

Министерство образования и науки РФ
ФГБОУ ВПО «Магнитогорский государственный технический
университет им. Носова»
Кафедра машиностроительных и металлургических технологий
Курсовая работа
по дисциплине «Оборудование прокатных цехов»
на тему: «Расчет параметров производственного оборудования ЛПЦ №11 ОАО ММК»
Выполнил: Риттер А.А. Проверил: Голубчик Э.М.
Магнитогорск, 2013.
Оглавление
Исходные данные 3
1 Расчет усилия прокатки 4
2 Расчет прокатного валка на изгиб и на прочность 12
3 Расчет станины на изгиб и на прочность 21
4 Расчет шпинделя на изгиб и на прочность 25
Приложение 1 32
Приложение 2 34
Приложение 3 36
Список использованных источников 37
Исходные данные
В данной работе будет произведен расчет производственного оборудования пятиклетевого стана холодной прокатки, установленного в ЛПЦ №11 ОАО «ММК».
Необходимые чертежи для расчета валка, станины, шпинделя, нажимного винта приведены в приложении в конце работы. Числовые значения, необходимые для расчета, представлены в начале каждого пункта работы.
1 Расчет усилия прокатки
Для дальнейших расчетов оборудования нам необходимо получить расчётное значение усилия прокатки – в документации к оборудованию указано максимальное усилие прокатки, допустимое для прокатной клети, оно составляет 35 кН. Получим это значение расчетом [1].
Для проверочного
расчета возьмем режим обжатий, при
котором толщина подката
 составляет 6,00 мм, а толщина прокатанной
полосы
составляет 6,00 мм, а толщина прокатанной
полосы составляет 3,00 мм.
составляет 3,00 мм.
В расчетах ниже будем приводить расчет только первой строки, поскольку остальные строки рассчитываются аналогичным образом.
Дано:
 мм,
мм,
 мм,
мм, мм,
мм, мм.
мм.
Таблица 1 – Расчетные данные для расчета усилия прокатки
|
|
|
|
|
|
|
|
|
|
|
Исходное значение |
6,000 |
- |
- |
- |
- |
- |
- |
- |
|
Клеть 1 |
5,059 |
15,68 |
5,530 |
0,941 |
21,251 |
3,843 |
0,461 |
1,271 |
|
Клеть 2 |
4,348 |
11,85 |
4,704 |
0,711 |
18,471 |
3,927 |
0,471 |
1,277 |
|
Клеть 3 |
3,794 |
9,24 |
4,071 |
0,554 |
16,313 |
4,007 |
0,481 |
1,284 |
|
Клеть 4 |
3,356 |
7,30 |
3,575 |
0,438 |
14,503 |
4,057 |
0,487 |
1,288 |
|
Клеть 5 |
3,000 |
5,93 |
3,178 |
0,356 |
13,067 |
4,112 |
0,493 |
1,293 |
 ,
мм
,
мм ,
%
,
% ,
мм
,
мм ,
мм
,
мм




 - толщина полосы
после выхода из клети;
- толщина полосы
после выхода из клети;
 –относительное
обжатие при проходе через клеть;
–относительное
обжатие при проходе через клеть;
 –средняя толщина
полосы при проходе через клеть;
–средняя толщина
полосы при проходе через клеть;
 - абсолютное обжатие
при проходе через клеть;
- абсолютное обжатие
при проходе через клеть;
 –длина очага
деформации;
–длина очага
деформации;
 - абсолютное обжатие
при проходе через клеть;
- абсолютное обжатие
при проходе через клеть;
 –отношение длины
очага деформации и средней толщины
полосы для указанной клети;
–отношение длины
очага деформации и средней толщины
полосы для указанной клети;
 –расчетный
коэффициент,
–расчетный
коэффициент,
 –отношение,
необходимое для дальнейших расчетов.
–отношение,
необходимое для дальнейших расчетов.
При прокатке
применяют масляную эмульсию, поэтому
коэффициент контактного трения
 ,
принимаем
,
принимаем
 ;
тогда коэффициент, характеризующий
наличие зон скольжения и прилипания,
будет равен:
;
тогда коэффициент, характеризующий
наличие зон скольжения и прилипания,
будет равен:
 .
.
Проверяем величины зоны прилипания по формуле:
 .
.
В остальных клетях тоже выполняется данное условие.
Коэффициент
 находим по формуле:
находим по формуле:
 .
.
Затем находим
значение
 по формуле:
по формуле:
 .
.
В нашем примере мы рассматриваем сталь 600DP, но поскольку мы не имеем данных для расчёта значений физических свойств данной стали при наклепе, то возьмем сталь из марочника сталей и сплавов, имеющую похожий химический состав по основным элементам (C, Si, Mn, Cr) – сталь 12ГС.
Таблица 2 – Сравнение химического состава сталей 600DP и 12ГС
|
Элемент, % |
600DP |
12ГС |
|
C |
до 0,17 |
0,09-0,15 |
|
Si |
до 0,80 |
0,5-0,8 |
|
Mn |
до 2,20 |
0,8-1,2 |
|
Al |
до 2,00 |
- |
|
Ni |
- |
до 0,3 |
|
S |
- |
до 0,04 |
|
P |
- |
до 0,035 |
|
Cr |
до 0,5 |
до 0,3 |
|
N |
- |
до 0,008 |
|
Cu |
- |
до 0,3 |
|
As |
- |
до 0,08 |
|
Mo |
до 0,5 |
- |
|
Nb+Ti |
до 0,15 |
- |
Для определения свойств прокатываемой стали после прохождения клетей №1-5 воспользуемся формулой:
 .
.
Для стали 12ГС:
 МПа,
МПа, ,
, .
.
Таблица 3 – Расчетные данные для расчета свойств металла прокатываемой полосы
|
|
|
|
|
|
|
|
|
|
Клеть 1 |
15,68 |
500,0 |
553,3 |
526,6 |
605,6 |
1,271 |
769,5 |
|
Клеть 2 |
11,85 |
553,3 |
604,6 |
578,9 |
665,8 |
1,277 |
850,5 |
|
Клеть 3 |
9,24 |
604,6 |
654,2 |
629,4 |
723,8 |
1,284 |
929,4 |
|
Клеть 4 |
7,30 |
654,2 |
702,2 |
678,2 |
778,0 |
1,288 |
1004,8 |
|
Клеть 5 |
5,93 |
702,2 |
748,8 |
725,5 |
834,4 |
1,293 |
1078,7 |
 ,
%
,
%





