

Расчет желобчатого ленточного транспортера
Исходные данные
Исходные данные для расчета конвейера:
Производительность Q, т/ч 25,4
Угол подъема β, град 11,5
Ширина ленты B, м 0,4
Длина конвейера L, м 45
Длина прямой части L1, м 30
Длина подъемной части L2, м 15
Высота подъёма конвейера H, м 3
Плотность муки γ, кн/м3 5,9
Выбор типа и материала ленты
В ленточных транспортерах, тяговым органом является лента, применяются конвейерные ленты с тяговым каркасом и наружными резиновыми обкладками с плоскими поверхностями. В зависимости от условий эксплуатации выпускаются ленты различного типа согласно ГОСТ 20-85 [12].
Исходя из характеристик транспортируемого груза, выбираем ленту. На рисунке изображено поперечное сечение ленты.
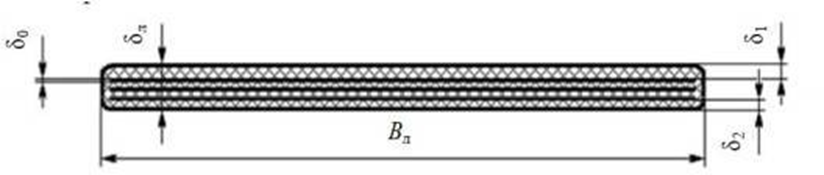
Рисунок 2.3–Поперечное сечение резинотканевой ленты: ВЛ ширина ленты, мм; δл толщина ленты, мм; δ0 толщина прокладки, мм; δ1, δ2 толщина обкладок рабочей и опорной стороны ленты, мм
Выбираем ленту типа 2, которая применяются для транспортирования средне и мелкокусковых сыпучих грузов групп абразивности A, B, C, D.
Таблица 2.1 – Характеристики ленты
Тип лент ы |
Характерист ики ленты |
Основа и уток из комбинирован ных нитей (полиэфир и хлопок) |
Основа и уток из полиамидны х нитей |
Прочность тягового каркаса, Н/мм ширины каркаса |
Класс прочност и резины наружных обкладок |
Предел прочнос ти резины обкладо к на разрыв, МПа |
2 |
Двусторонняя резиновая обкладка |
БКНЛ-65 БКНЛ-65-2 БКНЛ-100 БКНЛ-150 |
- - ТА-100, ТА0150 ТК-100 ТК-150 ТК-200-2 |
65 100 100 150 200 |
Б В |
20 15 |
3 |
Односторонняя резиновая обкладка |
БКНЛ-65 БКНЛ-65-2 БКНЛ-65-100 |
- - - |
65 100 100 |
В |
15 |
4 |
Двустороння я резиновая обкладка, одна или две прокладки каркаса |
БКНЛ-65 БКНЛ-65-2 БКНЛ-100 |
- ТА-100 ТК-100 |
65 100 100 |
С |
10 |
Учитывая транспортируемый груз, используем прокладку БКНЛ-100 из комбинированных нитей.
Определение параметров транспортера
Предварительное число прокладок ленты примем равное:

Определение скорости движения ленты:
Q=310VB2γ,
где Q- производительность конвейера т/ч, В- ширина ленты, м, γ-насыпной вес муки, кН/м3.

Назначение приводной станции – передавать вращательное движение ленте с такой скоростью, при которой будет обеспечиваться заданная производительность транспортера. Натяжная станция ленточного транспортера служит для обеспечения первоначального натяжения ленты, что обеспечивает безаварийную работу транспортера [13].
Диаметр приводного и натяжного барабана:
|


Диаметр натяжного барабана:
|
|

Рассчитанный диаметр приводного и натяжного барабана соответствует требованиям ГОСТ 22644 – 77. Роликоопоры играют немало важную роль, в ленточном транспортере они поддерживают груженую и холостую ветви. Тип роликов выбирается исходя из назначения и характеристик транспортируемого груза. Размеры роликов и вес вращающихся частей зависят от ширины ленты.
Исходя из характеристик, выбираем желобчатую конструкцию роликоопор представленную на рисунке 2.4. Определение параметров роликов приведены в таблице 2.2.
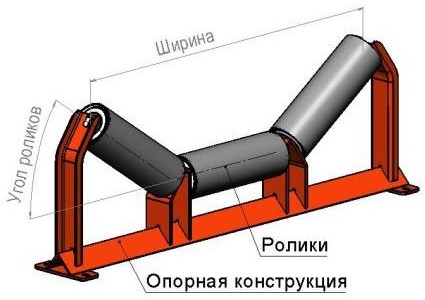
Рисунок 2.4 – Конструкция роликоопор
Таблица 2.2 – Параметры роликоопор
Ширина ленты Bл, мм |
400 |
500 |
650 |
800 |
1000 |
1200 |
Диаметр ролика dp, мм |
102 |
102 |
102 |
127 |
127 |
127 |
Вес вращающихся частей Gp, Н |
115 |
135 |
155 |
180 |
210 |
260 |
В соответствие с таблицей 2.2, принимаем диаметр роликов dp и вес вращающихся частей Gp в зависимости от ширины ленты Bл:
dp=102 мм;
Gp=135 Н.
Для желобчатой ленты поперечное сечение материала представляет собой треугольник и трапецию, ограниченную снизу желобчатыми роликами, имеющими угол наклона 20°.
Тяговый расчет.
Погонная нагрузка от ленты:
|


где
i
= 4 – число прокладок, предварительно
выбирается по ширине ленты;
 – толщина одной прокладки;
– толщина одной прокладки;
 =2 и 1,5 мм – толщина обкладок, соответственно,
на рабочей и опорной сторонах ленты.
=2 и 1,5 мм – толщина обкладок, соответственно,
на рабочей и опорной сторонах ленты.
Погонная нагрузка от вращающихся частей роликоопор (верхних и нижних):
На рабочей ветви:
|
|

На холостой ветви:
|
|
где gв, gн – вес вращающихся роликоопор, H; lВ и lн – расстояние между роликоопорами на рабочей и холостой ветвях, м. |
|

Погонная нагрузка от груза:
|
|

Определение натяжений ленты в характерных точках.
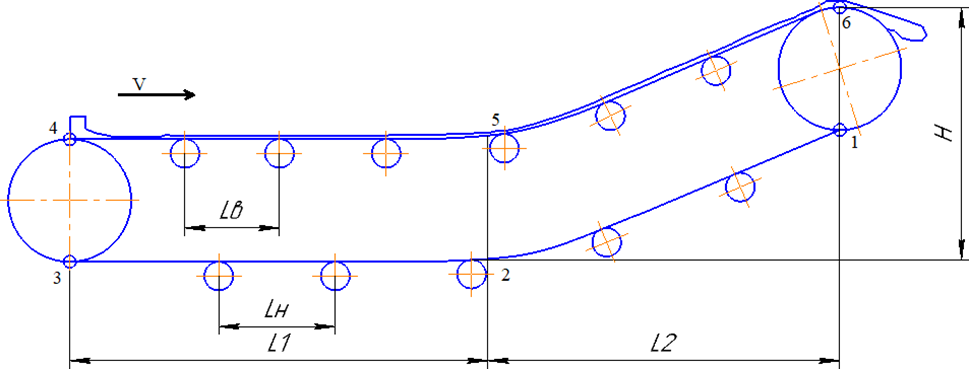
Рисунок 2.5– Расчетная схема трассы конвейера
В первую очередь определяют минимальное натяжение Smin, которое у горизонтальных транспортеров находится на сбегающей ветви приводного барабана, предположим, что минимальное натяжение будет в точке S1=750 Н.
Проверяем величину минимального натяжения ленты, нагруженной ветви исходя из допустимого провисания ленты по формуле:
𝑆2 = 𝑆1 + (𝑞р’’ + 𝑞л) ∙ 𝜔 ∙ 𝐿1 – 𝑞л ∙ 𝐻,
где - коэффициент сопротивления роликоопор, =0,03 с-1.
Тогда:
𝑆2 =750+(38,3+36,5)⸱0,03⸱30-36,5⸱3=707 Н, что меньше S1.
Начало расчета показывает, что предположение оказалось неверным: так как минимальное натяжение из расчета оказалось в точке 2.
Начинаем расчет снова.
Натяжение в точке 3:
𝑆3 = 𝑆2 + (𝑞р’’ + 𝑞л) ∙ 𝜔 ∙ 𝐿2 =750+(38,3+36,5) ⸱0,03⸱15=783 Н
𝑆4 = 𝑆3 ∙ 𝜔1 =783⸱1,03=806 Н
где 1 – коэффициент сопротивления движению при огибании лентой барабана, 1=1,03 с-1.
𝑆5 = 𝑆4 + (𝑞р’ + 𝑞л + 𝑞гр) ∙ 𝜔 ∙ 𝐿2 =806+(200+36,5+813) ⸱0,03⸱15=1278 Н
𝑆6 = 𝑆5 + (𝑞р’ + 𝑞л + 𝑞гр) ∙ 𝜔 ∙ 𝐿1 + (𝑞л + 𝑞гр) ∙ 𝐻=
=1278+(200+36,5+813) ⸱0,03⸱30+(36,5+813) ⸱3=4471 Н
При определении натяжения в точке 1 обход ведем против хода конвейера, поэтому второй член взят со знаком минус, а третий со знаком
плюс.
𝑆1 = 𝑆2 – (𝑞р’’ + 𝑞л) ∙ 𝜔 ∙ 𝐿1 + 𝑞л ∙ 𝐻 =
=750 – (38,3+36,5) ⸱0,03⸱30+36,5⸱3=792 Н
𝑆𝑚𝑎𝑥 =4471 Н