

Резьба упорная
Применяется при больших односторонних усилиях, действующих в осевом направлении.
В обозначение упорной резьбы входит буква S, номинальный диаметр в мм, ход в мм, шаг в мм (у многозаходных резьб).
Пример: S 24х5, S 24х5LН-левая; S 80х20 (Р5), где 80 — номинальный диаметр в мм, 20 – ход в мм, 5 – шаг в мм (четырехзаходная резьба).
Специальную резьбу со стандартным профилем, но нестандартным шагом или диаметром, обозначают: Сп М40х1,5.
Резьба прямоугольная
Применяется в соединениях, где не должно быть самоотвинчивания под действием приложенной нагрузки. Так как профиль этой резьбы не стандартизован, то на чертеже приводят все данные, необходимые для ее изготовления (рисунок 14).
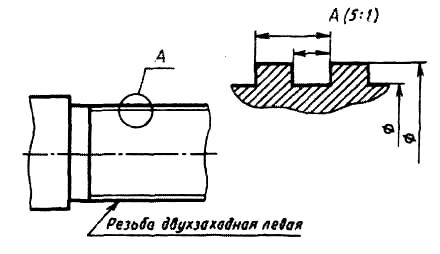
Рисунок 14
2.5 Технологические элементы резьбы
К технологическим элементам резьбы относятся сбеги, недорезы, проточки и фаски. Форму и размеры этих элементов в зависимости от профиля резьбы устанавливают соответствующие ГОСТы.
До нарезания резьбы на конце стержня (при наружной резьбе) и в начале отверстия (при внутренней резьбе) выполняются фаски, коническая поверхность которой образует с осью угол 45 ̊.
Фаска предохраняет крайние витки от повреждений, упрощает процесс нарезания резьбы, облегчает соединение между собой резьбовых деталей.
Величина фасок определяется величиной шага резьбы.
Сбегом резьбы называют участок резьбы, на котором режущий инструмент, выходя из металла на поверхность, нарезает резьбу с постепенным уменьшением высоты профиля. Резьбу на чертеже, как правило, изображают без сбега, но если его необходимо показать, то показывают сбег тонкими сплошными прямыми линиями (рисунок 15).
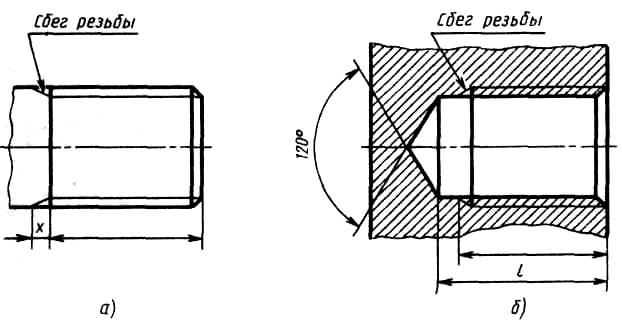
Рисунок 15
Недорезом резьбы называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня или отверстия (рисунок 16).
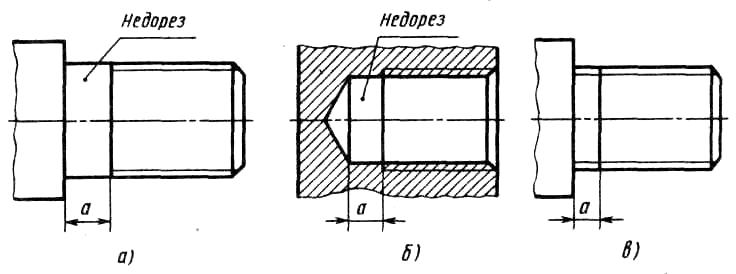
Рисунок 16
Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы, а для внутренней резьбы — немного больше наружного диаметра резьбы (рисунок 17).
Размеры фасок, сбегов, недорезов, проточек стандартизованы:
-ГОСТ 10549-80 — Выход резьбы. Сбеги, недорезы, проточки и фаски,
-ГОСТ 27148-86 — Изделия крепежные. Выход резьбы. Сбеги, недорезы, проточки. Размеры.
Определяющим размером служит шаг резьбы Р.
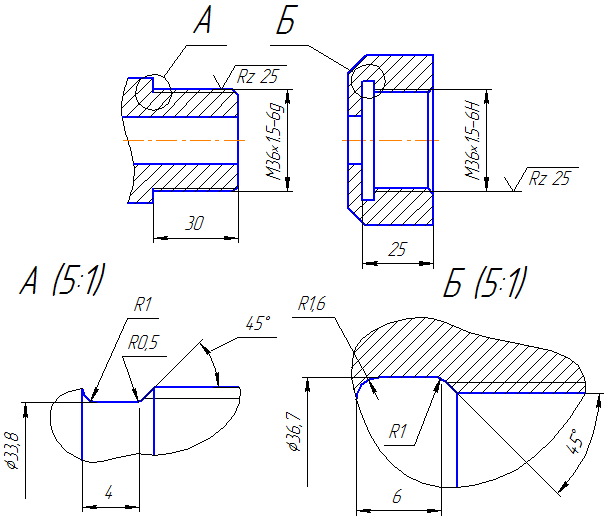
Рисунок 17 – Наружная и внутренняя проточки
3 Шероховатость поверхностей
3.1 Параметры шероховатости
Поверхность детали после механической обработки не бывает абсолютно гладкой, так как режущий инструмент оставляет на ней следы в форме микронеровностей − выступов и впадин.
Шероховатость поверхности характеризуется величиной микронеровностей реальной поверхности (в мкм), определяющей ее отклонение от идеально гладкой поверхности. Качество поверхности по ГОСТ 2789-73 оценивается шестью параметрами. В учебных чертежах используют только два из них:
Ra – среднее арифметическое отклонение профиля,
Rz – высота неровностей профиля по десяти точкам, т. е. сумма средних абсолютных значений высот пяти наибольших выступов и пяти наибольших впадин профиля в пределах базовой длины.
Параметр Ra предпочтительнее. При выполнении учебных эскизов и чертежей рекомендуются следующие значения этого параметра:
50; 25; 12,5, 6,3; 3,2; 1,6; 0,8; 0,4 мкм.