 - предел
текучести, который
соответствует напряжению, при котором
остаточная (пластическая
деформация)
составляют
0,2 % от длины испытываемого образца,
МПа.
- предел
текучести, который
соответствует напряжению, при котором
остаточная (пластическая
деформация)
составляют
0,2 % от длины испытываемого образца,
МПа.
Находим предел текучести стали перед прокаткой полосы в первой клети:
 МПа.
МПа.
Находим среднее значение предела текучести стали во время прокатки полосы в первой клети:
 МПа.
МПа.
Таблица 1 – Расчетные данные для расчета усилия прокатки (продолжение)
|
|
|
|
|
|
|
|
Клеть 1 |
605,6 |
1,271 |
769,5 |
16,351 |
30,741 |
|
Клеть 2 |
665,8 |
1,277 |
850,5 |
15,709 |
29,533 |
|
Клеть 3 |
723,8 |
1,284 |
929,4 |
15,162 |
28,504 |
|
Клеть 4 |
778,0 |
1,288 |
1004,8 |
14,572 |
27,395 |
|
Клеть 5 |
834,4 |
1,293 |
1078,7 |
14,095 |
26,499 |





 - коэффициент,
необходимый для расчетов;
- коэффициент,
необходимый для расчетов;
 –соотношение,
найденное ранее, берем его из таблицы
1;
–соотношение,
найденное ранее, берем его из таблицы
1;
 –среднее усилие
прокатки, кН;
–среднее усилие
прокатки, кН;
 –усилие на 1 мм
ширины листа, кН/мм;
–усилие на 1 мм
ширины листа, кН/мм;
 –полное усилие
прокатки, МН.
–полное усилие
прокатки, МН.
Вычисляем значение
 по формуле:
по формуле:
 МПа.
МПа.
Поскольку значения
 и
и нами вычислены ранее, то легко найти
значение
нами вычислены ранее, то легко найти
значение :
:
 МПа.
МПа.
Усилие на 1 мм ширины листа составляет:
 кН/мм.
кН/мм.
Полное усилие
прокатки при ширине листа
 мм будет равно:
мм будет равно:
 кН/мм.
кН/мм.
Упругое сплющивание валков оказывает существенное влияние на усилие прокатки, поэтому им нельзя пренебрегать в расчетах.
Таблица 4 – Перерасчет усилия прокатки с учетом сплющивания валков
|
|
|
|
|
|
|
|
|
|
Клеть 1 |
0,068 |
0,507 |
4,225 |
1,310 |
793,4 |
23,363 |
34,846 |
|
Клеть 2 |
0,088 |
0,533 |
4,442 |
1,335 |
888,8 |
20,893 |
34,910 |
|
Клеть 3 |
0,111 |
0,561 |
4,675 |
1,350 |
977,1 |
19,033 |
34,963 |
|
Клеть 4 |
0,136 |
0,588 |
4,900 |
1,362 |
1062,3 |
17,517 |
34,983 |
|
Клеть 5 |
0,163 |
0,615 |
5,125 |
1,370 |
1143,1 |
16,287 |
35,000 |







