

На основании таблицы 1.2 определяем количество размеров данных квалитетов, сводя втаблицу 1.3
Таблица 1.3 Определение количества размеров данных квалитетов
Квалитет |
Помер размера |
Итого |
6 |
9(16), 14, 23(18) |
35 |
7 |
17, 20 (9) |
10 |
14 |
1,2,3,4,5,6,7,8,10,11,12,13,15,18,21,22,24 |
17 |
Итого |
|
62 |
Подстановкой значений в формулу (1.2), а затем в формулу (1.1) получено
Aср= =22,67
=22,67
Km=
1 –
 =0,944
=0,944
При
Кm
 0,8
– изделие относится к весьма точному.
Так как при расчете Кт=0,944,
то деталь не относится к весьма точным.
0,8
– изделие относится к весьма точному.
Так как при расчете Кт=0,944,
то деталь не относится к весьма точным.
1.2 Определение коэффициента шероховатости
Данный коэффициент определяется по формуле, [1]
Kш
=
 (1.3)
(1.3)
где Бср -средняя высота микронеровностей поверхности, [1]
Бср=
 (1.4)
(1.4)
где Б - величина шероховатости Ra, мкм;
ni– количество поверхностей с одинаковой шероховатостью
Для определения Бср необходимо перечислить величины шероховатостей всех поверхностей обрабатываемой детали и результаты свести в табл. 1.4.
Таблица 1.4Шероховатость поверхностей
Величина шероховатости |
Количество поверхностей |
Ra 12,5 |
2 |
Ra 1,6 |
6 |
Ra 0,8 |
1 |
Подстановкой значений в формулу (1.4), а затем в формулу (1.3)
получено
Бср=
 = 3,93
= 3,93
Кш= =0,25
=0,25
 0,63
деталь относится к труднообрабатываемым
деталям, т.к.
0,63
деталь относится к труднообрабатываемым
деталям, т.к.
Кш=0,25 деталь не относится к труднообрабатываемым деталям.
1.3 Определение коэффициента унификации
Коэффициент унификации рассчитывается по формуле, [1]
Kуэ=

где Nуэ –количество унифицированных элементов;
 – количество
всех элементов
– количество
всех элементов
Определим по чертежу, какиеэлементы будут унифицированными, и какие будут не унифицированными и сведем их в таблицу 1.5
Таблица1.5 Унифицированные и неунифицированные элементы
Унифицированные элементы |
Неунифицированные элементы |
Наружные поверхности (4) |
Высота фланца (2) |
Внутренние поверхности (5) |
Фасонные отверстия (4) |
Окончание таблицы 1.5
Отверстия по фланцу : М10(3) Ø11 (9) М10 (18) Ø9Н7 (9) М8(16) |
Длина детали (1) |
Подстановкой значений в формулу (1.5) получено
Kуэ=
 =0,86
=0,86
Если выполняется условие Kуэ >0,6,то деталь является технологичной.
В данном случае 0,86>0,6,то есть данная деталь является технологичной.
Вывод:в результате проведенных расчетов данная деталь «Индуктор» не относится кособо точным, не относится к труднообрабатываемым,технологична.
Автоматизация контроля качества изготовляемой продукции и применение статистических, методов управления качеством продукции;
Недостатками серийного типа производства являются:
высокая длительность производственного цикла из-за неритмичной работы оборудования;
увеличение непроизводительных затрат времени в результате частых переналадок оборудования, больших перерывов в производстве, из-за проведения работ по подготовке производства в процессе изготовления изделий;
увеличение себестоимости единицы продукции;
снижение оборачиваемости оборотных средств;
сокращение производительности труда.
2 Характеристика типа производства
Тип производства - это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска продукции.
Исходными данными для курсового проекта является тип производства - серийный. Ниже приведена характеристика серийного производства.
Изготовление сериями широкой номенклатуры повторяющейся однородной продукции;
Использование в процессе производства рабочих средней квалификации; специализация рабочих мест на выполнении нескольких закрепленных за ними операций, незначительный объем ручного труда;
Небольшая длительность производственного цикла;
Типизация технологического процесса в связи с унифицированным составом деталей и компонентов, поступающих в сборочное производство;
Наличие специализированного технологического оборудования с закрепленными рабочими местами;
Автоматизация контроля качества изготовляемой продукции и применение статистических, методов управления качеством продукции;
Недостатками серийного типа производства являются:
высокая длительность производственного цикла из-за неритмичной работы оборудования;
увеличение непроизводительных затрат времени в результате частых переналадок оборудования, больших перерывов в производстве, из-за проведения работ по подготовке производства в процессе изготовления изделий;
увеличение себестоимости единицы продукции;
снижение оборачиваемости оборотных средств;
сокращение производительности труда
3 Анализ действующего на предприятии заводского единичного технологического процесса
Анализируя заводской технологический процесс, было отмечено, что заготовка - поковка, основными операциями являются токарные, шлифовальные, выполнение отверстий.
