

Добавки к глинам
Для придания различных свойств как глинам, так и получаемым из них керамическим изделиям в глину вводят различные добавки.
Отощающие добавки вводят в высокопластичные глины для уменьшения воздушной и огневой усадок. В качестве отощающих добавок применяют вещества неорганического происхождения: кварцевый песок, шамот (обожженная и измельченная глина), бой изделий, шлак, золу. Эти добавки не только уменьшают усадку, но и улучшают формовочные свойства массы, облегчают технологический процесс, улучшают термостойкость и теплопроводность изделий.
Выгорающие добавки вводят в глинистую массу для получения изделий с меньшей средней плотностью и повышенной пористостью. Наиболее широко для этих целей применяют органические добавки – древесные опилки, угольную мелочь и угольный порошок, торфяную пыль и т.д.
Применяют также вещества, выделяющие при высокой температуре обжига углекислоту, что ведет к образованию пор – мел, доломит, глинистый мергель т.д.
Плавни добавляют в глину в тех случаях, когда необходимо понизить температуру ее спекания. Это полевые шпаты, железная руда, доломит, магнезит и т.д.
Специальные добавки вводят в глиняную массу для получения специфических свойств керамического черепка.
Для получения кислостойких изделий и облицовочных плиток к глинам добавляют песчаные смеси, затворенные жидким стеклом или щелочами. Для получения некоторых видов цветной керамики в сырьевую массу добавляют окислы металлов (кобальта, хрома и т.д.)
В качестве добавок, повышающих пластичность формовочной массы, применяют поверхностно-активные вещества (сульфитно-дрожжевую барду).
Для придания стойкости к внешним воздействиям, водонепроницаемости и определенного вида поверхности керамические материалы покрывают глазурью или ангобом. Глазурь представляет собой стекловидное покрытие толщиной 0,1-0,2 мм, ее наносят на поверхность керамического изделия и закрепляют на нем обжигом при высокой температуре. Получается остеклованная поверхность. В отличие от глазури ангоб не дает расплава при обжиге, т.е. не образует стекловидного слоя. По свойствам ангоб должен быть близким к основному черепку. Ангобом называют нанесенное на изделие покрытие из тонкого слоя беложгущейся или цветной глины. Ангоб обжигают до полного спекания с изделиями.
Общая технология производства керамических изделий
Керамические изделия вследствие их разнообразия изготовляют разными технологическими приемами, но основные этапы их производства примерно одинаковы и состоят из добычи глины, подготовки массы для формования, формования изделий (сырца), сушки, их обжига и охлаждения.
В большинстве случаев глину добывают открытым способом - экскаваторами, скреперами и другими машинами. Доставляют на завод рельсовым, автомобильным транспортом, ленточными транспортерами или подвесными дорогами. Карьерная глина обычно непригодна для получения изделий, поэтому технология получения керамических изделий начинается с приготовления так называемой керамической или рабочей массы.
Цель этой стадии производства – разрушить природную структуру глиняного сырья, удалить из него вредные примеси, крупные куски измельчить, а затем обеспечить равномерное смешивание всех компонентов с водой до получения однородной и удобоформуемой керамической массы. В зависимости от вида изготавливаемой продукции и свойств исходного сырья керамическую массу получают пластическим, полусухим и шликерным (мокрым) способами. В связи с этим выбирают и способ формования изделий – пластическое формование, полусухое или сухое прессование, литье.
При пластическом способе подготовки массы и формования исходные материалы обрабатывают до получения однородной массы. Для этого сырье сначала подвергают двухстадийному измельчению в вальцах (3), а затем в бегунах (4), откуда сырье поступает в глиносмеситель (6), где увлажняется до 15-25% и более и перемешивается до получения однородной пластичной массы, которая подается в ленточный пресс (8). Глиняный брус требуемого сечения, выходящий через мунштук пресса, разрезается резательным аппаратом на изделия (7), а затем они направляются на сушку и обжиг (рис. 7).