 и
и
 – коэффициенты, необходимые для расчета;
– коэффициенты, необходимые для расчета;
Находим коэффициент
 по формуле (
по формуле ( мм2/Н):
мм2/Н):
 .
.
Находим коэффициент
 , выразив его из формулы (
, выразив его из формулы ( мм2/Н):
мм2/Н):
 ;
;
 .
.
Рассчитываем
параметр
 с учетом упругого сплющивания:
с учетом упругого сплющивания:
 –параметр
–параметр
 увеличился в
увеличился в раза.
раза.
Определяем
соотношение
 по кривым на рисунке 1 (для значений
по кривым на рисунке 1 (для значений и
и ):
):
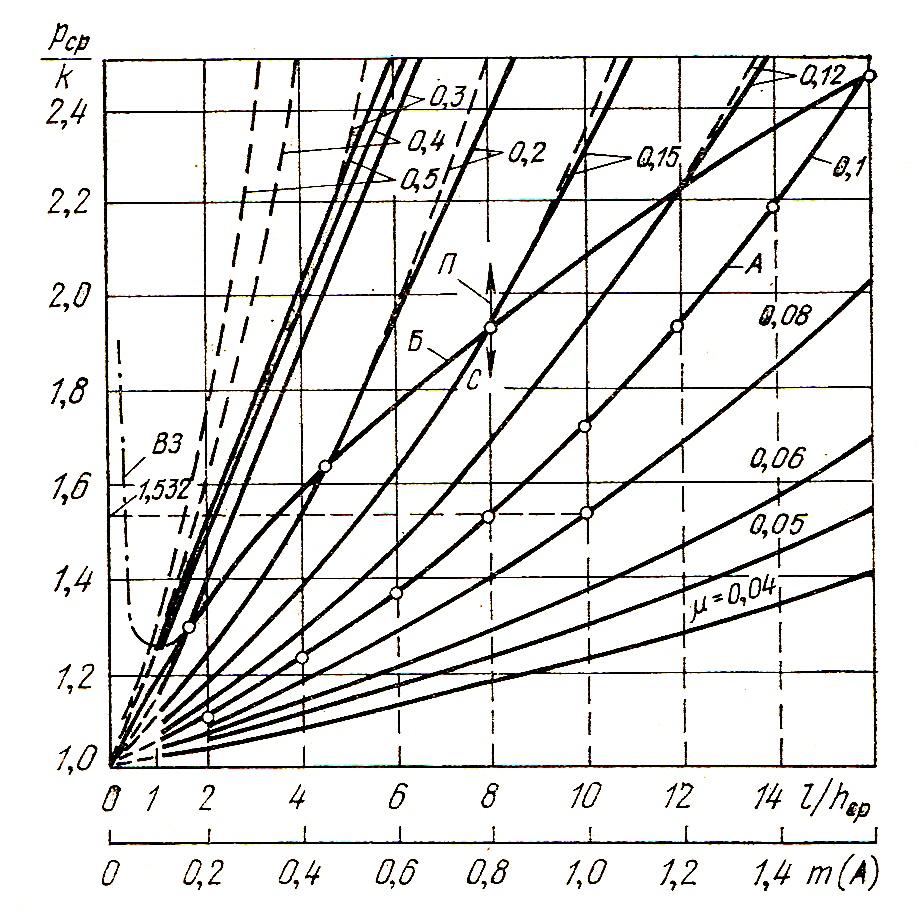
Рисунок 1 - Кривые
зависимости среднего давления (отношения
 )
от параметра
)
от параметра при различных значениях коэффициента
контактного трения: А — кривая, зависящая
от одного параметра
при различных значениях коэффициента
контактного трения: А — кривая, зависящая
от одного параметра ;
;
Б — граница скольжения; В. 3 — кривая влияния внешних зон; П — область наличия прилипания по дуге захвата; С — область скольжения.
Из рисунка 1 мы
находим
 ,
поскольку значения
,
поскольку значения и
и нам опять же известны, то найдем значение
нам опять же известны, то найдем значение :
:
 МПа.
МПа.
Таким образом,
среднее давление увеличилось в
 раз.
раз.
Длина контакта с учетом упругого сплющивания валков:
 мм.
мм.
Теперь мы располагаем всеми данными, которые нужны для расчета полного усилия прокатки:
 МПа.
МПа.
То есть упругое
сплющивание валков повышает усилие
прокатки в
 раза (для первой клети; к пятой клети
это отношение будет все больше и больше).
раза (для первой клети; к пятой клети
это отношение будет все больше и больше).
Таким образом, полное усилие прокатки с учетом упругого сплющивания валков будет на 13,4 % больше в результате влияния двух факторов:
увеличения среднего давления на 3,1 % ввиду увеличения параметра
 на 10 %;
на 10 %;увеличения длины контакта на 10 %.
Отсюда следует, что, несмотря на небольшое увеличение среднего давления металла на валки (3,1 %), полное усилие прокатки при упругом сплющивании их увеличивается значительно (13,4 %), поэтому учет влияния упругого сплющивания валков при определении усилия прокатки считаем обязательным и проводим перерасчет усилия для каждой из пяти клетей.
Теперь, зная, что выбранный режим обжатий не нагружает оборудование сверх указанных границ, мы можем приступить к непосредственному расчету оборудования.