Черновые этапы выполняются на токарном станке ТВ-1770.
Чистовая обработка наружных и внутренних поверхностей так же выполняется на токарном станке ТВ-1770.
Для получения качества поверхности применяется ручной притир.
Кроме механических операций применяются слесарные, промывка, для снятия внутренних напряжений и улучшения структуры материала применяется термообработка – отпуск.
Контрольные операции выполняются в несколько этапов: операционный контроль перед механической обработкой и приемочный контроль после механической обработки с целью определения качества поверхности и размеров.
Последовательность обработки детали в заводском технологическом процессе следующая:
005 Заготовительная Пресс 010 Термообработка Печь 015 Токарно-винторезная ТВ-1770 020 Токарно-винторезная ТВ-1770 025 Токарно-винторезная ТВ-1770 030 Токарная с ЧПУ DF 2/3 035 Слесарная Верстак 040 Промывка МСП-125 045 Операционный контроль Сток ОТК 050 Транспортирование Электрокар 055 Отпуск Печь
|
||||
4 Обоснование выбора метода и способа получения заготовки
Заводской метод получения заготовки - поковка кованная на молотах. Ковка на молоте экономически целесообразна в единичном производстве. Недостатком ковки на молотах является то, что молоты имеют малый КПД (не более 30%). Они неэкономичны при изготовлении мелких и средних поковок. Высокая стоимость молотовых установок связана с использованием котельных или компрессорных станций и громоздких фундаментов. Ковку на молотах характеризует невысокая производительность труда, невысокая точность размеров поковок, большой расход металла на напуски от штамповочных уклонов.
Для рассматриваемой детали «Индуктор» в проектируемом варианте предлагается метод получения заготовки - поковка штампованная на кривошипном горячештамповочном прессе (КГШП).
Этот метод отличается более высокой стоимостью, но приспособлен для высокомеханизированного и автоматизированного производства поковок, допускает эксцентричное расположение ручьев в штампе, который снабжен верхним и нижним выталкивателем.
При штамповке на КГШП получают поковки более близкие по форме к готовой детали, с более точными размерами, чем при штамповке на молотах. Более совершенная конструкция штампов обеспечивает меньшую величину смещения половин штампа, уменьшения припусков (на 20 - 30%), напусков, штамповочных уклонов (в 2 - 3 раза), допусков, и как следствие - увеличение коэффициента использования металла.
Выбор метода изготовления заготовки определяется расчетом коэффициента использования заготовки (КИЗ).
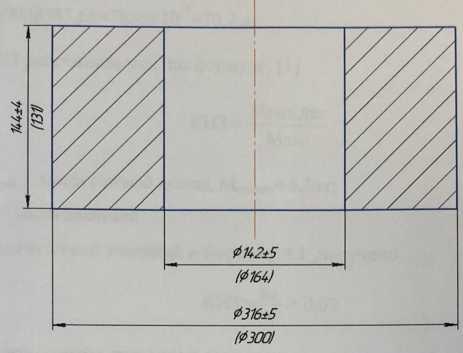
Расчет штампованной поковки
Рисунок 4.1 - Эскиз заготовки штамповки для детали «Индуктор»
«Реализация технологических процессов изготовления деталей» 2
Разработка технологического процесса обработки детали «Индуктор» 2
Реферат 3
на курсовую работу на тему: 3
Содержание 4
40
Введение 40
1 Описание условий работы и анализ технологичности детали 6
1.2 Определение коэффициента шероховатости 9
1.3 Определение коэффициента унификации 10
2 Характеристика типа производства 16
3 Анализ действующего на предприятии заводского единичного технологического процесса 17
4 Обоснование выбора метода и способа получения заготовки 21
5 Назначение методов и этапов обработки, выбор баз и последовательности обработки 18
5.3 Последовательность обработки поверхностей 20
6 Обоснование выбора оборудования, приспособлений, 22
режущего и измерительного инструментов 22
7 Назначение припусков на механическую обработку, расчет операционных размеров и размеров исходных заготовок опытно-статистическим методом 23
005 Заготовительная 19
015 Токарно-винторезная 19
L015L020 =138 +2=140–0,63 19
020 Токарно-винторезная 19
D020=D30–z30= 182 –3=179+0,4 19
D020=D30–z30=162–3=159+0,4 19
L020=d25+z25=135+3=138–1 19
025 Токарно-винторезная 19
030 Токарная с ЧПУ 19
065 Притирочная 19
L065=L075+Z075=131,5+3=134,5–0,7 19
075Токарная с ЧПУ 19
080Токарная с ЧПУ 20
105 Притирочная 20
115 Круглошлифовальная 20
125 Внутришлифовальная 20
D125=164+0,025 20
L125=131 20
D125=184+0,046 20
8 Схемы расположения допусков, припусков и операционных размеров в различных стадиях обработки на 2 размера 21
