

Химический состав в % материала Ст3 гост 1050 - 88
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
As |
0.07 - 0.14 |
0.17 - 0.37 |
0.35 - 0.65 |
до 0.3 |
до 0.04 |
до 0.035 |
до 0.15 |
до 0.3 |
до 0.08 |
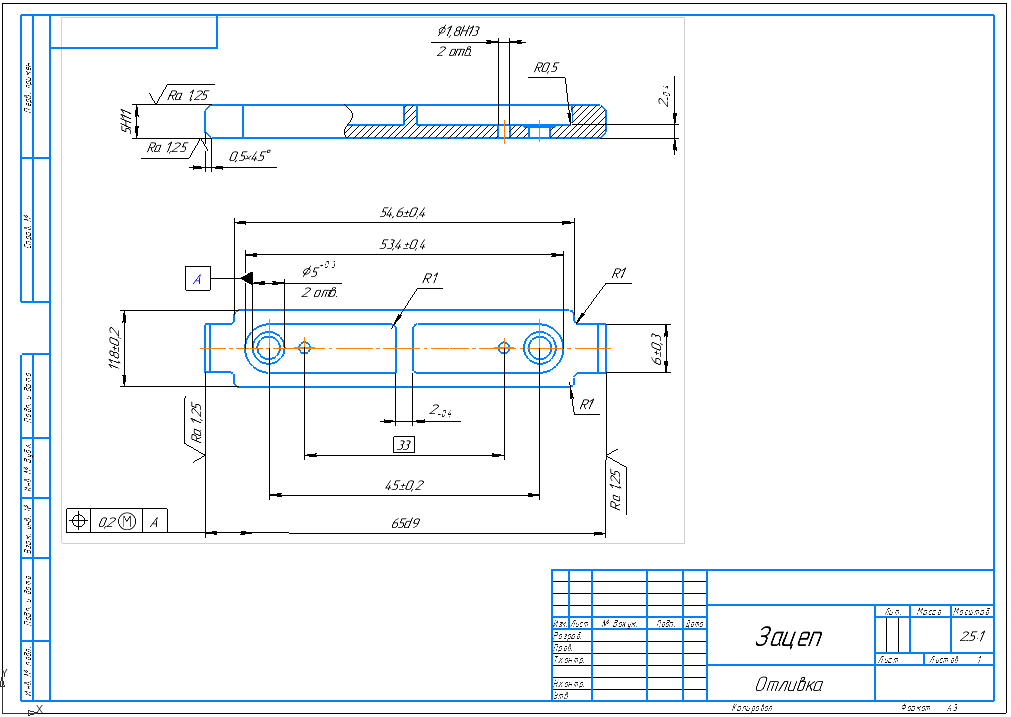
4.Чертеж детали «Зацеп»
4. Анализ заводского технологического процесса.
При запуске материала в производство руководствоваться СО 447-2017, перечнем проверки материалов 02021.25300.30449.
Порядок проведения входного контроля согласно СТО 484-2016. Контроль состояния всех видов средств измерения производить согласно СТП 436-2007.
Проверка оборудования на технологическую точность производить в соответствии с СТП 472-2011.
Транспортирование, слесарно-сборочные и контрольные операции производить в перчатках вязаных технического назначения ТУ 17 РСФСР 21.1-178-5975-90.
Маршрут и структура технологического процесса соответствует типовому технологическому процессу изготовления детали. Конструкторские и технологические базы верны. Оборудование выбрано верно, т.е. оно загружено по времени и мощности, и его технологические возможности используются по назначению. Режущий инструмент соответствует заданной обработке для каждой операции технологического процесса.
5 Расчет режимов резания для фрезерной операции
5.1 Требуется сверлить отверстие ∅30 на проход (Фреза R200-015A20-10M) [2].
Определить глубину резания

t-глубина резания, мм
D-диаметр сверла, мм;
Выбор подачи:[карта Т-1, стр.13], формула [1]:


где S – оборотная подача, мм
C – коэффициент[карта Т-2, стр.22]
D - диаметр сверла, мм
Вычисление скорости резания (2):

где C – коэффициент[карта Т-2, стр.22]
Т- стойкость сверла[карта Т-3, стр.26]
D – диаметр сверла, мм;
S – оборотная подача, мм/об;
z, m, x, y, n1 – показатели степени[карта Т-4, стр.29]
Вычисление сил и момента резания [3] и [4]:




Расчет
мощности резания[5]:

где M – момент резания, Н·мм;
n – частота вращения сверла или детали, об/мин;
ν – скорость резания, м/мин;
D –диаметр сверла,мм
5.2.Рассверлить отверстие ø15 до ø25 на проход
(сверло 2301-0087 ГОСТ 10902-77)
Определить глубину резания:

t - глубина резания, мм;
D – диаметр сверла, мм;
d– диаметр рассверливаемого отверстия, мм.
Выбор подачи: по формуле 1

Вычисление скорости резания по формуле 2:

Вычисление силы и момента резания по формуле 3 и 4:


Расчет мощности резания формула 5:


5.3.Рассточить отверстие ø25 до ø32(резец 2140-0004 Т15К6 ГОСТ 1882-73).
Выбор подачи будем осуществлять с помощью карты Т-6, стр. 38
Глубина резания t = 2мм, подача S = 1мм/об
Определение стойкости резцов:
Определяем тоже с помощью карты Т-3, стр.26
С тойкость
резца T
= 35мм
тойкость
резца T
= 35мм
Вычисление скорости резания формула 2:
 м/с
м/с
Вычисление силы резания формула 3:


 H
H
Расчет мощности резания формула 5:


5.4.Рассточить отверстие ø32 до ø33,5, выдерживая размер 14±0,5(резец 2141-0002 Т15К6 ГОСТ 18883).
Выбор подачи:
Выбор подачи будем осуществлять с помощью карта Т-6, стр.38
Глубина резания t = 2мм; подача S = 1 мм/об;
Стойкость резца карта Т-3, стр. 26
T = 35 мм Вычисление скорости резания формула 2:
Вычисление силы резания формула 3:
H
Расчет мощности резания формула 5:


5.5.Обточить поверхность до ø38,4 на длину 44(резец 2100-0007 Т15К6 ГОСТ 18878-73)
Выбор подачи:
Выбор подачи будем осуществлять с помощью карты Т-6, стр.38
Глубина резания t = 3 мм; подача S = 0,5 мм/об;
Стойкость резца карта Т-3, стр. 26
T = 40 мм; Вычисление скорости резания формула 2:

Вычисление
силы резания формула 3:


 =120.38
H
=120.38
H
Расчет мощности резания формула 5:


6 Нормирование операции обработки резанием
6.1 Расчет основного и вспомогательного времени
6.1.1 Сверлить отверстие ø15
Расчёт основного технологического времени, мин, - время, затраченное на сверлениe (3):
 ,
,
где
 –
длина рабочего хода, мм; s
– подача, мм/об; n
– частота вращения шпинделя, мин-1;
–
длина рабочего хода, мм; s
– подача, мм/об; n
– частота вращения шпинделя, мин-1;
 ,
,
где
 – длина резания, мм;
– длина резания, мм;
 – длина врезания и перебега инструмента,
мм;
– длина врезания и перебега инструмента,
мм;
 – дополнительная длина хода, мм.
– дополнительная длина хода, мм.

 [карта
Т-1, 5];
[карта
Т-1, 5];


Расчёт вспомогательного времени Тв, мин.
 ,
,
Где - время на установку, закрепления,
раскрепления и снятия детали;
- время на установку, закрепления,
раскрепления и снятия детали;
 -
время на управления станком.
-
время на управления станком.
 [карта
4.6.2, карта 4.7.1, карта 4.8.10, карта 4.8.12, 4];
[карта
4.6.2, карта 4.7.1, карта 4.8.10, карта 4.8.12, 4];
 [карта
4.9.8, карта 4.9.3, карта 4.9.4, 4];
[карта
4.9.8, карта 4.9.3, карта 4.9.4, 4];

6.1.2 Рассверлить отверстие ø15 до ø25
Расчёт основного технологического времени, мин, - время, затраченное на рассверливание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
[карта Т-1, 5];
Расчёт вспомогательного времени Тв, мин.
 ,
,
Где
- время на управления станком;
 - время на измерения детали.
- время на измерения детали.
 [карта
4.9.8, карта 4.9.3, карта 4.9.4, 4];
[карта
4.9.8, карта 4.9.3, карта 4.9.4, 4];
 [карта
4.10.1, 4];
[карта
4.10.1, 4];

6.1.3 Расточить отверстие ø25 до ø32
Расчёт основного технологического времени, мин, - время, затраченное на резание:
 ,
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
 [карта
Т-1, 4];
[карта
Т-1, 4];


Расчёт вспомогательного времени Тв, мин.
,
Где - время на управления станком; - время на измерения детали.
 [карта
4.9.8, карта 4.9.3, карта 4.9.4, 4];
[карта
4.9.8, карта 4.9.3, карта 4.9.4, 4];
 [карта
4.10.24, 4];
[карта
4.10.24, 4];

6.1.4 Рассточить отверстие ø32 до ø33,5
Расчёт основного технологического времени, мин, - время, затраченное на резание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
 [карта
Т-1, 4];
[карта
Т-1, 4];

Расчёт вспомогательного времени Тв, мин.
,
Где - время на управления станком; - время на измерения детали.
 [карта
4.9.8, карта 4.9.3, карта 4.9.4, 4];
[карта
4.9.8, карта 4.9.3, карта 4.9.4, 4];
 [карта
4.10.24, 4];
[карта
4.10.24, 4];

6.1.5 Обточить поверхность ø38,4
Расчёт основного технологического времени, мин, - время, затраченное на обтачивание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
 [карта
Т-1, 3];
[карта
Т-1, 3];


Расчёт вспомогательного времени Тв, мин.
,
Где - время на управления станком; - время на измерения детали.
 [карта
4.9.8, карта 4.9.3, карта 4.9.4, 3];
[карта
4.9.8, карта 4.9.3, карта 4.9.4, 3];
 [карта
4.10.24, 4];
[карта
4.10.24, 4];


6.2
Расчет

Определение времени на техническое обслуживание рабочего места
 ,
,
Где -
основное время на операцию, мин;
-
основное время на операцию, мин;
 – время
на смену инструмента и подналадку
станка, мин;
– время
на смену инструмента и подналадку
станка, мин;
T– периода стойкости, мин.
 ,
, [карта
4.12.1, 3];T
[карта
4.12.1, 3];T
Определение времени на организационное обслуживание рабочего места

Где - основное время на операцию, мин;
 -
вспомогательное время на операцию, мин;
-
вспомогательное время на операцию, мин;
 -
время на организационное обслуживание
рабочего места, мин.
-
время на организационное обслуживание
рабочего места, мин.
 ;
;
 [карта
4.13.1, 3]
[карта
4.13.1, 3]

Определение времени на отдых и личные потребности
Где - основное время на операцию, мин;
- вспомогательное время на операцию, мин;
 -
время на отдых и личные потребности,
мин.
-
время на отдых и личные потребности,
мин.
;
 [карта
4.14.1, 4]
[карта
4.14.1, 4]

6.3 Расчет штучного времени

Подставляем полученные данные в формулу:
