

проекции вала на плоскость, параллельную его оси, должна пересекать линию границы фаски. Образующие поверхностей впадин на продольных разрезах вала и отверстия показывают сплошными основными линиями.
Окружности впадин на проекции вала и отверстия на плоскость, перпендикулярную его оси, а также в поперечных разрезах и сечениях показывают сплошными тонкими линиями. Делительные окружности и образующие делительных поверхностей на изображениях деталей шлицевых соединений с эвольвентным профилем зубьев показывают штрихпунктирной тонкой линией (рис. 107). На изображениях зубчатых валов, полученных проецированием на плоскость, параллельную оси, указывают длину зубьев полного профиля l до сбега (рис. 112). Границу зубчатой поверхности вала, а также границу между зубьями полного профиля и сбегом показывают сплошной тонкой линией. Если секущая плоскость проходит через ось зубчатого вала или отверстия, то на разрезах и сечениях валов зубья условно совмещают с плоскостью чертежа и показывают нерассеченными (рис. 112, 113), а на разрезах и сечениях отверстий впадин условно совмещают с плоскостью чертежа, как показано на рис. 114.
4.8. Канавки для выхода шлифовального круга
Если поверхность вала или другой детали шлифуется, то предварительно необходимо выполнить специальную канавку для выхода шлифовального круга. Этот технологический элемент предусмотрен потому, что кромки шлифовального круга всегда немного закруглены и не являются рабочими.
Форму и размеры канавок при шлифовании по цилиндру (наружное шлифование по валу и внутреннее по отверстию) или торцу устанавливает ГОСТ 8820–69.
При шлифовании по цилиндру (наружному (рис. 115, 116)
ивнутреннему (рис. 117)) размеры канавок выбирают в зависимости от диаметра вала (табл. 27). На чертежах канавки изображают выносными элементами, как показано рис. 116 (для наружного шлифования
ирис. 117, б – для внутреннего шлифования).
Канавки для наружного шлифования по цилиндру, согласно требованиям ГОСТ 8820–69, делают в двух исполнениях: первом (рис. 116, а) и втором (рис. 116, б). Размеры канавок выбирают из табл. 27 в зависимости от диаметра вала.
111
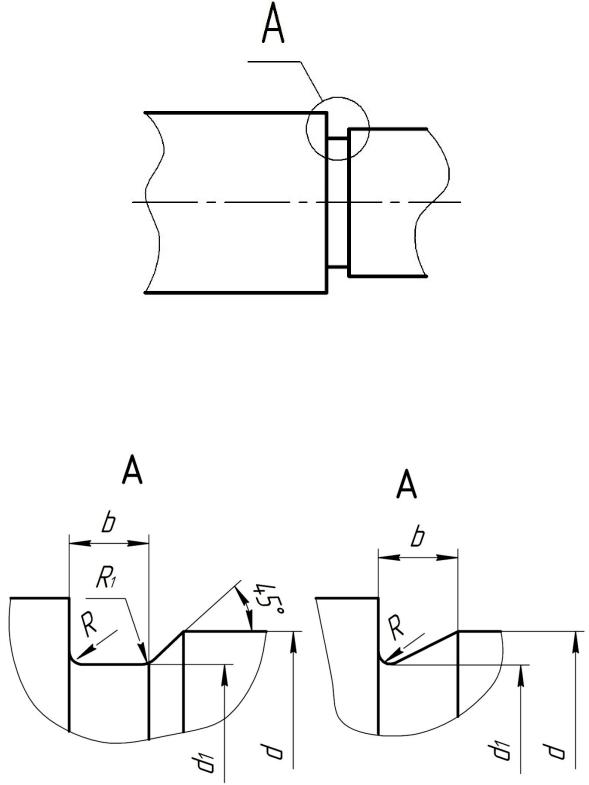
Рис. 115.Условное изображение на чертеже канавки для выхода шлифовального круга при наружном шлифовании по цилиндру (валу)
а |
б |
Рис. 116. Выносные элементы с размерами канавки для выхода шлифовального круга: исполнение 1 (а), исполнение 2 (б) при наружном шлифовании по цилиндру (валу)
112
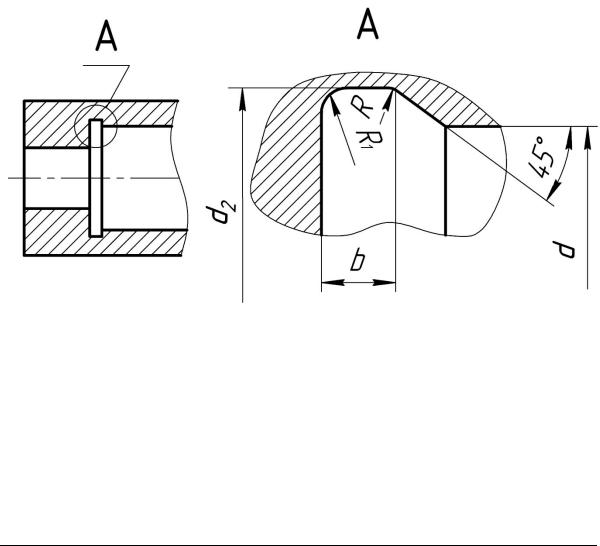
Размеры канавок для внутреннего шлифования по цилиндру (рис. 117) выбирают из табл. 27 в зависимости от диаметра вала.