9 Назначение режимов резания по нормативам 27
10 Поэлементное определение норм времени по 32
нормативам 32
=мин 33
= 1,6 мин 33
= 1,5 мин 33
T03,2+1,6+1,5=6,3 мин 33
Подстановкой значений в формулу (10.3) получено 33
Тизм = 0,30 мин 33
Тпер = 0,06 мин 33
Туст = 0,56 мин 33
11 Обоснование применения средств технического оснащения 35
11.1 Обоснование применения специального станочного приспособления 35
11.2 Обоснование применения специального контрольноизмерительной оснастки 35
12 Описание передовых методов труда, применяемых в технологическом процессе 36
13 Описание мероприятий по технике безопасности 8
Меры безопасности при работе на токарном станке 8
Меры безопасности при работе на станках с ЧПУ 9
Меры безопасности при работе на зубодолбежном станке 11
12
12
Заключение 12
Список используемой литературы 13
14
15
где π - постоянная величинам = 3,14;
R- радиус цилиндра, мм;
L- длина цилиндра, мм
Подставляя числовые значения в формулы 4.1, 4.2, 4.3 получено:
 1582
144=11287722,24
мм3
1582
144=11287722,24
мм3
V = 3,14 712 144=2279338.56 мм3
Vзаг = l 1287722,24–2279338,56=9008383,68 мм3
Mзаг =9008383,68 7850 10-9=70,7 кг
КИЗ рассчитывается по формуле, [1]
КИЗ
=
 (4.6)
(4.6)
где Мгот.дет. - масса готовой детали, Мгот.дет = 6,3 кг;
Мзаг - масса заготовки
Подстановкой значений в формулу 4.1 ,получено
КИЗ
=
 = 0,09
= 0,09
Вывод - метод получения заготовки в проектируемом варианте – поковка.
Назначение методов и этапов обработки, выбор баз и последовательности обработки
Назначение методов обработки и этапов обработки
Для достижения заданной точности и качества детали, наиболее экономичным был бы такой технологический процесс, в результате выполнения которого из заготовки получилась бы готовая деталь, отвечающая своему служебному назначению.
Таким образом, изготовление детали заключается в превращении выбранной заготовки в готовую деталь, с использованием набора методов обработки.
В зависимости от требований, предъявляемых точности размеров, формы, шероховатости поверхностей детали выбираем по каждой поверхности набор методов обработки.
Окончательные методы:
Шлифование- шлифование отверстий Ø164,Ø184,Ø220, шлифовка;
Притирочная - обработка торцевой поверхности Ø300,5.
Чистовая:
Обработка внутренних и наружных цилиндрических поверхностей окончательно;
Обработка внутренних и наружных цилиндрических поверхностей с припуском на шлифовку;
Сверление;
Нарезание резьбы;
Фрезеровка контура.
Черновые:
Цель чернового этапа заключается в достижении равномерного распределения припуска на последующую обработку и удаление поверхностных дефектов заготовки.
Цель чистового этапа заключается в получении детали с минимальными припусками под окончательные операции с целью обеспечения заданной точности поверхностей детали.
На окончательном этапе происходит снятие малого припуска и получаются поверхности заданной точности и заданного качества.
5.2 Выбор баз
Одним из наиболее сложных и принципиальных разделов технологического процесса механической обработки является назначение технологических баз. От правильного решения данного вопроса зависят :
.Фактическая точность выполнения размеров, заданных конструктором.
.Правильность взаимного расположения обрабатываемых поверхностей.
.Степень сложности и конструкция необходимых приспособлений, режущих и измерительных инструментов.
Принцип постоянства баз заключается в том, что при разработке технологического процесса необходимо стремиться к использованию одной и той же технологической базы, не допуская без особой необходимости смены баз, не считая смены черновой технологической базы.
Принцип совмещения баз предусматривает, чтобы в качестве технологической базы по возможности использовать поверхность, являющуюся измерительной или конструкторской базой.
На токарных операциях базами являются наружная и внутренняя поверхности.
На токарных и внутришлифовальных операциях деталь устанавливается в 3-х кулачковом патроне.
На операциях 025, 075 деталь устанавливается с базой на отверстии.
При сверлении деталь устанавливается в специальном приспособлении.
