

3.Технология процесса точечной сварки
Технологию процесса точечной сварки можно разделить на следующие пунткы: подготовка поверхности деталей, сборка и прихватка, режимы, контроль.
3.1 Подготовка поверхности деталей
Для точечной сварки используют детали, изготовленные из листа, профиля, а также детали, изготовленные механической обработкой, холодной и горячей штамповкой. Сварка деталей, изготовленных литьем и ковкой, возможна при удовлетворительном качестве исходного металла (отсутствии трещин, пор, раковин, рыхлот, волосовин и т. п.).
Подготовка деталей к сварке существенно влияет на образование и качество соединений. Основные этапы подготовки деталей: придание деталям необходимой формы в месте сварки; подготовка поверхности деталей.
Состояние поверхности деталей (шероховатость, оксиды, загрязнения) влияет на качество соединений и стойкость электродов. Поверхность деталей перед сваркой очищают от жира, краски и других загрязнений. Поверхность обезжиривают ацетоном, бензином и другими растворителями или обрабатывают в специальных растворах; Детали из коррозионно-стойких сталей, жаропрочных и титановых сплавов, если они не проходили термической обработки, не требуют никакой другой подготовки поверхности кроме обезжиривания.
3.2Сборка и прихватка
Для получения сварного соединения двух или нескольких деталей необходимо выполнить следующие основные операции: предварительную сборку и подгонку, подготовку поверхности, окончательную сборку и сварку. Если детали взаимозаменяемы, то предварительную сборку и подгонку не проводят. Сборка обеспечивает взаимное расположение деталей узла в соответствии с чертежом. Перед сборкой проверяют чистоту поверхности деталей в местах сварки. В процессе сборки необходимо следить за тем, чтобы на сопрягаемые поверхности не попала грязь, металлическая стружка и т. п. Сборку деталей в зависимости от их конфигурации, размеров и требований точности выполняют с помощью как простых, так и достаточно сложных специальных приспособлений.
Эффективным приемом сборки является, так называемая, сборка по технологическим (сборочным) отверстиям, заранее выполненным в каждой из деталей. Соединение по сборочным отверстиям выполняют с использованием заклепок и болтиков, которые обеспечивают строгое выполнение требований чертежа по взаимному расположению деталей в сварном узле. Если требуется герметичность соединений, то отверстия заваривают аргоно-дуговой сваркой.
В процессе окончательной сборки не разрешается грубая подгонка деталей с образованием хлопунов и больших зазоров (табл. !!!!!!!!!).
Таблица !!!!! Допустимые зазоры при сборке (прихватке), мм
Толщина детали,мм |
Точечная сварка |
|
Длина участков, мм |
||
100 |
200 |
|
Менее 1,0 |
0,5 |
1,0 |
1,0 1,2 |
0,4 |
0,8 |
При окончательной сборке с помощью мерительных инструментов и специальных накладных шаблонов карандашом размечают места прихватки и сварки. Для этой цели в случае точечной сварки можно также использовать липкую бумажную ленту, на которой отмечены места постановки сварных точек. Ленту наклеивают на поверхность одной из деталей параллельно нахлестке и после сварки удаляют. Необходимая разметка шага наносится на бумажную ленту типографским путем.
Детали, соединяемые точечной сваркой, чаще всего собирают по сборочным отверстиям. При этом прихватку выполняют в процессе сварки точек, а не как отдельную операцию. При точечной сварке места прихваточных точек совпадают с местами основных сварных точек. Иногда допускают постановку точек прихватки меньших размеров, не совпадающих с основными точками.
Приспособления для прихватки и сварки должны обеспечивать свободный доступ электродов к месту прихватки и сварки, с необходимой точностью взаимное расположение собранных деталей, быстрое и надежное закрепление деталей. При работе с приспособлением рабочий не должен затрачивать значительных усилий. Если приспособление (или его части) находится в рабочем пространстве машины, то его изготовляют из немагнитных металлов.
Прихватку в зависимости от размеров и особенностей конструкции узла выполняют различными способами.
В переносном или передвижном приспособлении на стационарной машине прихватывают узлы небольшого размера с удобными подходами электродов. Прихватку обычно выполняют на точечных машинах, однако ее можно производить и на роликовых машинах при неподвижных роликах путем одиночных включений тока.
Большие и сложные узлы прихватывают в стационарных приспособлениях — стапелях. В деталях небольшой толщины (сталь до 0,8 мм, титан до 1 мм) прихваточные точки выполняют переносным ручным одно- и двухточечным пистолетом. Усилие сжатия создается рабочим. При применении одноточечного пистолета ток подводится кабелем, один из концов которого соединен с пистолетом, а другой — с медными ложементами (шинами), установленными в приспособлении, в местах постановки прихваточных точек. Пистолет может быть также укреплен в специальном устройстве, создающем усилие сжатия и позволяющем подводить электрод пистолета к любому месту прихватки .
