

Гидропанель управления станком
Многоцелевые станки — это станки, оснащенные числовым программным управлением и устройством автоматической смены инструментов, предназначенные для комплексной обработки за одну установку корпусных деталей и деталей типа тел вращения. Многоцелевые станки выпускают с одним шпинделем и многопозиционным инструментальным магазином (вместимостью 12—120 инструментов), при этом инструмент заменяется в шпинделе автоматически по программе (за 5—6 с); с револьверной инструментальной головкой (число инструментов 5—8, при этом смена инструмента за 2 – 3 с) осуществляется поворотом револьверной головки; с револьверной головкой и инструментальным магазином, что позволяет в процессе резания заменять инструмент в неработающих шпинделях револьверной головки.
Производительность многоцелевых станков в 4—10 раз выше производительности универсальных станков благодаря резкому уменьшению доли вспомогательного времени в цикле обработки и, следовательно, увеличению (до 60—75 %) доли машинного времени в этом цикле. Сокращению вспомогательного времени способствуют автоматическая замена инструмента; высокая скорость (до 20 м/мин) быстрых перемещений (на вспомогательных ходах) исполнительных органов; настройка инструмента на размер вне станка; исключение контрольных операций и др. В многоцелевых станках используют сменные инструментальные магазины с заранее настроенными на размер инструментами, что сокращает время на переналадку станка.

Смена инструментов
На многоцелевых станках можно осуществлять сверление, рассверливание, зенкерование, развертывание, нарезание резьбы, растачивание, фрезерование и другие виды обработки. На МС производят, как правило, окончательную обработку деталей. Точность ряда многоцелевых станков соответствует точности координатно-расточных станков: точность отверстий после растачивания соответствует 6—7 квалитету; шероховатость обработанной поверхности Ra = 1—2 мкм. Многоцелевые станки позволяют в автоматическом режиме обрабатывать заготовки сложных корпусных деталей за одну установку со всех сторон (кроме базовой поверхности, используемой для закрепления заготовки).
Для этого многоцелевые станки оснащают столом, имеющим возможность поворота в вертикальной и горизонтальной плоскостях. Существуют конструкции многоцелевых станков, у которых ось шпинделя устанавливается по программе горизонтально, вертикально или под любым углом к плоскости стола станка. Многоцелевые станки могут оснащаться приспособлениями спутниками для установки и закрепления заготовок, а также устройствами автоматической смены приспособлений спутников. Выпускают многоцелевые станки вертикальной и горизонтальной компоновки.

Станок многоцелевой сверлильно-фрезерно-расточной
Выпускают также специализированные многоцелевые станки, предназначенные для обработки заготовок определенных типоразмеров. При проектировании многоцелевых станков широко применяют принцип агрегатирования. Многоцелевые станки выпускают классов точности П и В.
Многоцелевые станки оснащается системами ЧПУ, которые имеют следующие особенности: большое число управляемых координат (до 7—8), возможность обеспечить высокую точность позиционирования исполнительных органов станка (0,005—0,01 мм), широкий диапазон регулирования частоты вращения шпинделя и скорости подач, высокая надежность при эксплуатации, возможность работы, как в автоматическом режиме, так и при управлении от ЭВМ верхнего уровня.
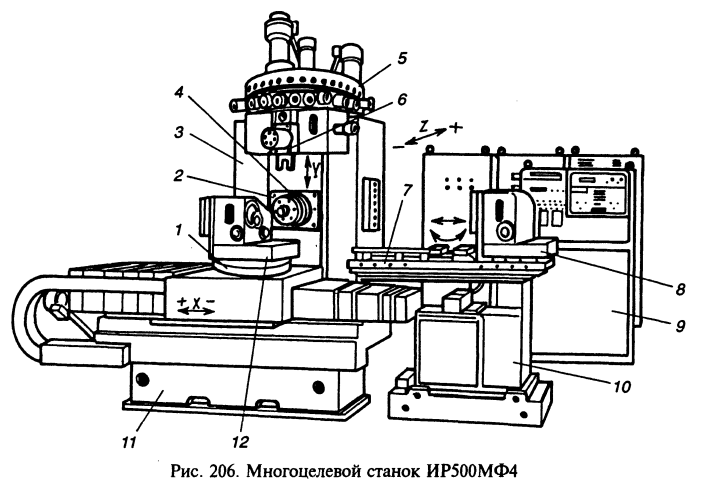
1 – поворотный стол, 2 – бесконсольная шпиндельная бабка, 3 – стойка, 4 – шпиндель, 5 – магазин с инструментом, 6 – автооператор смены инструмента, 7 – двухпозиционный поворотный стол, 8 – спутник (подача заготовок), 9 – шкаф управления, 10, 11 – станины, 12 – спутник с обрабатываемой деталью.
Приводы главного движения многоцелевых станков обеспечивают регулирование частоты вращения шпинделя в широком диапазоне при максимальной частоте вращения 3000—4000 мин-1. В этих приводах чаще всего используют двигатели постоянного тока с тиристорным управлением. Для малых и средних МС применяют приводы с асинхронными электродвигателями и коробками скоростей. Реже используют малогабаритные гидроэлектродвигатели.
Устройства автоматической смены инструмента обеспечивают стабильное, точное, жесткое и надежное положение инструмента и минимальное время его смены. По конструктивному и компоновочному исполнению устройства автоматической смены инструмента бывают трех видов: с заменой всего шпиндельного устройства (револьверные шпиндельные головки, магазины шпиндельных гильз); со сменой инструмента в одном шпинделе (инструментальные магазины); комбинированные (магазины в сочетании с револьверной головкой, автоматическая, ручная смена).
Наиболее просты по конструкции и компактны револьверные шпиндельные головки, расположенные, как правило, на шпиндельной бабке многоцелевого станка.
Широкое распространение получили устройства автоматической смены инструмента со сменой инструмента в одном шпинделе, который состоит из инструментального магазина, автооператора для переноса инструментов (из магазина в шпиндель и обратно) и транспортного устройства, передающего инструмент из магазина к автооператору. Магазины могут располагаться на шпиндельной бабке, на колонне и за пределами станка на отдельной стойке. Наиболее часто
магазины расположены на колонне станка, шпиндельной бабке или вне станка.

Инструментальные магазины выполняют дисковыми, барабанными, цепными, планетарными. Инструмент в магазинах может располагаться параллельно или наклонно к оси вращения магазина, а также в радиальном направлении. При числе т инструментов до 8 и невысокой точности обработки целесообразно использовать в качестве устройства автоматической смены инструмента револьверную головку, а при высокой точности обработки — револьверный магазин; при т = 30—40 дисковый и барабанные магазины; при т до 100 и более — цепной магазин. Иногда многоцелевые станки оснащают сменными инструментальными магазинами, устройствами для кассетной замены инструментов в магазине и дополнительными стеллажами с инструментом, расположенными вне станка; при этом смена инструментов осуществляется портальным роботом.