При фрезеровании контура деталь устанавливается в специальном приспособлении с опорой по торцу отверстия.
5.3 Последовательность обработки поверхностей
Последовательность обработки играет важную роль при построении рационального технологического процесса. При этом необходимо исходить из следующих экономических соображений. Обработку обычно начинают с тех поверхностей, которые используются в качестве базовых при обработке других поверхностей, а также те поверхности, при удалении припуска с которых в наименьшей степени снижается жесткость заготовки. Затем следует переходить к обработке тех поверхностей, с которых снимается наибольший припуск на обработку. Это объясняется тем, что при черновой обработке, когда снимается с поверхности заготовки основной слой металла, легко выявляются дефекты заготовок, которые могут быть причиной брака.
Обработка детали «Индуктор» выполняется в следующей последовательности
Таблица 5.1 - последовательность обработки
№ операции |
Название операции |
005 |
Заготовительная. Пресс |
010 |
Термообработка. Печь |
015 |
Токарно-винторезная. Мод.ТВ-1770 |
020 |
Токарно-винторезная. Мод. ТВ-1770 |
Окончание таблицы 5.1
025 |
Токарно-винторезная. Мод. ТВ-1770 |
030 |
Токарная с ЧПУ. Мод. DF 2/3 |
035 |
Слесарная. Верстак |
040 |
Промывка. МСП-125 |
045 |
Операционный контроль. Стол ОТК |
050 |
Транспортирование. Электрокар |
055 |
Отпуск. Печь |
060 |
Транспортирование. Электрокар |
065 |
Притирочная. Притир |
070 |
Промывка. МСП-125 |
075 |
Токарная с ЧПУ. Мод. DF 2/3 |
080 |
Токарная с ЧПУ. Мод. DF 2/3 |
085 |
Сверлильная с ЧПУ. Мод. ГФ217106 |
090 |
Слесарная. Верстак |
095 |
Фрезерная с ЧПУ. Мод. ГФ217С |
100 |
Слесарная. Верстак |
105 |
Притирочная. Притир |
110 |
Промывка. МСП-125 |
115 |
Круглошлифовальная.Универсально-шлифовальный станок 3Б151П |
120 |
Маркирование. Верстак |
125 |
Внутришлифовальная. Универсально-шлифовальный станок 3К227 |
130 |
Токарно-винторезная. Мод. DF 2/3 |
135 |
Слесарная. Верстак |
140 |
Промывка. МСП-125 |
145 |
Приёмочный контроль. Стол ОТК |
6 Обоснование выбора оборудования, приспособлений,
режущего и измерительного инструментов
Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления детали, экономное использование производственных площадей, механизация и автоматизация ручного труда, электроэнергии и в итоге себестоимости изделия.
Для токарной обработки применяются универсальный станок модели ТВ- 1770, станок с ЧПУ DF 2/3.
Станок универсальный, токарно-винторезный ТВ-1770 предназначен для выполнения самых разнообразных токарных работ, а так же для нарезания метрической, дюймовой, модульной и питчевой резьб.
Станок может применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов.
Допустимы следующие виды обработки: обработка в патроне, обработка детали, зажатой между центрами, обработка детали с использованием поджима задней бабки.
7 Назначение припусков на механическую обработку, расчет операционных размеров и размеров исходных заготовок опытно-статистическим методом
Определение размера обрабатываемого диаметра рассчитывается по формуле,(7.1)
D1 = D2+ z2 (7.1)
где D1 - обрабатываемый диаметр, мм;
D2 - диаметр с предыдущей операции, мм;
z2 - припуск на обработку, мм
Определение размера обрабатываемого отверстия рассчитывается по формуле
d1 = d2– z2 (7.2)
где d1 - обрабатываемый диаметр отверстия, мм;
d2 – диаметр отверстия с предыдущей операции, мм;
z2 – припуск на обработку, мм
Определение обрабатываемого длинного размера рассчитывается по формуле
l1=l2+z2 (7.3)
где l1 – обрабатываемый длинновой размер, мм;
l2 – длинновой размер с предыдущей операции, мм;
005 Заготовительная
d005
= d025
+ z025
= 303+13=
L005
= L015
+ Z015
= 140+4=
D005
= D020
+ Z020
= 159 17=
17=
015 Токарно-винторезная
L015 L020
=138 +2=140–0,63
L020
=138 +2=140–0,63
020 Токарно-винторезная
D020=D30–z30= 182 –3=179+0,4
D020=D30–z30=162–3=159+0,4
L020=d25+z25=135+3=138–1
025 Токарно-винторезная
L025= L065+ Z065= 134,5+0,5=135–0,3
d025= d030+ Z030= 300,5+2,5=303–0,5
030 Токарная с ЧПУ
D030 = D080–Z080=183,5–1,5=182+0,72
D030= D080–Z080=163,5–1,5=162+0,63
d030=d115+Z115=300+0,5=300,5–0,081
065 Притирочная
L065=L075+Z075=131,5+3=134,5–0,7
075Токарная с ЧПУ
L075=L80+Z80=131,1+0,4=134,5–0,063
L075 = L80+Z80=8,5+0,3=8,8–0,05
d075 =229,9–0,29
L075 =41,8+0,2
d075=258–0,081
080Токарная с ЧПУ
D080
D080
D125
 Z125
Z125 +0,063
+0,063
L080 105
105 105
105 -0,063
-0,063
D080
D125
Z125
184 +0,072
+0,072
L080
115
115
8,1+0,4
105 Притирочная
 105
105 -0,063
-0,063
115 Круглошлифовальная
L115
l125+Z125 -0,05
-0,05
125 Внутришлифовальная
D125=164+0,025
L125=131
D125=184+0,046
8 Схемы расположения допусков, припусков и операционных размеров в различных стадиях обработки на 2 размера
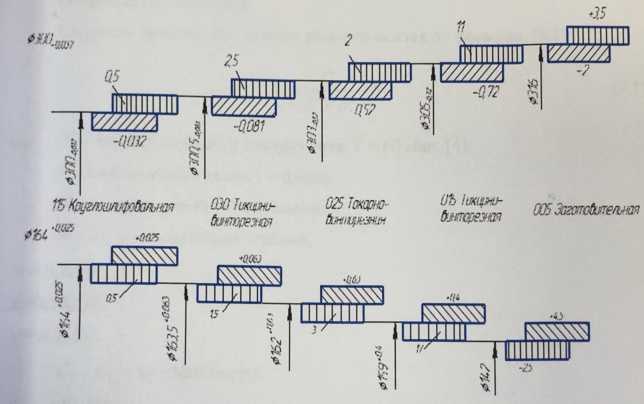
125 ВНУТРИШЛИФОВАЛЬНАЯ 080 ТОКАРНАЯ с ЧПУ 030 ТОКАРНАЯ с ЧПУ 020 ТОКОРНО- 005 ЗАГОТОВИТЕЛЬНАЯ
ВИНТОРЕЗНАЯ
Рисунок 8.1 — Схемы расположения припусков, допусков и операционных размеров на операциях обработки
9 Назначение режимов резания по нормативам
Назначение режимов резания включает в себя определение величины подачи инструмента (S мм/об), скорости резания (V м/мин), и частоты вращения шпинделя (n об/мин).
Операция 020 Токарная
Скорость резания для точения рассчитывается по формуле, (9.1)
V (9.1)
(9.1)
где T - период стойкости инструмента, Т = 60 мин, [4];
t — глубина резания,мм, t = 0,6мм;
S — подача, мм/об,S = 0,15мм/об;
m,x,y- показатели степени,
m = 0,2, [4];
x=0,15, [4];
y =0,2, [4];
Cv ,Kv — коэффициенты,
Cv= 420, [4];
Kv- поправочный коэффициент, [4]
Kv=
Kϻv
 Knv
Kuv
,(9.2)
Knv
Kuv
,(9.2)
где Kϻv - коэффициент, учитывающий качество обрабатываемого материала, Kϻv = 0,8, [4];
Knv- коэффициент, отражающий состояние поверхности заготовки,
Knv = 0, 9, [4];
Kuv- коэффициент, учитывающий качество материала инструмента,
Kuv=l,9, [4]
Подстановкой значений в формулу (9.2) получено
Kv= 0,8 0,9 1 = 0,72
Частота вращения определяется по формуле, [1]
n ,
(9.3)
,
(9.3)
где V - скорость резания, м/мин;
D — диаметр обрабатываемой поверхности,мм,D = 156мм
Подстановкой значений в формулу (9.1) получено
V
Поправочные коэффициенты на скорость резания в зависимости от:
группы обрабатываемого материала, Kvc= 0,9, [6];
вида обработки, Kvo= 1, [6];
жесткости станка, Kvj= 1, [6];
механических свойств обрабатываемого материала, Kvm= 0,5, [6];
геометрических параметров резца, Kvφ= 1, [6];
периода стойкости режущей части, Kvt= 0,6, [6];
наличия охлаждения, Кvж = 1, [6];
с учетом инструментального материала, Kvu= 0,5, [6]
Скорректированная скорость резания
V = 214х 0,9 1 1 0,5 1 0,6 1 0,5 = 30м/мин
Подстановкой значений в формулу (9.3) получено
n
Принимаем по паспорту станка n = 100 об/мин
Операция 080 Токарная с ЧПУ
Скорость резания для точения рассчитывается по формуле, [4]
V (9.4)
(9.4)
где D - диаметр сверла,мм,D = 6,7мм;
Т - период стойкости инструмента, мин, Т = 25 мин, [4];
S — подача, mm/об,S= 0,04мм/об;
q, m , y - показатели степени,
q = 0,4 [4];
m= 0,2, [4];
y =0,7, [4];
Cv, Kv — коэффициенты,
Cv = 7, [4];