|
а |
|
|
б |
|
|
|
Рис. 117. Условное изображение (а) и выносной элемент с размерами (б) |
|||||||
канавки для выхода шлифовального круга при внутреннем шлифовании |
|||||||
|
|
по цилиндру (втулке) |
|
|
|
||
|
|
|
|
|
|
Таблица 27 |
|
Канавки для выхода шлифовального круга при шлифовании |
|||||||
|
|
по цилиндру по ГОСТ 8820–69, мм |
|
|
|
||
|
|
|
|
|
|
|
|
Диаметр вала, d |
|
Ширина |
Наружное |
Внутреннее |
|
R |
|
|
канавки, |
шлифова- |
шлифова- |
R |
|
||
|
|
b |
ние, d |
ние, d |
|
||
До 10 |
|
1,0 |
d – 0, 3 |
d + 0, 3 |
0, 3 |
0, 2 |
|
|
|
1,6 |
|
|
0, 5 |
0, 3 |
|
|
|
2,0 |
d – 0, 5 |
d + 0, 5 |
0, 5 |
0, 3 |
|
Св. 10 до 50 |
|
3,0 |
|
|
1, 0 |
0, 5 |
|
|
|
|
|
|
|
|
|
Св. 50 до 100 |
|
5,0 |
d – 1 |
d + 1 |
1, 6 |
0, 5 |
|
|
|
|
|
|
|
|
|
Св. 100 |
|
8,0 |
|
|
2, 0 |
1,0 |
|
|
|
10,0 |
|
|
3, 0 |
1,0 |
|
Примечания:
1.При шлифовке на одной детали нескольких различных диаметров рекомендуется применять канавки одного размера.
2.При ширине канавки b ≤ 2 мм допускается применять закругления с обеих сторон радиусом, равным R.
113
4.9. Штифтовые соединения
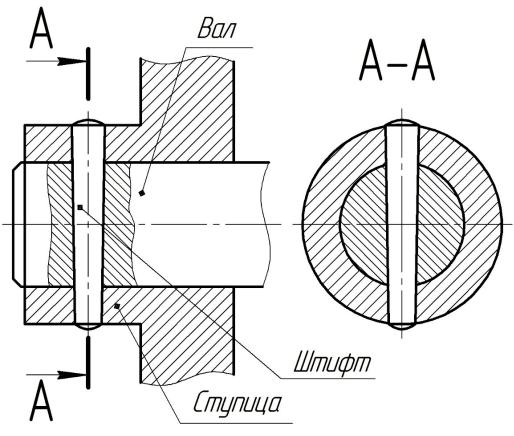
Штифт – это стержень, применяемый для неподвижного соединения деталей, часто в строго определённом положении, посредством запрессовывания в сквозное отверстие, выполненное в двух (или более) соединяемых деталях, как показано на рис. 118. Штифтовое соединение используется при передаче относительно небольших нагрузок. Штифты обеспечивают неоднократную сборку и разборку деталей.
4.9.1. Классификация. Изображение на чертеже
Штифты бывают цилиндрические (по ГОСТ 3128–70) и конические (по ГОСТ 3129–70), также размеры штифтов должны соответствовать всем требованиям ГОСТ 26862–86 «Штифты. Общие технические условия».