Этот способ наиболее распространен при выпуске массовых изделий (кирпич обыкновенный и пустотелый, камни, черепица и т.д.).
При полусухом способе подготовки сырьевые минералы подсушивают, дробят, размалывают в порошок, а затем перемешивают и увлажняют водой. Керамическая масса представляет собой пресс-порошок с небольшой влажностью (8-12% при полусухом и 2-8% при сухом способе формования), поэтому изделия из таких масс формуют под большим давлением на специальных автоматических прессах. Изделия после прессования можно сушить быстрее или совмещать сушку с обжигом, что ведет к ускорению производства, сокращению расхода топлива и удешевлению продукции (рис. 8).
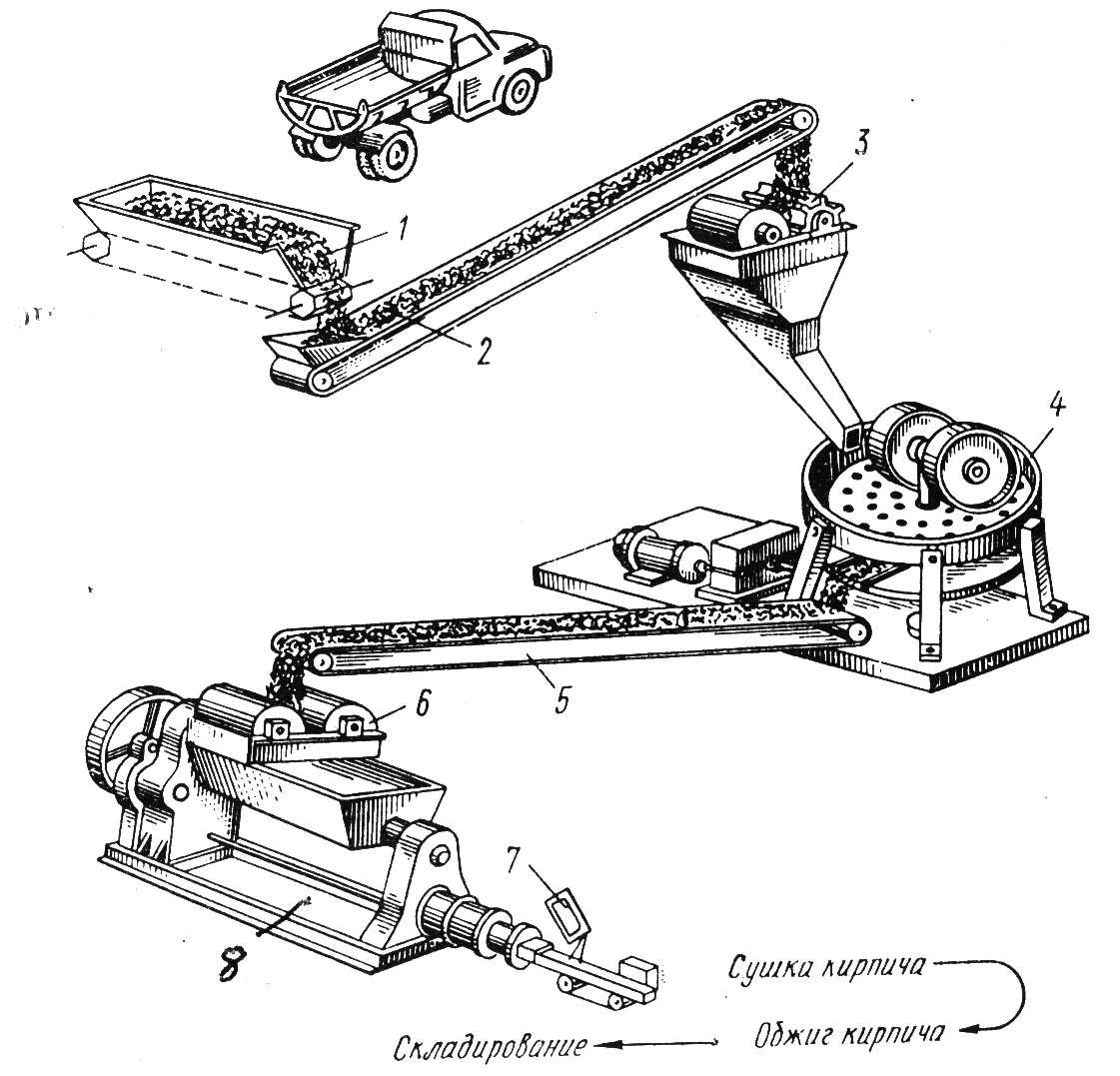
Рис. 7. Технологическая схема производства керамического кирпича пластическим способом прессования:
1 – ящичный подаватель; 2 – транспортер; 3 – дробление глины на дезинтеграторных вальцах; 4 – помол глины на бегунах; 5 – транспортер; 6 – глиносмеситель; 7 – резка кирпича-сырца на автомате; 8 – ленточный пресс