Kv- поправочный коэффициент, [4]
Kv= Kϻv Kuv Kiv,(9.5)
где Kϻv- коэффициентна обрабатываемый материал,Kϻv = 0,8, [4];
Kuv- коэффициентна инструментальный материал,Knv= 0, 35, [4];
Kiv- коэффициент, учитывающий глубину сверления,Kuv= 1, [4]
Подстановкой значений в формулу (9.5) получено
Kv= 0,8 0,35 1 = 0,3
Подстановкой значений в формулу (9.3) получено
V
Поправочные коэффициенты на скорость резания в зависимости от:применения охлаждения, Кvж = 0,9, [6];
состояния поверхности заготовки, Kvw= 1, [6];
инструментального материала, Kvu= 1, [6];
формы заточки инструмента Kvз = 0,5, [6];
длины рабочей части сверла, Kvl = 1, [6];
степени точности резьбы, Kvk= 0,6, [6]
Скорректированная скорость резания
V
=
21,5х 1
0,8
1
 0,7
0,8=
9,46 м/мин
0,7
0,8=
9,46 м/мин
Принимаем по паспорту станка V = 10 м/мин
Подстановкой значений в формулу (9.3) получено
n
Аналогичным образом рассчитываются режимы резания на остальные операции. Принятые в проектируемом технологическом процессе режимы резания занесены в операционные карты.
10 Поэлементное определение норм времени по
нормативам
Расчет норм времени сводится к определению основного, вспомогательного, штучного и подготовительно-заключительного времени.
Операция 015 Токарная
Норма штучного времени, мин, (10.1)
TШТ
=( Tо Tв)
(1+
Tв)
(1+ )
(10.1)
)
(10.1)
где То — основное время, мин, (10.2);
а -процент времени обслуживания рабочего места, %, а =4%, [5];
в -процент времени на отдых и личные надобности, %, в=4%, [5];
Tо i
(10.2)
i
(10.2)
где L— длина обрабатываемой поверхности, мм, L = 156,5мм;
i — количество проходов,i = 3;
n— обороты вращения шпинделя, об/мин, n = 40 об/мин;
S- подача, мм/об, S = 0,11 мм/об;
Подстановкой значений в формулу (10.2) получено


То=4,69+1,92=6,61 мин
Тв - вспомогательное время, мин,(10.3)
TВ= Tуст Tизм Tпер (10.3)
где Tуст -время установки детали, мин, Туст= 0,30,(10.3);
Тизм-время связанное с измерением, мин, Тизм= 0,08,(10.3);
Тпер-время перехода, мин, Тпер= 0,019,(10.3)
Подстановкой значений в формулу (10.3) получено
Тв = 0,30 + 0,08 + 0,19 = 0,57
Тп–3 –подготовительно-заключительное время, мин, Тп–3= 15 мин, [5]
Подстановкой значений в формулу (10.1) получено
ТШТ = (6,61 + 0,57) )= 8,37 мин
Операция 075 Токарная с ЧПУ
Подстановкой значений в формулу (10.2) получено
 =
= мин
мин
 =
1,6 мин
=
1,6 мин
 =
1,5 мин
=
1,5 мин
T0 3,2+1,6+1,5=6,3 мин
Подстановкой значений в формулу (10.3) получено
Тизм = 0,30 мин
Тпер = 0,06 мин
Туст = 0,56 мин
ТВ = 0,30 + 0,006 + 0,56 = 0,92 мин
Тп-3 — подготовительно-заключительное время, мин, Тп-3 =15 мин, [5]
Подстановкой значений в формулу (10.1) получено
ТШТ
= (6,3 + 0,92) х (1 +
 ) = 7,51
) = 7,51
Аналогичным образом рассчитываются режимы резания на остальные операции
015Токарно-винторезная
Тосн= 6,61мин ; Твсп=1,14 мин; Тшт= 8,37 мин; Тп-з=15 мин;
020 Токарно-винторезная
Тосн= 32,68мин; Твсп= 2,49 мин; Тшт= 38мин: Тп-з=15мин
025 Токарно-винторезная
Тосн=46мин; Твсп= 3,17 мин; Тшт=53,1мин; Тп-з=15мин
030 Токарная с ЧПУ
Тосн= 5,76мин; Твсп= 3,54мин; Тшт=10,04мин; Тп-з=15мин
075Токарная с ЧПУ
Тосн=6,3мин; Твсп=0,92мин; Тшт=7,51 мин; Тп-з=15мин
080Токарная с ЧПУ
Тосн= 5,19мин; Твсп= 4,12мин; Тшт= 10,05мин; Тп-з=15мин
085 Сверлильная с ЧПУ
Тосн= 120мин; Твсп= 6,82мин; Тшт= 137мин; Тп-з 37мин
095 Фрезерная с ЧПУ
Тосн= 0,30мин; Твсп= 1,66мин; Тшт=2,11мин; Тп-з 15мин
115Круглошлифовальная
Тосн= 6,73мин; Твсп= 2,10 мин; Тшт= 9,53мин; Тп-з 17мин
125 Внутришлифовальная
Тосн=5,6мин; Твсп=21,9мин; Тшт=29,7мин; Тп-з=18мин
130 Токарно-винторезная
