

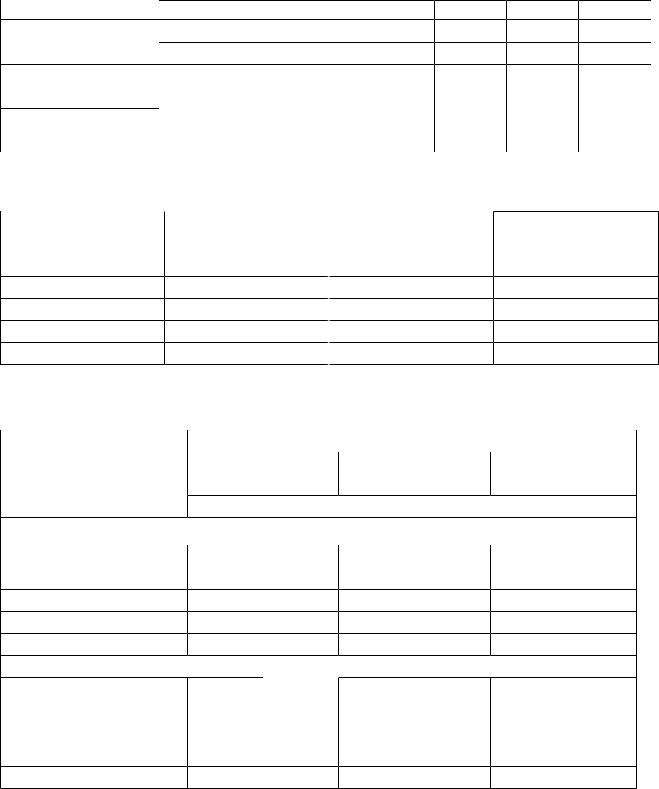
Продолжение табл. 4.2
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Баббит |
Черновая |
0,3 |
0,4 |
0,5 |
0,5 |
0,6 |
|
Чистовая |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
Бронза и чугун |
Черновая |
0,2 |
0,3 |
0,3 |
0,3 |
0,4 |
|
Чистовая |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
Сталь |
Черновая |
0,2 |
0,2 |
0,2 |
0,3 |
0,3 |
|
Чистовая |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
Таблица4.3 - Припуск на черновую обработку торцов (в мм) |
|
|
||||
Диаметр |
|
|
Диаметр |
|
|
|
обрабатываемой |
Припуск |
|
обрабатываемой |
Припуск |
||
детали |
|
|
детали |
|
|
|
До 20 |
1,0 |
Св. 75 до 125 |
|
|
2,0 |
|
Св. 20 75 30 |
1,5 |
Св. 125 до 150 |
|
|
2,0 |
|
Св. 30 до 45 |
1,5 |
до 150 |
|
|
2,5 |
|
Св. 45 до 75 |
1,5 |
|
|
|
|
|
Таблица 4.4- Припуски на чистовую подрезку и шлифование торцов (в мм)
Диаметр |
|
|
Общая длина обрабатываемой детали |
|
||||
|
|
Св.18 |
Св.50 |
Св.120 |
Св.260 |
Св. |
||
обрабатываемой |
До 18 |
|||||||
До 50 |
До 120 |
До 260 |
До 500 |
500 |
||||
детали d |
|
|
||||||
|
|
|
Припуск, мм |
|
|
|||
|
|
|
|
|
|
|||
|
|
Чистовая подрезка |
|
|
|
|||
До 30 |
0,4 |
|
0,5 |
0,7 |
0,8 |
1,0 |
1,2 |
|
Св. 30 до 50 |
0,5 |
|
0,6 |
0,7 |
0,8 |
1,0 |
1,2 |
|
Св.50 до 120 |
0,6 |
|
0,7 |
0,8 |
1,0 |
1,2 |
1,3 |
|
Св.120 до 260 |
0,7 |
|
0,9 |
1,0 |
1,0 |
1,2 |
1,4 |
|
Св.260 |
0,8 |
|
0,9 |
1,0 |
1,2 |
1,4 |
1,5 |
|
|
|
|
Шлифование |
|
|
|
||
До 30 |
0,2 |
|
0,3 |
0,3 |
0,4 |
0,5 |
0,6 |
|
Св. 30 до 50 |
0,3 |
|
0,3 |
0,4 |
0,4 |
0,5 |
0,6 |
|
Св.50 до 120 |
0,3 |
|
0,3 |
0,4 |
0,5 |
0,6 |
0,6 |
|
Св.120 до 260 |
0,4 |
|
0,4 |
0,5 |
0,5 |
0,6 |
0,7 |
|
Св.260 |
0,4 |
|
0,4 |
0,5 |
0,6 |
0,7 |
0,7 |
|
Примечание: При обработке валов с уступами припуск бать на каждый уступ отдельно, исходя из его диаметра d и общей длина вала l.
29