

ТП в МС / мат_лаб3 литье не оформлять
.doc
Лабораторная работа №3
“Изготовление формы по постоянным разъемным
моделям и получение литой заготовки”
Цель работы: ознакомление с технологическим процессом
изготовления разовых форм и получения отливок в
песчано-глинистых формах с использованием мелких опок
К работе допущен:
Работу выполнил:
Работу защитил:
Теоретическое введение
Методом литья в песчано-глинистые формы получают около 80% всех отливок по массе. Метод пригоден для всех литейных материалов и обеспечивает получение сложных отливок весом до нескольких сотен тонн. Существует несколько методов литья в песчано-глинистые формы, из которых наибольшее применение нашло литье в мелких и средних опоках. В комплект модельно-опочной оснастки входят модели, опоки, подмодельные, подопочные и сушильные плиты, модели элементов литниковых систем, стержневые ящики, приспособления для контроля форм и стержней и т.д.
Для того, чтобы получить отливку в опоках, сначала по чертежу детали выполняют чертеж отливки, а в соответствии с ним изготавливают модель.
Модель служит для образования внешних контуров отливки в форме. Она должна иметь большие размеры, чем отливка или готовая деталь, так как необходимо предусмотреть припуски на механическую обработку, учесть температурную усадку металла. В серийном и массовом производствах применяют в основном металлические модели, а в единичном и мелкосерийном – деревянные (из сосны, ольхи, бука, липы и т.д.). По конструкции модели могут быть цельные, разъемные и с отъемными частями.
Все модели должны иметь гладкую окрашенную поверхность. Согласно ГОСТу, для различных видов литья установлены следующие отличительные цвета окраски моделей: для чугунного – красный, для стального – синий, для цветного – желтый. Модели могут иметь специальные выступы, которые называются стержневыми знаками; их окрашивают в черный цвет. Стержневые знаки предназначены для возможности размещения в литейной форме стержней, которые необходимы для оформления отверстий и пустот в отливке. Для облегчения изъятия частей модели из формы их боковые поверхности выполняют с формовочным уклоном 0,5-3º (рис.1).
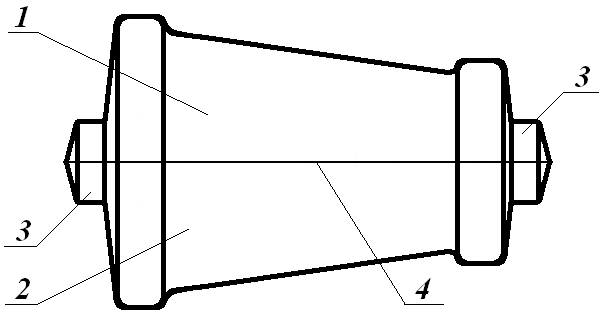
Рис. 1. Разъемная литейная модель: 1 – верхняя половина модели;
2 – нижняя половина модели; 3 – стержневые знаки; 4 – поверхность разъема модели.
Для изготовления песчаных литейных форм используют формовочные смеси, которые применяются трех типов: единые, облицовочные и наполнительные. Единые смеси используются в массовом производстве, облицовочные и наполнительные – в единичном. При этом сначала на поверхность модели наносят облицовочную смесь, а затем наполнительной смесью заполняют оставшуюся часть формы.
Примерный состав формовочной смеси для чугунного литья: 8-10% глины, 0,5-1% каменного угля, остальное – кварцевый песок, влажность смеси 4-6%.
Стержни находятся в более тяжелых условиях, чем стенки формы, т.к. при заливке почти полностью находятся в расплавленном металле. Стержни изготавливают из специальных смесей с применением стержневых ящиков. Примерный состав стержневой смеси: до 90-92% кварцевого песка, 4-6% глины, 2-3% сульфитной барды, влажность смеси 3-4%.
Состав универсальных формовочных и стержневых смесей (для отливок из стали, чугуна, медных и алюминиевых сплавов: более 90% кварцевого песка, 3-5% глины, 5-7% жидкого стекла, влажность смеси 3-4,5%.
