

1. Методы сварки. Технология сварки, используемое оборудование, материалы свариваемых заготовок.
На предприятии используется 3 метода сварки:
1. Ручная дуговая сварка
2. Газовая сварка
3. Контактная точечная сварка
Сваркой называется процесс соединения металлических деталей в одно неразъемное целое посредством нагрева свариваемых мест. Температура нагрева металла в свариваемых местах должна обеспечивать доведение его до пластического (тестообразного) состояния (сварка давлением) или жидкого состояния (сварка плавлением).
Соединение сваркой может происходить при непосредственном соприкосновении соединяемых сваркой кусков металла или при помощи промежуточного металла, называемого присадочным материалом. Современными способами сварки получают прочное соединение элементов металлических конструкций любой формы при толщине металла от 0,1 до 250 мм.
Преимущества сварки:
1 значительная экономия металла (сварные конструкции обычно на 10-15% легче клёпанных и на 30-40% легче литых конструкций ).
Ручная дуговая сварка.
Дуга 2 горит между основным металлом 1 и стержнем электрода 5 (рис. 9), при этом происходит плавление основного металла и материала электрода с образованием металлической ванны 9. Покрытие электрода 4 также плавится, при этом образуется ванна жидкого шлака 6 и защитная газовая рубашка 3, которая предохраняет дугу и расплавленный металл от воздействия атмосферы.
Шлаковая и металлическая ванны образуют сварочную ванну по мере перемещения электрода вдоль заготовки. Сварочная ванна затвердевает, при этом
образуется сварочный шов 8 и шлаковая корка 7. Сварочный электрод представляет собой стержень с покрытием.
Зажигание дуги выполняется в несколько этапов:
Касание электродом поверхности заготовки (короткое замыкание) - для разогрева торца электрода и поверхности заготовки.
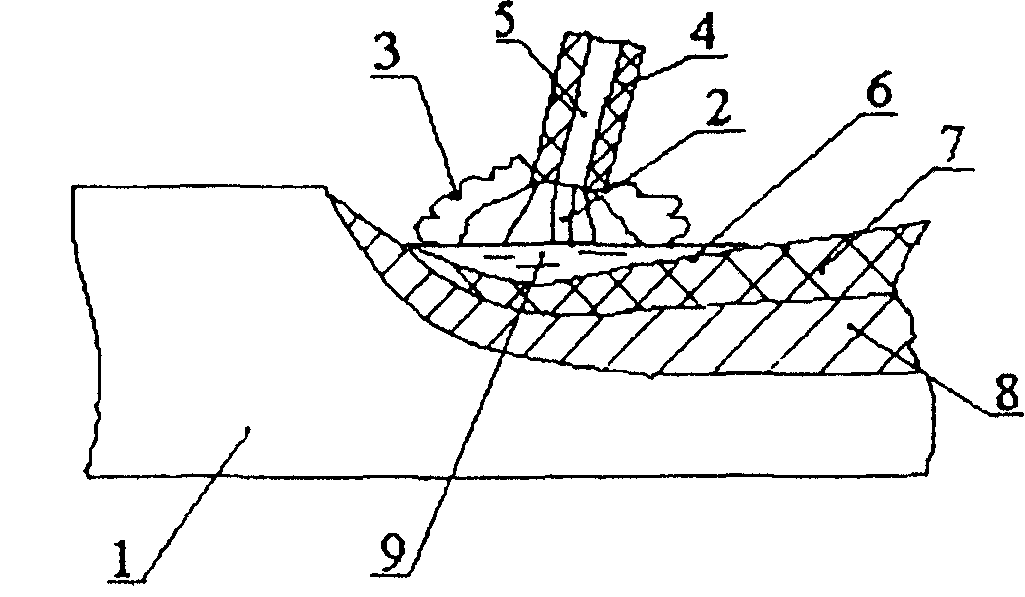
Рис. 9. Ручная дуговая сварка.