Рис. 118. Пример штифтового соединения
Конический штифт, в отличие от цилиндрического, может использоваться многократно без уменьшения точности расположения деталей.
114
Расчёты на прочность и практика показали, что в большинстве случаев выбор значения диаметра штифта принимается в пределах 0,2...0,25 диаметра вала в месте соединения и уточняется по стандартному ряду диаметров штифтов (табл. 28). Толщина стенки ступицы может быть принята равной значению диаметра штифта d. Ди аметр ступицы получается суммированием значений диаметра отверстия в ней и толщины двух её стенок.
Длина штифта l может быть принята равной значению диаметра ступицы или несколько большей, но обязательно согласовываться со стандартным рядом значений длин штифтов: по ГОСТ 3128–70 – для цилиндрических штифтов; по ГОСТ 3129–70 – для конических штифтов (табл. 28).
Условные обозначения штифтов определяются стандартами и включают в себя наименование, исполнение, размеры, номер стандарта.
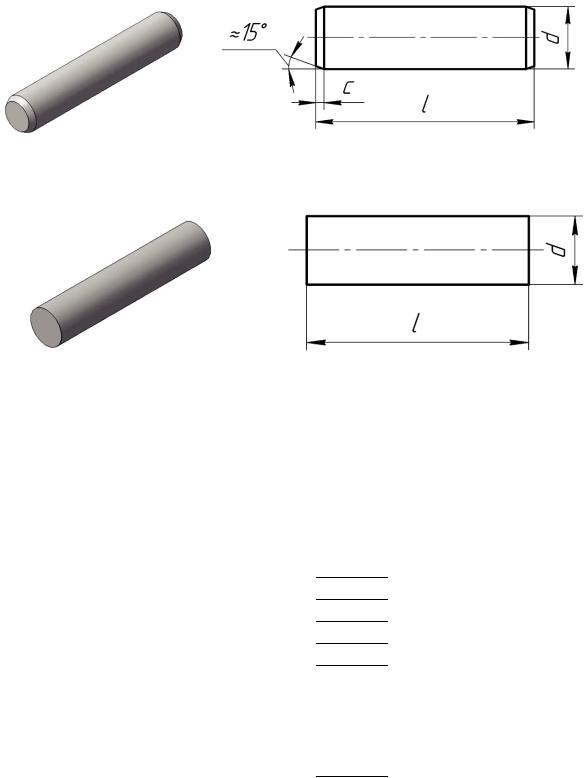
4.9.2. Штифты ц илиндрические
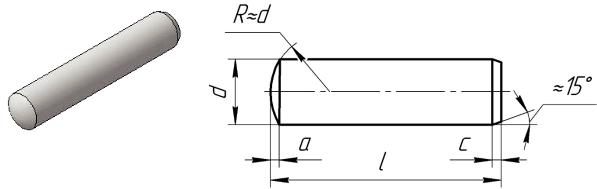
По форме торцов цилиндрические штифты быва ют трех исполнений : первого (для класса точности А) – один торец закруглен, другой имеет фаску рис. 11 9); второго (для класса точности В) – оба торца им ют фаски (рис. 1 20); третьего (для класса точности С) – оба торца без фасок и закруглений (рис. 121). Размеры штифтов (рис. 119, б; 120, б; 121, б) должны соответствовать всем требованиям ГОСТ 3128–7 0 и значениям, приведенным в табл. 28.
а б
Рис. 119. Изображение (а) и размеры (б) штифта цилиндрического, исполнение 1
Пример условного обозначения цилиндрического штифта исполнения 1, д иаметро d = 8 мм, длиной l = 70 мм, без покрытия:
Штифт 8 х 70 ГОСТ 3128-7 0.
115
Пример условного обозначения цилиндрического штифта исполнения 2, диаметром d = 8 мм, длиной l = 70 мм, с химическим окисным покрытием, п ропитанным маслом:
Ø òèôò 2.8 õ 70. Õèì.Îêñ.ïðì.ÃÎÑÒ3128-70.