К вспомогательным материалам при изготовлении формы относятся различные припылы и краски, устраняющие пригар и позволяющие получать отливки с чистой поверхностью. Припылы рабочей поверхности применяют при заливке форм в сыром состоянии, а краски наносят на сухие стержни и формы. Припылом для форм стальных отливок служит пылевидный кварц, а для форм крупных чугунных толстостенных отливок – серебристый графит. В состав противопригарных красок входят огнеупорные материалы, связующие и специальные добавки, уменьшающие расслоение красок.
Для подвода расплавленного металла в полость литейной формы используют литниковую систему, которая, как правило, состоит из литника (или стояка) с литниковой чашей, шлакоуловителя, питателя и выпоров (см. рис. 7,б и 8). Выпоры необходимы для образования усадочной раковины при охлаждении расплава. Для оформления литниковой системы предусмотрены модели ее элементов.
Литейные формы могут формоваться вручную или с помощью специальных машин. Температуру заливаемого сплава целесообразно назначать на 100-150ºС выше температуры плавления.
Охлаждение отливок происходит в опоках, затвердевшие и охлажденные отливки удаляют из литейной формы и освобождают от стержней. Элементы литниковой системы отделяют от отливки различными способами механической обработки.
Практическая часть
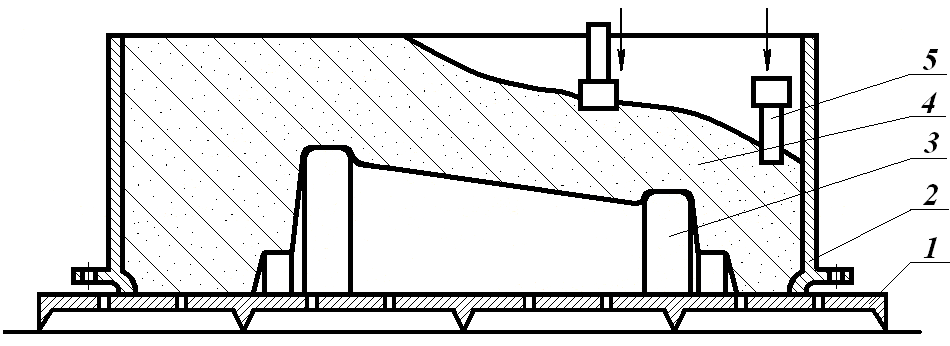
Изготовление нижней полуформы. На подмодельную плиту 1 (рис. 7, а) установить опоку 2 и нижнюю половину модели 3. На поверхность модели нанести разделительное покрытие для предотвращения прилипания к ней формовочной смеси.
Далее опоку заполнить формовочной смесью 4, предварительно разрыхлив ее и просеяв через сито с размером ячеек 3-4 мм, при заполнении смесь уплотнить.
а)

б)
Рис. 7. Схемы формовки нижней (а) и верхней (б) полуформ: 1 – подмодельная плита;
2 – нижняя опока; 3 – нижняя половина модели; 4 – песчано-глинистая формовочная смесь;
5 – трамбовка; 6 – вентиляционные каналы; 7 – верхняя половина модели;
8 – модели элементов литниковой системы; 9 – фиксаторы; 10 ‑ верхняя опока.
Процесс уплотнения провести постепенно слоями по 50-70 мм. После уплотнения предыдущего слоя засыпать слой такой же толщины и вновь утрамбовать трамбовкой. Нижние слои смеси уплотняют клиновым концом трамбовки 5 сначала у стенок опоки, а затем в ее средней части. Верхний слой смеси в опоке уплотнить тупым концом трамбовки. Излишек смеси над верхним уровнем опоки удалить линейкой. Далее по предположительному контуру модели душником наколоть вентиляционные каналы 6 в уплотненной смеси полуформы для обеспечения выхода газов из будущей формы при заливке ее сплавом.
Изготовление верхней полуформы (рис. 7, б). Заформованную опоку повернуть на 180° и установить на подопочную плиту разъемом вверх. Формовочную смесь по разъему загладить гладилкой. На нижнюю половину модели 3 по направляющим штырям установить верхнюю половину 7.