При прихватке одноточечным пистолетом сварочный ток не будет постоянным в связи с изменением полного сопротивления Rсв вторичногоконтура из-за изменения Rээ, расстояния между кабелями и внесения в контур магнитных частей приспособлений. Поэтому необходимо принять соответствующие меры для стабилизации Iсв вручную (регулировкой «Нагрев» прерывателя) или с помощью автоматического регулятора тока [1,стр.168].
Эффективно также применение постоянного тока для питания пистолетов и клещей. При использовании постоянного тока величина Iсв не зависит от изменения размеров вторичного контура (расстояния между кабелями) и внесения магнитных масс. Кроме того, по сравнению с питанием переменным током понижается напряжение U2, а следовательно, и мощность сварочного трансформатора. Например, при расстоянии между кабелями 300 мм и их сечении 200 мм3 переход с переменного на постоянный ток позволяет почти вдвое уменьшить U2 и мощность трансформатора.
Применение постоянного тока увеличивает срок службы кабеля, так как снижается его вибрация при протекании тока.
Прихватку больших пространственных узлов в труднодоступных местах выполняют с помощью точечных подвесных машин-клещей. Для этой цели могут быть использованы клещи с консолями различной длины и сечения. Клещи, трансформатор и аппаратуру управления можно устанавливать на тележке и обслуживать несколько приспособлений для сборки и прихватки. Иногда сборку, прихватку и сварку небольших узлов осуществляют в сборочно-сварочном приспособлении, установленном непосредственно на консоли сварочной машины.
Шаг прихватки зависит от подгонки, толщины и общей жесткости соединяемых деталей. Чем больше общая жесткость деталей и меньше зазоры при сборке, тем шаг прихватки может быть больше. Под точечную сварку шаг прихваточных точек обычно составляет 150—300 мм.
Тонколистовые протяженные детали, например, панели, прихватывают от середины к краям, равномерно распределяя образующиеся зазоры.
После прихватки перед сваркой следует проверить качество прихваточных точек, зазоры между деталями и размеры всего узла в целом. При наличии наружных выплесков последние следует зачищать.
3.3 Режимы сварки
Режим сварки данного соединения определяется совокупностью параметров, из которых основными являются: величина Iсв и длительность
tCB сварочного тока, усилие, электродов FCB и форма (размеры) рабочей поверхности электродов Rэл, d эл .Также режим сварки определяет внешний вид, размеры литой зоны, прочность соединения и его коррозионную стойкость. Важной характеристикой режима контактной сварки является его жесткость. Большинство металлов можно сваривать на жестких и мягких режимах, обеспечивая стабильное качество соединений.
Наряду с преимуществами (экономичность, производительность, небольшие вмятины от электродов и их высокая стойкость) жесткие режимы требуют повышенных FCB из-за опасности выплесков металла и более стабильных импульсов ICB. Это ограничивает применение жестких режимов при сварке деталей на фигурных электродах, имеющих малые сечения (жесткость). Для ряда металлов при переходе к жестким режимам не требуется значительно увеличивать FСB. Металлы с высоким сопротивлением пластической деформации (коррозионно-стойкие стали, сплавы на Ni и Fe — Ni основах) при сварке на жестких режимах требуют значительного повышения FCB. При сварке на мягком режиме 1 (рис. !!!!) температура Тп1 металла пластического пояска, его диаметр d1 и размеры вмятины от электродов больше, а высота литого ядра меньше, чем при использовании жесткого режима 2 (при d = const).

Рис. !!!!!. Форма ядра точки и температура Т при сварке на режимах: 1 — мягком; 2— жестком
В связи с тем, что расчетные методы определения режимов точечной сварки разработаны недостаточно полно, режим сварки новых сочетаний толщин и марок металлов обычно устанавливают экспериментально. Для этого используют общие требования к режимам сварки металлов определенной группы и опытные данные по сварке металлов, близких по своим теплофизическим свойствам свариваемому металлу.
В настоящее время для всех групп металлов разработаны режимы сварки, гарантирующие получение соединений стабильного качества.
Опытом установлено, что при точечной, роликовой и шовной сварки зависимость основных параметров режима (Iсв, tсв, Fсв) носит практически линейный характер. Это существенно упрощает определение режимов сварки. Например, зная режимы сварки металла минимальной и максимальной толщины, можно, построив зависимость основных параметров от толщины, определить ориентировочные параметры режимов промежуточных толщин металлов.