а |
б |
Рис. 1 20. Изображение (а) и размеры (б) штифта цилиндрического, исполнение 2
а б
Рис. 1 21. Изображение (а) и размеры (б) штифта цилиндрического, исполнение 3
|
|
|
|
|
|
|
|
Таблица 28 |
|
|
Штифт ы цилиндрические по ГОСТ 3128–70 |
||||||||
|
и конические по ГОСТ 3129–70, мм |
|
|
||||||
|
|
|
|
|
|
|
|
||
d |
c |
а |
|
Длина штифта l, мм |
|||||
|
|
|
|
|
|
||||
цилин |
дрического |
|
конического |
||||||
|
|
|
по ГОСТ 3128–70 |
|
по ГОСТ 3129–70 |
|
|||
0,6 |
0,12 |
0,08 |
2 |
|
,5–8,0 |
|
|
4,0–12,0 |
|
0,8 |
0,16 |
0,10 |
2, |
5–14,0 |
|
|
4,0–14,0 |
|
|
1,0 |
0,2 |
0,12 |
2, |
5–18,0 |
|
|
5,0–16,0 |
|
|
1,2 |
0,25 |
0,16 |
2, |
5–25,0 |
|
|
6,0–20,0 |
|
|
1,5(1,6) |
0,3 |
0,2 |
3, |
0–30,0 |
|
|
6,0–25,0 |
|
|
2,0 |
0,35 |
0,25 |
4, |
0–40,0 |
|
|
8,0–36,0 |
|
|
2,5 |
0,4 |
0,3 |
5, |
0–50,0 |
|
|
10,0–45,0 |
|
|
3,0 |
0,5 |
0,4 |
6, |
0–60,0 |
|
|
12,0–55,0 |
|
|
4,0 |
0,63 |
0,5 |
8, |
0–80,0 |
|
|
14,0–70,0 |
|
|
5,0 |
0,8 |
0,63 |
10, |
0–100,0 |
|
|
16,0– 90,0 |
|
|
|
|
|
|
|
|
|
|
|
|
116
|
|
|
|
Окончание табл. 28 |
|
|
|
|
|
|
|
d |
c |
а |
Длина штифта l, мм |
||
цилиндрического |
конического |
|
|||
|
|
|
по ГОСТ 3128–70 |
по ГОСТ 3129–70 |
|
6,0 |
1,2 |
0,8 |
12,0–120,0 |
20,0–110,0 |
|
8,0 |
1,6 |
1,0 |
16,0–160,0 |
22,0–140,0 |
|
10,0 |
2,0 |
1,2 |
18,0–160,0 |
26,0–160,0 |
|
12,0 |
2,5 |
1,6 |
22,0–160,0 |
32,0–250,0 |
|
16,0 |
3,0 |
2,0 |
26,0–280,0 |
40,0–280,0 |
|
20,0 |
3,5 |
2,5 |
35,0–280,0 |
45,0–280,0 |
|
25,0 |
4,0 |
3,0 |
50,0–280,0 |
50,0–280,0 |
|
30,0(32,0) |
5,0 |
4,0 |
60,0–280,0 |
55,0–280,0 |
|
40,0 |
6,3 |
5,0 |
80,0–280,0 |
60,0–280,0 |
|
50,0 |
8,0 |
6,3 |
100,0–280,0 |
65,0–280,0 |
|
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения цилиндрического штифта исполнения 3, диаметром d = 8 мм, длиной l = 70 мм, с химическим окисным покрытием, пропитанным маслом:
Штифт 3.8 õ 70.Õèì.Îêñ.ïðì.ÃÎÑÒ3128-70.
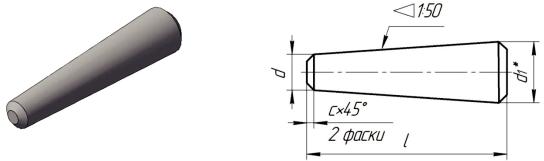
4.9.3. Штифты конические
По форме торцов конические штифты бывают двух исполнений: исполнение 1 (для класса точности А) – оба торца имеют фаски (рис. 122); исполнение 2 (для класса точности В) – оба торца закруглены (рис. 123).
а б
Рис. 122. Изображение (а) и размеры (б) штифта конического, исполнение 1
Размеры штифтов (рис. 122, б; 123, б) должны соответствовать всемтребованиямГОСТ3128–70 изначениям, приведеннымвтабл. 28.
117