

2.6 Нормирование операций технологического процесса
2.6.1. Нормирование операции 015 – Токарная с чпу (черн).
Определяем основное время на обработку поверхностей
![]()
где l – длинна обрабатываемой поверхности,
l1 – величина врезания и перебега инструмента [6, с.204]
l1=3…5мм
i - количество проходов.
 мин.
мин.
Определяем вспомогательное время:

где tуст – время на установку и снятие детали [9, с.56]
tуст=0,22 мин.
tмв – машинное время [3, с.605]
tмв=0,21 мин.
 мин.
мин.
Определяем оперативное время

Определяем штучное время

где tобс – время на обслуживание рабочего места и личные потребности [3, с.605]
tобс=10%
 мин.
мин.
Определяем подготовительно-заключительное время [3, с.605]
Тпз=17мин.
2.6.2 Нормирование операции 040 – Фрезерная с чпу
Определение основного времени.
При обработке паза:

где L – длина паза, L = 92 мм;
D – диаметр фрезы, D = 22 мм;
l = 0,5 ÷ 1 мм, принимаем l = 1 мм;
і – количество проходов і = 9/0,5 =18.
 мин.
мин.
Определение вспомогательного времени.
Тд. = Тд.в. + Тм.д. + Тд.в., мин.
где Тд.в. – вспомогательное время на установку и снятие детали, мин.;
Тд.в. = 0,15 мин. [8,с.33,к.2]
Тм.д. – машинно-вспомогательное время, мин.
На одновременное перемещения стола станка по осям X, Y, Z:
- ускоренное при наружной обработке – 0,04 · 5 = 0,20 мин.; [3,с.607,табл.12];
- установочное подвода инструмента – 0,1 · 1 = 0,10 мин.; [3,с.607,табл.12];
- установка частоты вращения – 0,08 мин. [3,с.608,табл.12].
Тм.д. = 0,15 + 0,10 + 0,08 = 0,38 мин.,
Тд.в – вспомогательное время на измерение, мин.
Тд.в = 0,10 + 0,10 + 0,9 = 0,29 мин, [8,с.185,к.86]
Время на измерение меньше, чем основное время а операцию, следовательно его в расчетах не учитываем.
Вспомогательное время на операцию:
Тд. = 0,15 + 0,38 = 0,53 мин.
Оперативное время :
Топ = То + Тдоп = 11 + 0,53 = 11,53 мин.
Штучное время:
мин.
где α – процент от оперативного времени, α = 12 % [3,с.608,табл.12]
 мин.
мин.
Определение подготовительно-заключительного времени.
Тп-з = Тп-з1 + Тп-з2, мин.,
где Тп-з1 = 12 мин., [3,с.607,табл.12]
Тп-з2 = 7 + 7 + 2 = 16 мин, [3,с.608,табл.12]
Тп-з = 12 + 16 = 28 мин..
2.7 Проектирование управляющей программы для обработки детали на станках с программным управлением
Разработку управляющей программы осуществляем для операции 040 Фрезерная с ЧПУ. Обработка осуществляется на универсальном фрезерном станке с ЧПУ модели 6Р13Ф3-37 с СЧПУ “2С85-63”.
Режущий инструмент, технологические команды и координаты перемещения инструмента приведены в таблице 2.5. Циклограмма движения инструментов приведена на рисунке 2.8.
Текст УП на специальном бланке находится в приложениях (Приложение А).
Таблица 2.5. Технологические команды и координаты перемещения инструмента
№ поз |
Координаты |
Координаты |
||||
X, мм |
Y, мм |
Z, мм |
X, имп |
Y, имп |
Z, имп |
|
0 |
100 |
0 |
100 |
100000 |
000000 |
10000 |
1 |
57 |
0 |
100 |
057000 |
000000 |
10000 |
2 |
57 |
0 |
42 |
057000 |
000000 |
4200 |
3 |
57 |
0 |
31 |
057000 |
000000 |
3100 |
4 |
149 |
0 |
31 |
149000 |
000000 |
3100 |
5 |
149 |
0 |
42 |
149000 |
000000 |
4200 |
6 |