Режим сварки определяют и корректируют на образцах технологической пробы, идентичных свариваемым деталям. В отдельных случаях образцы технологической пробы могут быть неидентичны деталям по состоянию металла: вместо поковки или литья — прокат; вместо термически обработанного металла — металл в состоянии поставки. При этом диаметр ядра точек на деталях несколько больше, чем на образцах технологической пробы (на одном и том же режиме сварки).
Сопоставляя марку и толщину металла и рекомендованные параметры режима сварки с технологическими характеристиками оборудования, выбирают тип сварочной машины.
Выбор
оптимального режима сварки является
достаточно сложной операцией, от которой
в основном зависит качество и стабильность
получаемых сварных соединений. Ее
выполнение следует поручать наладчикам
и сварщикам высокой квалификации. Можно
рекомендовать
![]() следующий
порядок выбора режима сварки. На машине
и аппаратуре управления устанавливают
значения Rэл
(dэл),
tсв,
Fсв
(по таблицам режимов и практическому
опыту). После
этого постепенно увеличивают Iсв
до получения литого ядра необходимых
размеров. С целью получения режима,
устойчивого к внутренним выплескам,
Iсв
увеличивают до получения диаметра
ядра dм
=
l,15dH
(где- dм
—
диаметр ядра, при котором начинаются
выплески; dH
—
номинальный диаметр ядра, обычно средний
в пределах). Если, увеличивая Iсв,
не
удается получить требуемый dм
, то повышают Fсв
или увеличивают
tCB
. После
получения dм
=
l,15dH
, понижают
Iсв
до значения, при котором обеспечивается
dH.
Следует
отметить, что при сварке на машинах
постоянного тока и низкочастотных
получают dм
больше, чем
при сварке на машинах переменного тока
(при одинаковых
Rэл
,dэл,
tсв,
Fсв).
следующий
порядок выбора режима сварки. На машине
и аппаратуре управления устанавливают
значения Rэл
(dэл),
tсв,
Fсв
(по таблицам режимов и практическому
опыту). После
этого постепенно увеличивают Iсв
до получения литого ядра необходимых
размеров. С целью получения режима,
устойчивого к внутренним выплескам,
Iсв
увеличивают до получения диаметра
ядра dм
=
l,15dH
(где- dм
—
диаметр ядра, при котором начинаются
выплески; dH
—
номинальный диаметр ядра, обычно средний
в пределах). Если, увеличивая Iсв,
не
удается получить требуемый dм
, то повышают Fсв
или увеличивают
tCB
. После
получения dм
=
l,15dH
, понижают
Iсв
до значения, при котором обеспечивается
dH.
Следует
отметить, что при сварке на машинах
постоянного тока и низкочастотных
получают dм
больше, чем
при сварке на машинах переменного тока
(при одинаковых
Rэл
,dэл,
tсв,
Fсв).
3.4 Контроль в процессе сварки
Контроль соединений в процессе сварки включает в себя внешний осмотр образцов и сварных узлов; разрушение образцов (технологическая проба); исследование макроструктуры металла сварных соединений на образцах; механические испытания образцов; измерение параметров режима; рентгеновское просвечивание образцов и сварных узлов; испытание на герметичность; выборочное разрушение узла (при приемке партии узлов).
Применение способа контроля и его объем определяется степенью ответственности соединений (узлов) и записываются в картах технологического процесса. В производстве для контроля качества соединений широко используют метод периодических испытаний и исследований технологических образцов, выполняемых в тех же условиях, что сварка деталей. Для того чтобы по результатам контроля технологических образцов можно было судить о качестве соединений узла, необходимо обеспечить идентичность металла, формы, размеров сварного шва, подготовки поверхности и режима сварки технологических образцов и деталей узла.
Внешний осмотр соединений проводят невооруженным глазом или через лупу 7—10-кратного увеличения. При осмотре поверхности проверяют расположение сварных точек и швов, форму и размеры вмятин от электродов, наличие наружных дефектов, зазоры между деталями.
Внешним осмотром соединений выявляют дефекты геометрической формы (перекосы, смещения, укорочения), подгар поверхности, пережог металла стыка. После снятия заподлицо грата и утолщения шва, полирования и травления могут быть выявлены трещины, оксидные включения и местный непровар.
Размеры отпечатков от электродов не могут служить объективным показателем качества сварного соединения. Однако изменение размеров отпечатков при неизменной настройке машины свидетельствует о нарушении процесса сварки (изменений рабочей поверхности электродов, параметров режима и т. п.) и о возможном изменении качества соединения. В этом случае сварку узла прекращают, сваривают технологический образец и подвергают его контролю.
Отпечатки сварных точек должны иметь круглую форму (допускается некоторая овальность). Если требуется, глубину вмятины от электродов измеряют индикатором часового типа. Нормальная глубина вмятины составляет 10—15 % толщины деталей. На поверхности точек не должно быть выплесков металла.