Тосн=2,75мин; Твсп= 1,83мин; Тшт=4,94мин; Тп-з=15мин
Рассчитанные нормы времени занесены в операционные карты технологического процесса
11 Обоснование применения средств технического оснащения
Обоснование применения специального станочного приспособления
В проектируемом варианте на фрезерной операции применяется специальное станочное приспособление для фрезерования контура.
Обоснование применения специального контрольноизмерительной оснастки
В
качестве специальной контрольно-измерительной
оснастки применяется стенкомер для
контроля размеров
 .
.
12 Описание передовых методов труда, применяемых в технологическом процессе
Методы обработки, применяемые в технологическом процессе, влияют на качество обработки детали. Постоянная смена и поиск методов труда обусловлены, стремлением разработать наиболее эффективный, передовой метод труда, чтобы повысить производительность все производства в целом.
К передовым методами, применяемым в данном технологическом процессе, можно отнести:
Метод получения заготовки - поковка
Применение станка с ЧПУ модели DF 2/3
Применение специального станочного
13 Описание мероприятий по технике безопасности
Меры безопасности при работе на токарном станке
До начала работы:
надеть спецодежду; застегнуть рукава; спрятать волосы под головной убор;
проверить наличие и надёжность крепление защитных ограждений и соединение защитного заземления с корпусом станка;
расположить инструменты и заготовки в определённом порядке на приставной тумбе;
прочно закрепить резец и обрабатываемую деталь. Вынуть ключ из патрона и установить на установленное место;
проверить работу станка на холостом ходу и исправность пусковой коробки путём выключения кнопок и рычагов управления.
Во время работы:
Во избежание травм запрещается:
наклонять голову близко к патрону или режущему инструменту;
предавать или принимать предметы через вращающие части станков;
облокачиваться или опираться на станок, класть на него инструменты или заготовки;
измерять обрабатываемую деталь, чистить и убирать стружку со станка до полной его остановки;.
охлаждать режущий инструмент или обрабатываемою деталь с помощью тряпки;
останавливать станок путём торможения рукой патрона;
отходить от станка, не выключив его;
поддерживать и ловить рукой отрезанною деталь.
Зачистку детали на станке производить напильником или шкуркой прикрепленной оправе. Рукоятка оправы должна быть с предохранительным кольцом. При работе держать левой рукой;
при выключении станка необходимо отвести резец от обрабатываемой детали;.
при работе в центрах проверить надёжно ли закреплена задняя бабка и следить, чтобы засверловка была достаточна, и угол ее соответствовал углу центров;
пользоваться ключами, соответствующими гайками и головками болтов;
при выключении тока в сети, во время работы, немедленно выключить машину.
По окончанию работы:
отключить суппорт, выключить электродвигатель;
удалить стружку со станка при помощи щётки, из пазов станины крючками;
сдувать стружку ртом или сметать рукой запрещается;
протереть станок, смазать, привести в порядок инструменты и индивидуальные средства защиты.
Меры безопасности при работе на станках с ЧПУ
Перед началом работы необходимо проверить состояние оборудования и оснастки:
работоспособность станка, системы управления и механизма смены инструмента;
наличие смазки в станке и СОЖ;
положение «нулевой» точки станка;
исправность заземляющих устройств;
соответствие состояния гидравлических и пневматических систем данным технической документации.
