:
,
однако на практике при
раскрое металлических заготовок
рекомендуется использовать следующие
зависимости:
![]()