Качество соединений при подборе режима и в процессе сварки контролируют технологической пробой (разрушением образцов), позволяющей установить примерные размеры литой зоны (если она имеется) и характер разрушения соединения. Технологическую пробу для образцов точечных, рельефных и шовных соединений обычно выполняют в тисках с помощью зубила, молотка или специальных приспособлений (рис. !!!). При этом разрушение соединения должно происходить по зоне термического влияния, основному металлу или литому металлу (при скручивании сварных точек).
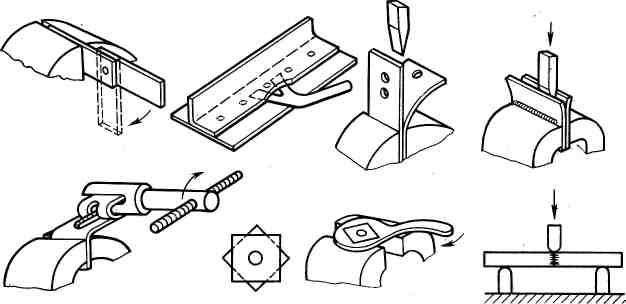
Рис. !!!. Приемы технологической пробы
При несквозном разрушении измеряют глубину впадины или высоту выступающей части металла соединения, и если она составляет не менее 30 % толщины детали, то проплавление считается нормальным. Диаметр вырыва и ширина шва на разрушенных образцах должны быть не менее минимальных, размеров литой зоны [3, табл. 1].
Скручивание сварных точек позволяет по излому определить диаметр литого ядра и наличие выплесков, трещин и раковин. По технологической пробе также можно оценить степень пластичности соединения (по углу поворота образца, хрупкому разрушению).
Металлографические исследования макроструктуры соединений проводят на шлифах для определения размеров литой зоны и выявления внутренних дефектов. Для этой цели сварные образцы разрезают перпендикулярно по центру сварной точки или поперек и вдоль шва [3,рис. 83]. Разрезку образцов из черных металлов выполняют абразивным отрезным кругом, из легких и медных сплавов — ножовкой или дисковыми пилами. При этом следует избегать сильного нагрева и деформации металла.
После шлифования на поверхность шлифа наносят раствор травителя и после выявления литой зоны соединения шлифа промывают водой и сушат. На полученном макрошлифе должна быть видна граница между литым и основным металлом. На продольном шлифе сварного шва должно быть видно перекрытие литых зон.
Диаметр литого ядра точек или ширину литой зоны шва d определяют на макрошлифах по линии соединения .

Рис. !!!!. Определение размеров соединений по макрошлифам
Для большинства металлов прочность соединений практически не зависит от жесткости режима сварки. Исключение составляют закаливающие стали, чувствительные к термическому циклу сварки.
Прочность соединений определяют по результатам механических испытаний образцов на срез (разрыв) и реже на отрыв (точечные соединения). Образцы испытывают на разрывных машинах в лаборатории механических испытаний. Образцы для испытаний точек на срез (5—10 образцов) выполняют одноточечными шириной 15—40 и длиной 75—150 мм (каждая пластина) соответственно для металла толщиной 0,5—4 мм. Образцы для испытаний сварных швов на срез шириной 15—30 мм вырезают из карт с длиной шва 250—300 мм.
При испытаниях на срез сварные точки разрушаются как со срезом литого металла, так и с вырывом ядра (сквозным и несквозным) из основного металла. Со сквозным вырывом преимущественно разрушаются сварные точки на образцах пластичных металлов и металла малой толщины (0,3—0,8 мм). Однако четкого разграничения по характеру разрушения одноточечных образцов нет. Разрушение одноточечного образца по основному металлу свидетельствует о недостаточной ширине образца и не позволяет судить о прочности точки. Образцы швов при испытаниях на срез разрушаются только с разрывом по границе шва или по основному металлу. Срез шва свидетельствует о его малой ширине.
Сварные соединения считаются качественными, если разрушающее усилие образцов не ниже минимально допустимого значения, которое устанавливают на 15—25 % ниже средних показателей прочности [3,рис. 85]. Механические испытания образцов обычно выполняют при отработке режима сварки нового металла, а также периодически в процессе сварки для проверки стабильности работы оборудования.
В связи с тем, что в большинстве случаев контактная сварка выполняется машиной автоматически без вмешательства человека, качество соединений во многом зависит от стабильности установленных параметров режима сварки. В результате производственного опыта по контактной сварке допускаются следующие отклонения параметров режима (%):
Сварочный ток …………………….. +5
Длительность протекания тока …………………….. +5
Пауза между импульсами тока при ШС …………………….. ±5
Усилие сварочное …………………….. ±10
Усилие ковочное …………..………….. ±15