2) Отвод электрода на расстояние 4-х мм от поверхности заготовки с разогретого конца электрода начинается термическая эмиссия электронов, которые разгоняются в электрическом поле и соударяясь с молекулами газов и паров металла вызывают ионизацию дугового промежутка, он становится
электропроводным.
3) Возникновение устойчивого стабильного электродного дугового разряда. Температура столба дуги зависит от материала дуги и состава газа дуги и составляет 5-6 тыс. °С. Часть тепла дуги теряется за счет теплоотдачи в окружающую среду.
В качестве оборудования применяют источники переменного и постоянного тока. К первым относят сварочные трансформаторы. Они долговечны, удобны в работе и имеют высокий КПД. Наиболее часто применяют трансформаторы с увеличенным магнитным рассеянием и подвижной вторичной обмоткой. В процессе сварки вокруг обмоток создаются магнитные поля рассеяния, которые создают в обмотках ЭДС направленную противоположно основному напряжению. При увеличении сварочного тока величина этой ЭДС возрастает, что приводит к увеличению индуктивного сопротивления во вторичной обмотке. Таким образом, обеспечивается падающая внешняя характеристика трансформатора. Плавное регулирование сварочного тока производят изменением расстояния между первичной и вторичной обмотками. Минимальное расстояние соответствует максимальному току.
Для устойчивого горения дуги особенно на малых токах применяют источники постоянного тока: сварочные выпрямители, сварочные преобразователи, сварочные агрегаты.
С помощью ручной дуговой сварки на предприятии свариваются стальные трубы различных диаметров, швеллера, консоли, фермы. С помощью сварки соединяются все стальные части столов, стульев, дверей, подставок, ворот и т.д.
Газовая сварка.
Источником тепла является высокотемпературное газовое пламя, которое образуется при сжигании горючего газа в атмосфере технически чистого кислорода.
Газовое пламя 3 получаемое с помощью горелки 2 расплавляет основной
металл 4 и присадочный пруток 1 образуя сварочную ванну при затвердевании которой формируется сварочный шов. При сварке обычно используют кислород из баллонов (баллоны окрашивают в синий цвет с черной надписью "КИСЛОРОД"), они имеет емкость 40 л. Р= 15Мпа-вмещают 6 м3. кислорода. Для снижения давления кислорода применяю газовые редукторы, на которых установлено два манометра, которые показывают давление на входе и на выходе.
В качестве горючих газов используют: водород, природный газ, пары бензина и керосина, но для сварки чаще всего применяют ацетилен, так как он дает максимальную теплоту сгорания и максимальную температуру t=3200°C. Для получения газового пламени наиболее широко используют инжекторные газовые горелки.
Кислород под давлением подается через центральный канал 3 к инжектору 2. В сужающейся части инжектора скорость кислорода резко возрастает, а давление падает. В результате происходит засасывание ацетилена который подается через боковой канал 4. Ацетилен и кислород смешиваются в камере 1 и на выходе из горелки поджигаются, образуя пламя.
На предприятии с помощью газовой сварки сваривают различные крупногабаритные детали, грубы, швеллера, а так же выполняют резку проката для получения необходимой длинны.
