

Конструкторский раздел
Общие сведения и виды ленточных транспортеров
Ленточный транспортер непрерывного действия, рабочим органом которого является бесконечная лента, натянутая на барабаны. Один из барабанов, приводит ее в движение, а другой натягивает, во избежание провисания ленты по ее периметру установлены ролики. Приводной барабан приводится в движение электродвигателем через различные передачи в редукторе [10].
Ленточный транспортер, предназначенный для перемещения муки, состоит из следующих элементов:
1. Лента, является основным тяговым органом транспортера.
2. Рама, на ней крепятся роликоопоры, которые поддерживают несущую и обратную сторону ленты.
3. Барабаны, один контролирует натяжение ленты, а другой приводит ее в движение.
4. Привод, передает требуемое количество энергии и приводит барабан в движение.
5. Загрузочные воронки используют для подачи продукта.
Применение транспортеров очень обширное, их используют для перемещения твердых, сыпучих, аморфных грузов, как на малые, так и на большие расстояния в несколько десятков метров.
За все время использования транспортеров инженерам удалось разработать достаточно большое количество моделей. Их применяют непосредственно как отдельные машины, так и внедряют в производственную линию.
Из конструктивных элементов рабочего органа различают следующие виды транспортеров:
- прямые;
- желобчатые;
- наклонные;
- смешанного типа;
- поворотные.
Принцип действия ленточного транспортера
Задача ленточного транспортера доставить груз (насыпной или штучный) с места его загрузки до места разгрузки [11].
Груз на ленте размещается равномерно или через определенные промежутки. В данном случае происходит перевозка мучной смеси равномерно, во избежание просыпания продукта предусмотрены ограждения. Для загрузки смеси имеется загрузочная воронка.
Конвейер имеет две одновременно перемещаемых ветки: рабочую и холостую.
Виды лент и их составляющие
Лента является самой дорогой составляющей ленточного транспортера и от ее работы напрямую зависит экономический успех предприятия.
Среди многообразия существующих лент, выделяют такие виды как:
− ленты общего назначения – для сыпучих грузов.
− ленты специальные – для специальных условий эксплуатации (большой температуры, агрессивной среды, пожароопасные грузы, с крутым углом наклона и т.д.)
В зависимости от продукта, который транспортирует конвейер, выбирается лента и ее физико-химические свойства.
В зависимости от типа производства лента бывает двух видов: Первый вид самый распространенный вид — это резинотканевая лента.
Она состоит из резинотканевого каркаса, рабочей и не рабочей обкладки. Основа ленты состоит из специальной ткани синтетической или натуральной упрочненная специальными пропитками.
Второй вид – резинотросовая лента, состоящая из скрытых в резине стальных тросов. Данный вид очень прочный и позволяет транспортировать достаточно большие грузы на дальние расстояния.
В природе встречаются транспортеры и с другими различными видами лент: брезентовыми, сетчатыми, пищевыми и пластиковыми – но такие ленты применяются гораздо реже.
Резинотканевая лента может обладать различными свойствами в зависимости от угла наклона, скорости и принципа загрузки.
− на гладкой ленте транспортируют обычно штучные грузы.
− лента, которая имеет рифления, предназначена для перемещения сыпучих грузов.
− ленты, на которых расположены поперечные перегородки до 200 мм, могут перемещать груз под углом наклона 35 – 40°.
В зависимости от условий эксплуатации ленты выбирается число прокладок. Лента, с большей прочностью состоящая из 6 слоев имеет толщину до 17 мм.
На производствах чаще всего используют резинотканевую ленту, она имеет ряд преимуществ – гибкость, эластичность и прочность.
Устройство резинотканевой транспортерной ленты по ГОСТ 20 – 85:
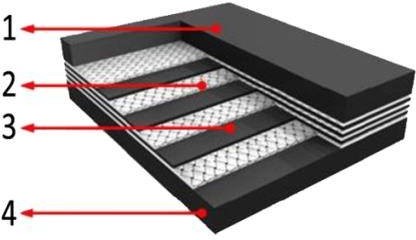
Рисунок 2.1 – устройство резинотканевой ленты:
1 – рабочий резиновый слой;
2– тканевая прокладка; 3 – резиновый адгезирующий слой; 4 – нерабочий резиновый слой
Рассмотрим 4 основных типа производимых лент:
−первый тип – для тяжелых и очень тяжелых условий эксплуатации. В состав таких лент под рабочую обкладку добавляют защитную брекерную прокладку из высокопрочной ткани, которая защищает ленту от пробоя.
−второй тип – для средних условий эксплуатации, многопрокладочные с резиновой обкладкой с двух сторон и резиновыми бортами (более распространенные ленты).
−тип три и четыре – для легких условий эксплуатации, многопрокладочные с односторонней (тип 3) или двусторонней резиновой обкладкой (тип 4) и нарезными бортами.
Резинотканевым лентам можно придать различную форму в виде лотка или желоба за счет специальных конструкций роликов, что увеличивает площадь насыпаемого груза. Но не стоит забывать о существующем угле желобчатости, который не дает повредить ленту, если же превысить угол, то ленту может деформировать или выгнуть.
Образование бортов ленты происходит после прохождения хвостового барабана, при входе в зону загрузки. Расстояние от барабана до первой желобчатой роликоопоры называется переходной зоной (рисунок 2.2). В этой зоне установлены переходные роликоопоры, которые постепенно загибают ленту образуя желоб. В ходе перехода от плоского состояния к желобчатому, образуется большое натяжение ленты по бокам, что может привести к разрыву ленты в месте ее стыка.
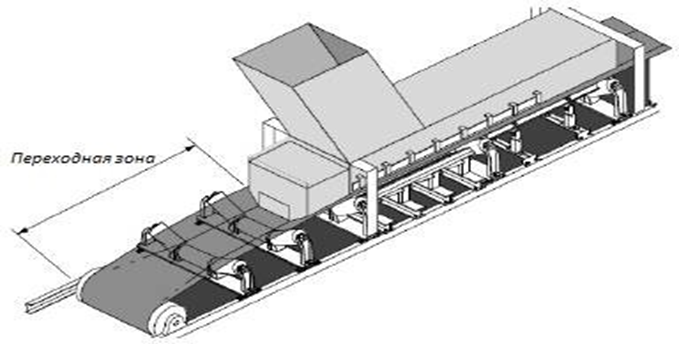
Рисунок 2.2 – Переходная зона ленточного транспортера
Углы желобчатости установлены стандартами и бывают различными в зависимости от производства. Самый распространенный и часто используемый угол 20°, но также бывают 30° и 40°.