На свободной площади поверхности разъема размещают модели элементов литниковой системы (питателя, шлакоуловителя, стояка, выпора) 8. Затем на нижнюю опоку по фиксаторам 9 установить верхнюю опоку 10. Поверхность разъема перед установкой посыпать тонким слоем сухого кварцевого песка или графита для предотвращения слипания смеси в нижней и верхней опоках.
Верхнюю полуформу сформовать так же, как и нижнюю.
После срезания излишка смеси и накалывания вентиляционных каналов 6 верхнюю полуформу снять с нижней, перевернуть на 180° и установить на подопочную плиту разъемом вверх.
Из обеих полуформ извлечь модели отливки и модели элементов литниковой системы. Обе полуформы при необходимости ремонтируют и наносят противопригарное покрытие (серебристый графит).
Сборка формы (рис. 8). Для этого в нижнюю полуформу установить стержень 2. При этом знаковые части стержня входят в соответствующие знаковые части (гнезда) полуформ. Затем вставить в гнезда верхней опоки 4 фиксаторы 7 и, центрируя их в отверстиях нижней опоки, накрыть нижнюю полуформу верхней. Скрепить полуформы или наложить груз 14 на верхнюю плоскость формы во избежании раскрытия ее по разъему при заливке жидким сплавом.
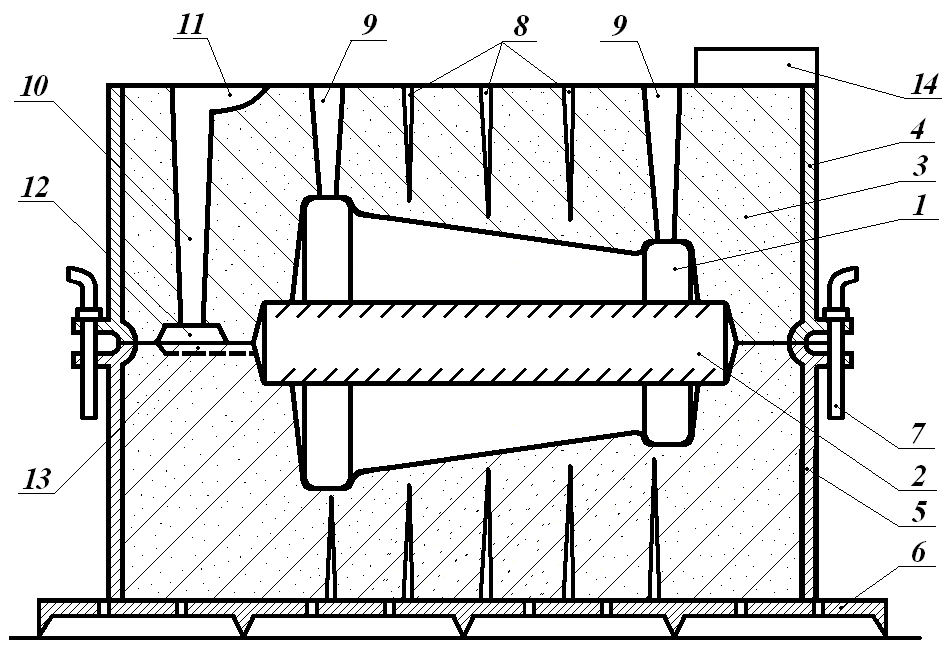
Рис.8. Литейная форма в сборе: 1 – полость литейной формы;
2 – стержень; 3 – песчано-глинистая формовочная смесь; 4 – верхняя опока;
5 – нижняя опока; 6 – подопочная плита; 7 – фиксатор; 8 – вентиляционные каналы;
9 – выпор; 10 – литник (стояк); 11 – литниковая чаша; 12 – шлакоуловитель;
13 – питатель; 14 ‑ груз.
Изготовление отливки. Заполнить форму жидким расплавом. При этом обеспечить непрерывность струи расплава и направлять ее в чашу. Выдержать отливку в форме. Выбить отливку из формы, разрушив ее. Выбить стержни из отливки и очистить ее поверхность.
Заключение
В результате выполнения работы ознакомились с технологическим процессом изготовления разовых форм и получения отливок в песчано-глинистых формах с использованием мелких опок.