В отличие от пластического способа прессования можно использовать малопластичные глины, что расширяет сырьевую базу производства. Полусухим способом прессования можно изготовлять кирпич сплошной и пустотелый, облицовочные плитки, а сухим способом – плитки для полов, дорожный кирпич, изделия из фаянса и фарфора.
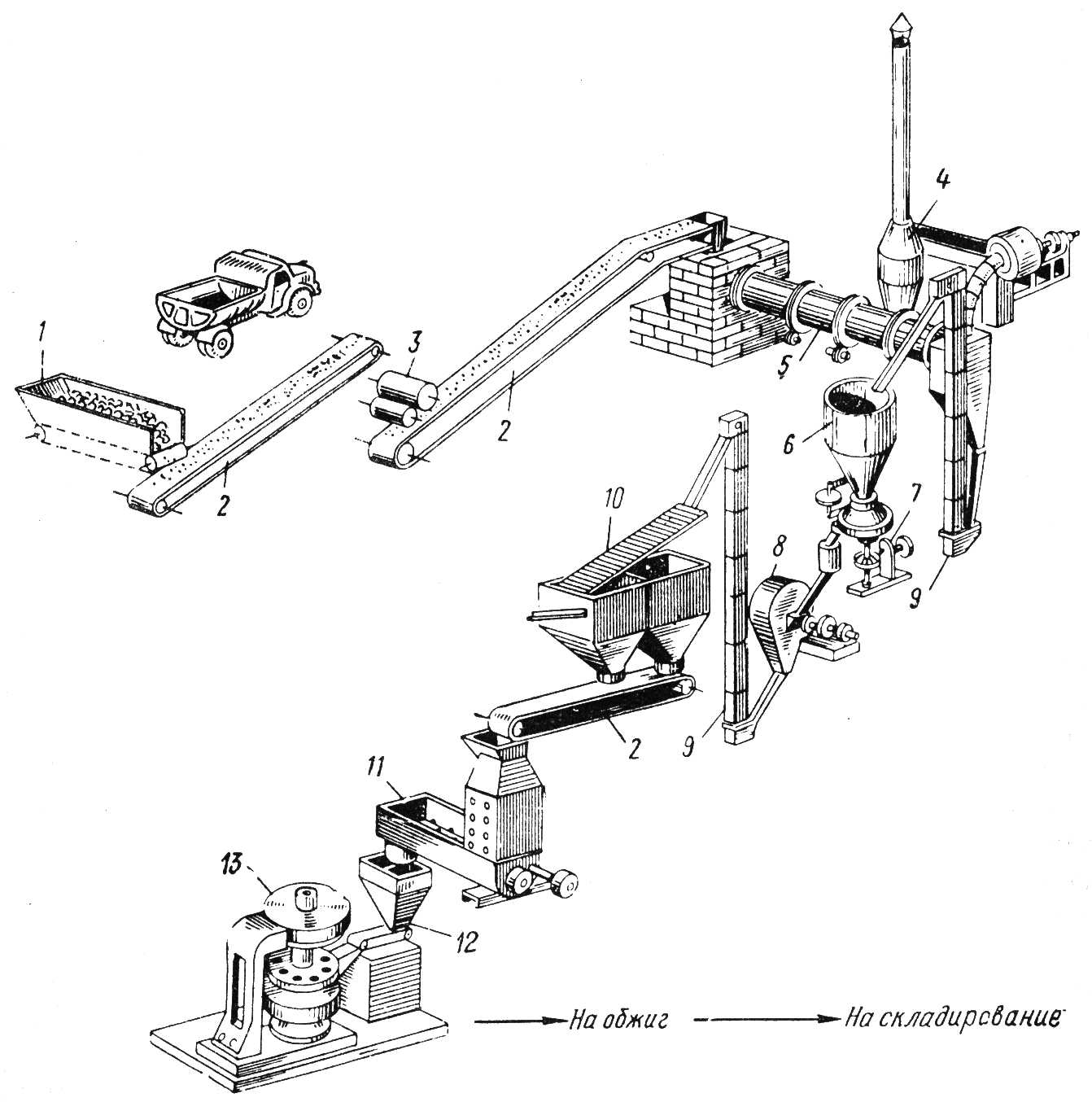
Рис. 8. Технологическая схема производства кирпича методом полусухого прессования:
1 – ящичный подаватель; 2 – ленточный транспортер; 3 – дезинтеграторные вальцы; 4 – циклон; 5 – сушильный барабан; 6 – бункер; 7 – тарельчатый питатель; 8 – дезинтегратор; 9 – элеваторы; 10 – грохот; 11 – глиносмеситель с пароувлажнителем; 12 – питатель; 13 – пресс
При изготовлении изделий шликерным способом исходные материалы измельчают и тщательно смешивают с большим количеством воды (до 40-50%) до получения однородной текущей массы. Этот способ применяют для изготовления фаянсовых, фарфоровых изделий, облицовочных плиток.
