

Лабораторная работа №4 Измерение шероховатости поверхностей деталей машин
Цель работы: Научиться нормировать и измерять шероховатость поверхностей деталей машин.
Используемый инструмент:
1. Штангенциркуль ШЦ I– 120 – 0,1 ГОСТ 166 - 80
2. Профилометр МОД 253 ГОСТ 19299 – 73
Нормирование

Стандартная величина шероховатости указывается на всех поверхностях изготовляемой детали. При выборе стандартного значения шероховатости, производится сначала предварительный расчет с учетом того, что значение шереховатости составляет 5% от допуска на поверхность.
Rа = Тх5/100
Затем по таблицам выбираем стандартное значение шероховатости, ближайшее к расчетному.

|
класс 5 |
класс 6 |
Только стандартные значения шероховатости записываются на чертежах.
|
2. Контроль с помощью образцов шероховатости.
Вывод о годности:
|
3. Контроль с помощью профилометра.
Вывод о годности: |
4. Чтение профилограммы №
ВУ = 20000 – вертикальное увеличение;
ГУ = 200 – горизонтальное увеличение;
l= 0,25 мм – базовая длина.
![]()
1) Среднеарифметическое отклонение профиля

2) Высота неровностей по десяти точкам

3) Максимальная высота неровностей
![]()
4) Средний шаг неровностей профиля

5) Средний шаг местных выступов

6) Относительная опорная длина профиля на уровне р
![]()
Лабораторная работа № 5 Измерение отклонений формы и расположения поверхностей деталей машин
Цель работы: научиться измерять отклонения формы и расположения поверхностей деталей машин.
Используемый инструмент:
Штангенциркуль ШЦ – III– 160 – 0,05 ГОСТ 165-80
Микрометр МК – 25 ГОСТ 6507 - 78
Нутромер НИ ГОСТ 9277 - 75
4. Индикаторы часового типа ИЧ – 10 – 0,01 ГОСТ 577 – 68
Допуски формы и расположения можно разбить на 3 группы:
1. Группа допусков исключений (Ти) - допуск составляет 0,3 от допуска на гладкое цилиндрическое соединение (допуск круглости, цилиндричности и допуск профиля продольного сечения)
2. Группа допусков форм Тф - допуск составляет 0,6 от допуска на гладкое цилиндрическое соединение
3. Группа допусков расположений Тр - допуск составляет 1,2 от допуска на гладкое цилиндрическое соединение
При нормировании допусков форм и расположений необходимо сначала произвести расчет по формулам
Ти = 0,3 Т
Тф = 0,6 Т
Тр = 1,2 Т
соответственно каждой группе. Затем по таблицам выбирается стандартное значение, ближайшее к расчетному.
Нормирование и измерение полного радиального биения ( допуск расположения)
|
Расчетное значение
Стандартное значение
|
Схема замера
Измеренное значение
|


Вывод о годности:
Нормирование и измерение суммарного допуска плоскостности и параллельности (допуск формы)
|
Расчетное значение
Стандартное значение
|
Схема замера
Измеренное значение
(см. табл. 17) |
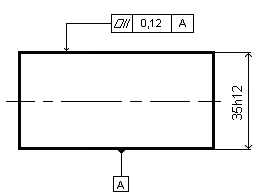

Вывод о годности:
Нормирование и измерение позиционного допуска
|
k– позиционный коэффициент,
Минимальный зазор Smin=Dmin–Dсэ Dсэ – диаметр соединяющего элемента В данном случае болт с метрической резьбой М9 имеет наружный диаметр Dсэ = 9 мм.
|
|
|
Схема замера
|
Di = ∆Di + Dmin ; где Dmin = 10 мм ; ∆D – отклонение от номинального размера ∆D1
=
∆D2= ∆D3
= ∆D4
= |
 под
М9
под
М9

|
Вывод о годности:
Измерение зависимого допуска соосности
|
|
Схема замера
|
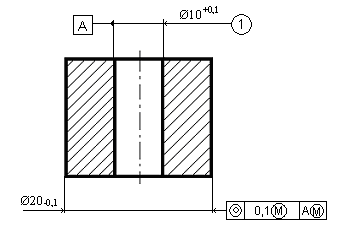

Так как при изготовлении отверстия производится настройка на минимальный диаметр изготовления, то Dmin= 10 мм.
А при изготовлении валов настройка осуществляется на максимальный диаметр изготовляемой детали, то Dmax = 20 мм
Зависимый допуск определяется по формуле:
Тзав = Т © + S1+S2
Где Т© - независимый допуск, определяемый как допуск соосности в радиальном или диаметральном значениях. Зависимый допуск на чертежах обозначается буквой М, обведенная окружностью. Значок зависимого допуска может стоять около базы, или около независимого допуска, или сразу в и там и там (как показано в примере лабораторной работы). Каждой буквеМсоответствует свой зазор. Если букваМстоит только около указания базы, то зазор считается для размера, где стоит база. Если букваМстоит около независимого допуска, то расчет ведется для размера, около которого база не указана. Если букваМстоит в обоих местах, то производится расчет двух зазоров.
S – зазор между диаметром изготовленной детали и максимальными (минимальными) размерами.
Зазор для валов вычисляется:
S1= Dmax – Dизм
Зазор для отверстий определяется:
S2 = Dизм – Dmin;
Тзав = Т © + S1+S2
Вывод о годности: