

2.6.1 Расчет шпоночных соединений
Для
передачи вращающего момента между
зубчатыми колесами, чашечками полумуфт
и валами применим призматические шпонки.
Сечение шпонки
 ,
,
 и
и
 выбираем
по ГОСТу 23360-78 в зависимости от диаметра
вала. Шпонки изготавливаем из стали 45,
[σсм]
= 80…100 Мпа (стр.91[4]).
выбираем
по ГОСТу 23360-78 в зависимости от диаметра
вала. Шпонки изготавливаем из стали 45,
[σсм]
= 80…100 Мпа (стр.91[4]).
Расчетная длина шпонки:
 .
.
где Т— вращающий момент на валу, Нм; d — диаметр вала, мм; h — высота шпонки, мм; t1 — глубина паза вала, мм; l=lР + b — полная длина шпонки, мм; b — ширина шпонки, мм.
Длину шпонки l округляем до ближайшего стандартного значения lстанд по ГОСТу. Исходные данные и результаты расчета сводим в таблицу 2.3.
Таблица 2.3 – Исходные данные и результаты расчета шпонок
Вал |
d, |
|
, |
, |
T, |
lр, |
l, |
lстанд, |
σсм |
|
|
мм |
|
мм |
мм |
Нм |
мм |
мм |
мм |
Мпа |
|
1 |
35 |
10х8 |
5,0 |
3,3 |
46,61 |
11,1 |
21,1 |
22 |
80 |
|
2 |
38 |
10х9 |
5,5 |
3,8 |
166 |
27,7 |
37,7 |
36 |
90 |
|
3 |
42 |
12х11 |
7 |
4,4 |
435,7 |
51,9 |
63,9 |
63 |
100 |
|
|
48 |
14х12 |
7,5 |
4,8 |
435,7 |
40,3 |
54,3 |
56 |
100 |
|

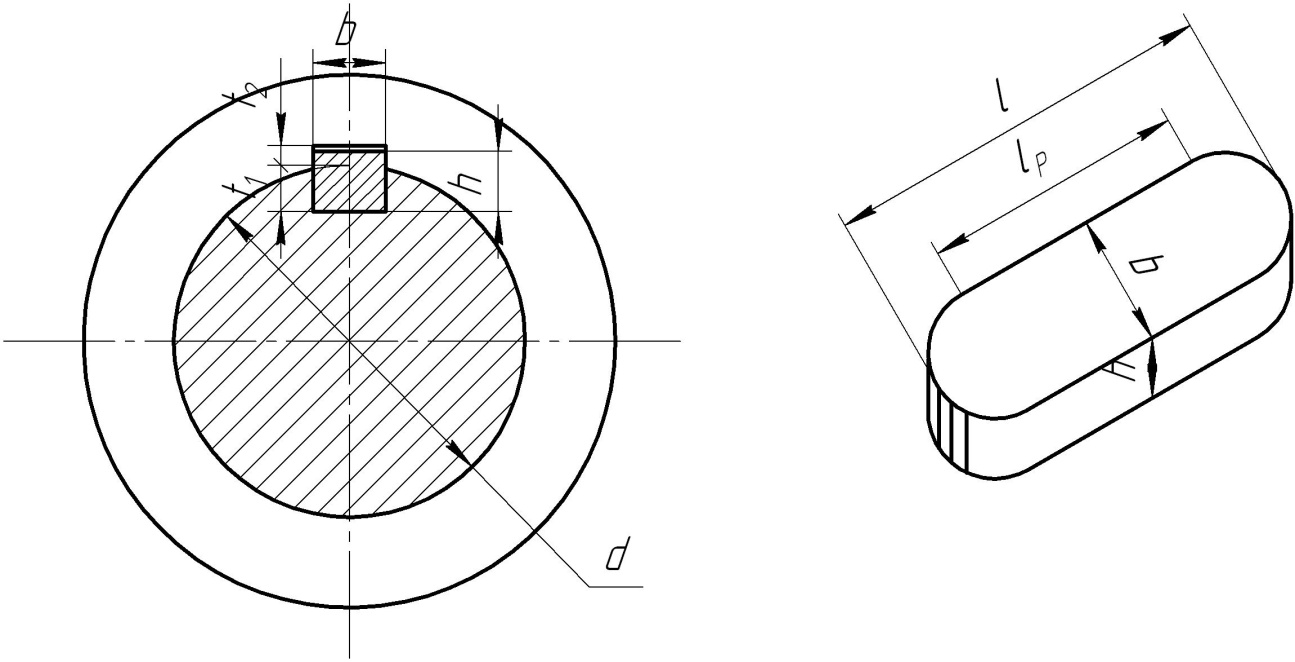
Рисунок 2.32 – Эскиз сечения шпоночного соединения и шпонки
2.6.2 Смазка зацеплений и подшипников
Средняя скорость в зацеплении:

где
 и
и
 — скорости в зацеплениях быстроходной
и тихоходной ступеней привода.
— скорости в зацеплениях быстроходной
и тихоходной ступеней привода.

Кинематическая
вязкость масла для смазки зубчатых
зацеплений по
 =1,48
м/с при t
< 100°C
из
таблицы
8.32 [4]
назначаем смазочный материал вязкостью
118 мм2/с.
=1,48
м/с при t
< 100°C
из
таблицы
8.32 [4]
назначаем смазочный материал вязкостью
118 мм2/с.
Смазочный материал:
По таблице 8.34 [4] и вязкости материала, принимаем смазочный материал Н-100А ГОСТ 20799-75.
Объём смазочного материала:

С учетом действительных размеров внутренней полости редуктора и глубины погружения колеса на 1/3 радиуса по внешнему диаметру, то

Здесь а, b – соответственно ширина, длина внутренней полости основания редуктора, измеренная из чертежа; h – высота слоя смазочного материала, с учетом погружения тихоходного колеса на 1/3 радиуса.
Смазка подшипников:
Так как =2,05 м/с, что < 3,5 м/с, то подшипники смазываются пластичным смазочным материалом от внутренней полости редуктора и закрываются от нее мазеудерживающими кольцами.
При температуре эксплуатации от -20˚С до +65˚С широко используется солидол жировой УС-2, ГОСТ 1033-79, который и назначаем для смазывания подшипников.
2.6.3 Описания процесса сборки, разборки и регулировки редуктора и привода в целом
Сборка редуктора.
В входной вал устанавливаются шпонка, шестерня, мазеудерживающие кольца и напрессовываются подшипники.
В промежуточный вал закладывается шпонка и напрессовывается зубчатое колесо, устанавливается дистанционная втулка, закладываются шпонки в пазы и напрессовываются шестерни до упора в бурт и дистанционную втулку, затем устанавливаются мазеудерживающие кольца и напрессовываются подшипники.
В выходной вал закладываются шпонки, напрессовываются зубчатые колеса, устанавливаются мазеудерживающие кольца и напрессовываются подшипники.
Собранные валы устанавливаем в корпус редуктора в соответствие со сборочным чертежом. Все валы должны свободно проворачиваться от руки без ощущения заедания.
Устанавливается на корпус редуктора крышку, с предварительно установленными штифтами и обработанными фланцами корпуса и крышки герметикам, и затягиваются по периметру болты крепления.
Ставятся крышки подшипников с комплектом металлических прокладок для регулировки, между подшипниками и крышками устанавливаются нажимные шайбы. Где необходимо, надевают сквозные крышки с запрессованными в них манжетами.
Вворачивается в крышку редуктора два рым-болта.
Вворачивается пробка с прокладкой в отверстие для слива масла и жезловой масло указатель.
Заливаем в редуктор масло, и закрываем смотровое отверстие крышкой с прокладкой из технического картона, закрепляем крышку болтами.
Собранный редуктор обкатываем и подвергаем испытанию на стенде по программе, установленной техническими условиями.
Редуктор устанавливается на раму и прикручивается к ней фундаментными болтами.
На раму устанавливается электродвигатель с муфтой соединительной.
Разборку редуктора осуществляем в последовательности, обратной сборке, слив предварительно масло.
Всю работу по сборки и разборки редуктора производить в соответствии со сборочным чертежом.
Выводы: при выполнении конструкторского раздела рассмотрены виды ленточных транспортеров, типы лент и их изготовление. Подробно рассмотрена конструкция желобчатого ленточного транспортера, в том числе проведены расчеты ветвей транспортера, подобран электродвигатель для приводной станции. Проведены прочностные и проверочные расчеты передачей редуктора, по результатам проведенной работы построена трехмерная модель транспортера и его приводной станции.