Сушка изделий – весьма ответственный этап технологии, так как трещины возникают на этом этапе, а при обжиге они лишь окончательно проявляются. Обычно достаточным является высушивание сырца до остаточной влажности 8-10%. Прежде сырец сушили в естественных условиях (сушильные сараи). Этот способ не требует затрат энергии, но занимает много времени (до 10-20 сут.). В настоящее время применяют искусственную сушку в специальных сушилках периодического или непрерывного действия, используя дымовые газы обжигательных печей. Срок сушки сокращается иногда до 2-3 ч. (рис. 9).
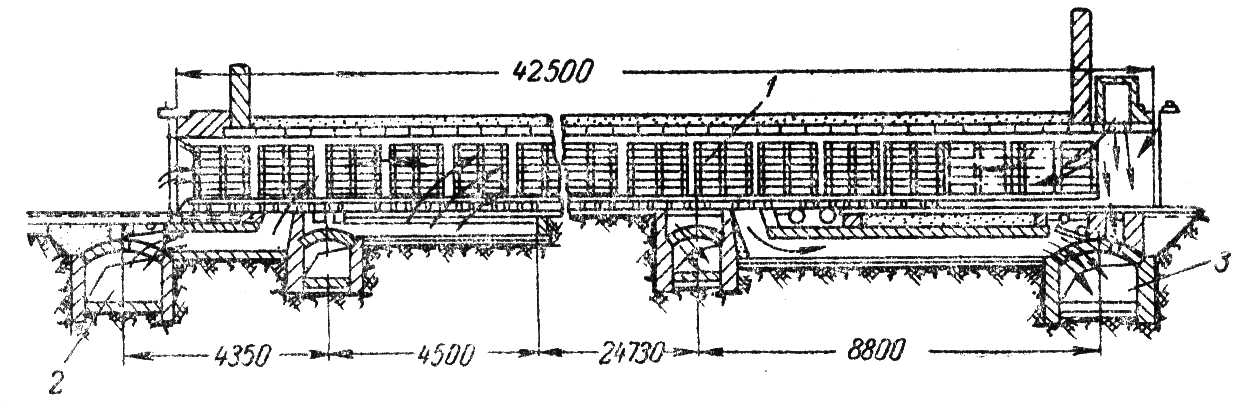
Рис. 9. Туннельная сушилка:
1 – сушильная туннель; 2 – каналы, подающие нагретый воздух; 3 – каналы, отводящие отработанный теплоноситель
Важной стадией является обжиг керамических изделий. При обжиге сырца образуется искусственный каменный материал, который в отличие от глины не размывается водой и обладает высокой прочностью.