Меры безопасности при работе на шлифовальном станке
Когда станок приведен в рабочее состояние, требуется соблюдать соответствующую технику безопасности, которая выражается в следующих правилах:
нельзя допускать намокания шлифовального круга во время работы станка - это может привести к дисбалансу;
требуется наличие кожуха, закрывающего круг. В особенности это касается станков со скоростью вращения круга 60 м/с и выше;
необходимо незамедлительная остановка станка при появлении даже небольших вибраций. Повторное включение возможно только при устранении вибраций и причин, их вызвавших;
если работа происходит с применением шлифовальных кругов на керамической связке, очень важно не допускать попадания СОЖ на невращающийся круг;
запрещено нахождение шлифовщика в зоне вращения круга при работе станка и во время правки круга;
нельзя подносить заготовку к кругу рывками, резкими движениями. Работа на станке должна быть плавной, без нажима.
Меры безопасности при работе на зубодолбежном станке
перед настройкой гитар сменных колес станок должен быть обесточен;
запрещается работать на станке в рукавицах или перчатках;,
перед включением станка убедиться, что пуск его никому не угрожает опасностью;
проверить на холостом ходу исправность органов управления;,
при возникновении вибрации остановить станок;
остерегаться заусенцев на заготовке и детали;
после нарезания зубьев станок выключить.
Заключение
В курсовом проекте разработан технологический процесс обработки детали «Индуктор». Для обработки было выбрано современное оборудование, отвечающее требованиям серийного производства:
DF 2/3, ТВ-1770
Применяемое оборудование и специальная оснастка отвечает требованиям современного производства. Принятые решения по выбору оборудования, оснастки, способствуют снижению трудоемкости обработки.
Также в курсовой работе сделан выбор режимов резания и расчет норм времени, что позволит выполнить экономический расчет эффективности выбранного технологического процесса обработки детали.
Список используемой литературы
1 Технология машиностроения: Курсовое проектирование : учебное пособие / М.М. Кане, А.И. Медведев, И.А. Каштальен и др.; под ред. М.М. Кане, В.К. Шелег. - Минск : Вышэйшая школа, 2013. - 312 с. - ISBN 978-985-06-2285-3; То же [Электронный ресурс]. - URL: http//biblioclub.ru/index.php?page=book&id=235788
2 Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. Учебное пособие для вузов. — 5-е изд., стереотип. -М.: Альянс, 2007. - 256 с
Зубченко А.С. Марочник сталей и сплавов [Текст]: М.: Машиностроение, 2003г.
4 Костардин Н.С. Расчет и контроль операционных размеров при изготовлении деталей [Текст]: учебное пособие. Рыбинск: РАК, 2014г.-80с
5 Справочник технолога - машиностроителя. В двух томах. Том 1 Дальский А.М. (Гл. ред.) Косилова А.Г., Мещерекова Р.К. (ред.), Суслов А Г.(ред), 2003г
6 Справочник технолога - машиностроителя. В двух томах. Том 2 Дальский А.М. (Гл. ред.) Косилова А.Г., Мещерекова Р.К. (ред.), Суслов А.Г.(ред), 2003г
7 Поковки стальные штампованные ГОСТ 7505-89 Издательство стандартов, 1989г
8 В.И. Гузеев, В.А. Батуев, И.В. Сурков Режимы резания для токарных и сверлильно-фрезерно-расточных станков с числовым программным управлением [Текст]: справочник / под ред. В.И. Гузеева, М.: Машиностроение, 2005. 368с
9 Общемашиностроительные нормативы режимов для технического нормирования работ на металлорежущих станках часть 1 [Текст]: - М.: Машиностроение, 1974г
10 Общемашиностроительные нормативы режимов для технического нормирования работ на металлорежущих станках часть 2[Текст]: - М.: Машиностроение, 1974
Общемашиностроительные нормативы режимов для технического нормирования работ на металлорежущих станках часть 3[Текст]: - М.: Машиностроение, 1974
Общемашиностроительные нормативы времени: вспомогательного, на обслуживание рабочего места и подготовительно - заключительного для технического нормирования станочных работ [Текст]: справочник Машиностроение, Москва, 1974г
Справочник токаря-универсала [Текст] / под ред. М.Г. Шеметова и В.Ф. Безъязычного - Москва «Машиностроение», 2007. -576с.
Мовчин В.Н., Мовчин С.В. Сборник задач по техническому нормированию в механических цехах [Текст]: учебное пособие для техникумов. -М.: Машиностроение, 1983г.-157с., ил
Методика и назначение режимов резания под ред. Аверьянова И.Н.(РГАТУ), Кузнецова А.В. (авиационный колледж), 1999г
Методические указания по выполнению курсового проекта под ред. преподавателя Н.Ю. Вязниковцевой, 2014г
Материалы по производственной практике
18 [Электронный ресурс] http://metallicheckiy-portal.ru
Приложение А