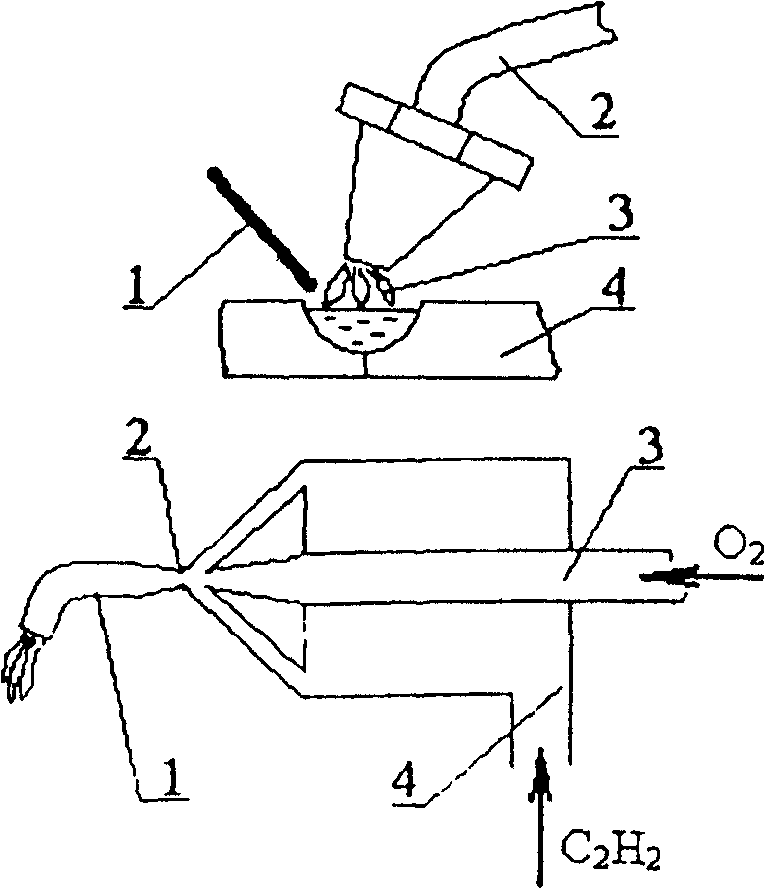
Рис. 10. Газовая сварка.
Контактная точечная сварка.
При контактной сварке нагреваются свариваемые поверхности до размягчения или до оплавления, а затем прикладывается сжимающее усилие, которое вызывает пластическую деформацию и сближение свариваемых поверхностей. Сварочный аппарат (рис. 11) для контактной точечной сварки состоит из трансформатора 3 и сжимающих заготовки 1 с силой Р электродов 2. При прохождении электрического тока в месте контакта происходит разогрев до оплавления, а затем металл затвердевает и образуется литая сварная точка 4.
Цикл сварки включает в себя:
1) Сжатие заголовок с усилием Р.
2) Прохождение электрического тока и разогрев до оплавления.
3) Прекращение подачи тока и увеличение сжимающего усилия до величины Р. Это приводит к увеличению структуры сварочной точки.
4) Снятие усилия.
Этим методом на предприятии свариваются пластины, различные листы.
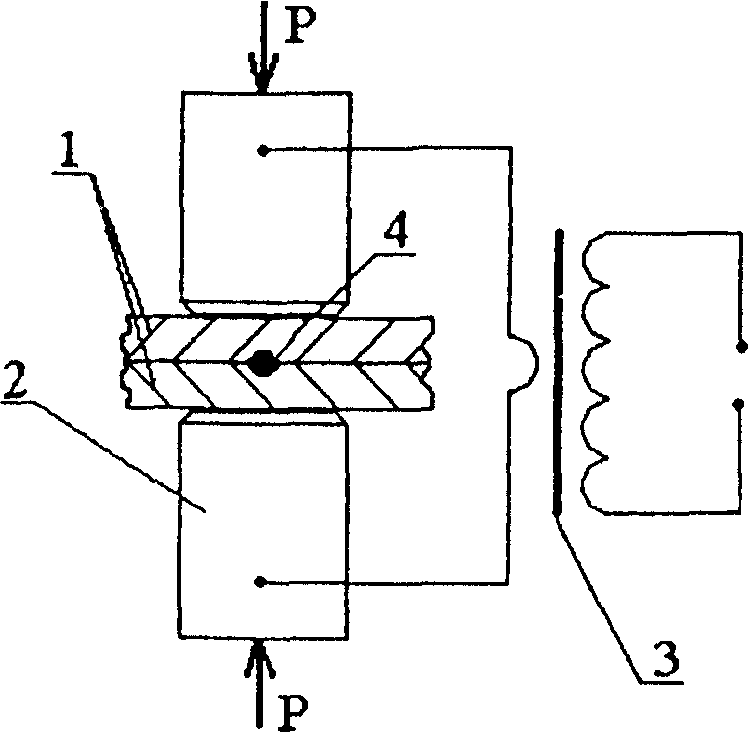
Рис. 11. Контактная точечная сварка.