При
нагреве сырых керамических изделий до
температуры 110 °С удаляется свободная
вода, а при нагреве до 500-700 °С удаляется
химически связанная вода и выгорают
органические примеси. Затем происходит
разложение глинистых минералов вплоть
до распада кристаллической решетки и
образования аморфной смеси глинозема
и кремнезема. При дальнейшем нагреве
до температуры 1000 °С возможно образование
новых кристаллических силикатов типа
![]() Одновременно с этим легкоплавкие
соединения керамической массы и
минералы-плавни создают некоторое
количество расплава. Расплав, обволакивая
нерасплавившиеся частицы, заполняет
поры между ними и, обладая силой
поверхностного натяжения, стягивает
их, вызывая их уплотнение. В результате
после остывания образуется прочный
монолитный черепок. Этот процесс называют
спеканием. Обжиг изделий из легкоплавких
глин ведут при температуре 900-1000 °С, а
тугоплавких – при 1150-1400 °С. Для обжига
керамических материалов используют
специальные печи – кольцевые, туннельные,
щелевые и т.д. (рис. 10).
Одновременно с этим легкоплавкие
соединения керамической массы и
минералы-плавни создают некоторое
количество расплава. Расплав, обволакивая
нерасплавившиеся частицы, заполняет
поры между ними и, обладая силой
поверхностного натяжения, стягивает
их, вызывая их уплотнение. В результате
после остывания образуется прочный
монолитный черепок. Этот процесс называют
спеканием. Обжиг изделий из легкоплавких
глин ведут при температуре 900-1000 °С, а
тугоплавких – при 1150-1400 °С. Для обжига
керамических материалов используют
специальные печи – кольцевые, туннельные,
щелевые и т.д. (рис. 10).
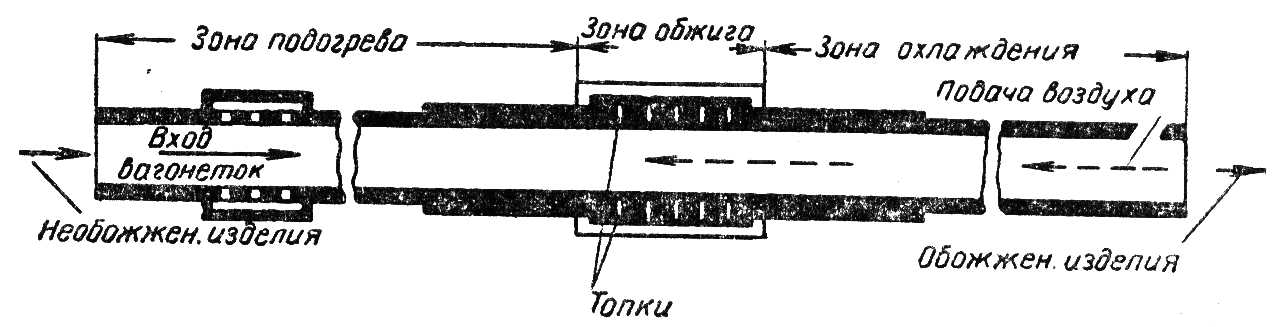
Рис. 10. Туннельная печь для обжига кирпича (продольный разрез)
После обжига изделия необходимо охладить, не допуская резкой смены температур, чтобы предотвратить образование трещин. В начальной стадии температуру снижают медленно и лишь после достижения 650 °С процесс охлаждения можно ускорить.