149 |
0 |
100 |
149000 |
000000 |
10000 |
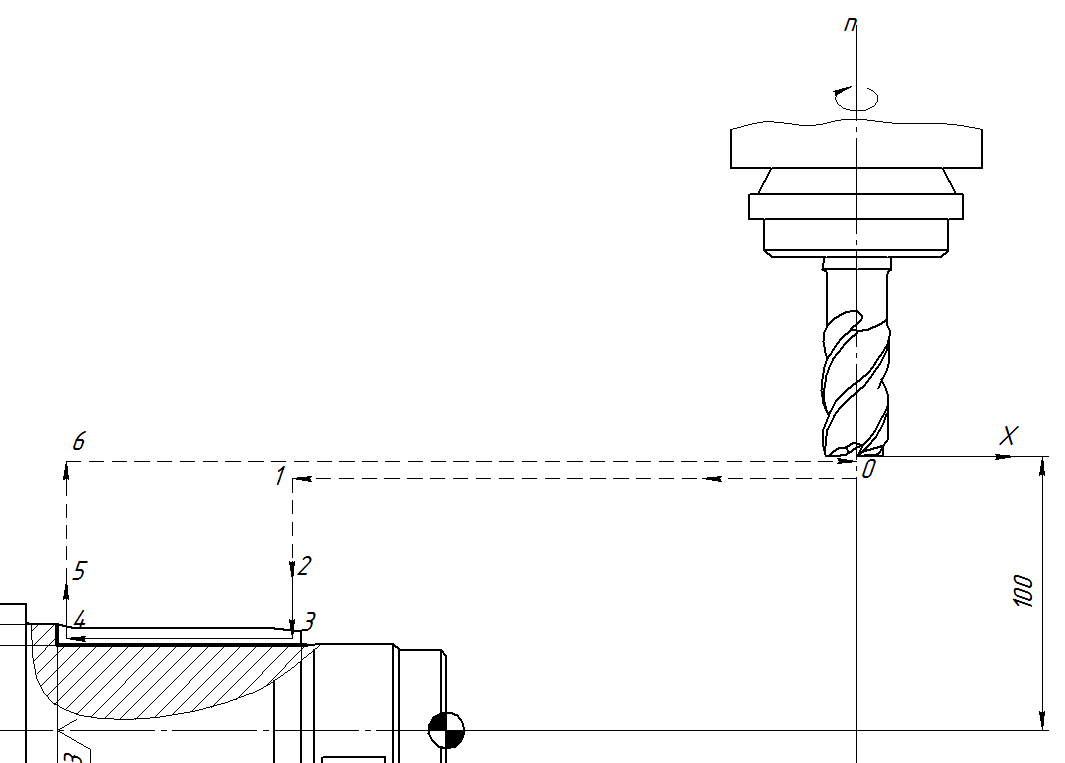
Рисунок 2.8. Циклограмма движения инструмента
Вывод
В ходе выполнения курсового проекта был разработан технологический процесс обработки детали «Вал №1». На основании чертежа детали был произведен анализ технологичности детали, рассчитаны параметры заготовки, составлен маршрутный процесс обработки детали, выбраны припуски на обработку детали. Был осуществлен выбор оборудования, режущего и вспомогательного инструмента. Приведены характеристики зубофрезерного станка модели 53А30.
Были проведены расчеты режимов резания и норм времени. В пояснительной записке подробно изложены расчеты для операций 015 – токарная с ЧПУ (черновая) и 040 – фрезерная с ЧПУ, режимы резания и нормы времени для остальных операций приведены в технологическом процессе обработки детали.
Была составлена управляющая программа для операции 040 – фрезерная с ЧПУ. Бланк с управляющей программой приведен в приложениях.
Список использованных источников
1. Сысоев, С.К. Технология машиностроения. Проектирование техноло-гических процессов [Электронный ресурс]: учебное пособие / С.К. Сысоев, А.С. Сысоев, В.А. Левко. - Электрон, дан. - Санкт-Петербург: Лань, 2016. - 352 с.
2. Основы технологии машиностроения: учебник для вузов/ В. А. Рогов. 2-е изд., испр. и доп. М.: Издательство Юрайт, 2017. - 351 с.
3. Маталин, А.А. Технология машиностроения [Электронный ресурс]: учебник / А.А. Маталин. - Электрон, дан. - Санкт-Петербург: Лань, 2016. - 512 с.
4. Мельников, А.С. Научные основы технологии машиностроения [Элек¬тронный ресурс]: 2018-07-12 / А.С. Мельников, М.А. Тамаркин, Э.Э. Тищенко,
A. И. Азарова; Под общ. ред. А.С. Мельникова. - Электрон, дан. - Санкт- Петербург: Лань, 2018. - 420 с.
5. Бочкарев, П.Ю. Оценка производственной технологичности деталей [Электронный ресурс]: учебное пособие / П.Ю. Бочкарев, Л.Г. Бокова. - Элек-трон. дан. - Санкт-Петербург: Лань, 2017. - 132 с.
6. Звонцов, И.Ф. Разработка технологических процессов изготовления де¬талей общего и специального машиностроения [Электронный ресурс]: учеб, по¬собие / И.Ф. Звонцов, К.М. Иванов, П.П. Серебреницкий. - Электрон, дан. - Санкт-Петербург: Лань, 2018. - 696 с.
7. Должиков, В.П. Разработка технологических процессов механообра-ботки в мелкосерийном производстве [Электронный ресурс]: учебное пособие /
B. П. Должиков. - Электрон, дан. - Санкт-Петербург: Лань, 2016. - 328 с.
8. Зубарев, Ю.М. Методы получения заготовок в машиностроении и рас¬чет припусков на их обработку [Электронный ресурс]: учебное пособие / Ю.М. Зубарев. - Электрон, дан. - Санкт-Петербург: Лань, 2016. - 256 с.
9. Тимирязев, В.А. Проектирование технологических процессов машино¬строительных производств [Электронный ресурс]: учебник / В.А. Тимирязев, А.Г. Схиртладзе, Н.П. Солнышкин, С.И. Дмитриев. - Электрон, дан. - Санкт- Петербург: Лань, 2014. - 384 с.
10. Пухаренко, Ю.В. Механическая обработка конструкционных мате¬риалов. Курсовое и дипломное проектирование [Электронный ресурс]: учебное пособие / Ю.В. Пухаренко, В.А. Норин. - Электрон, дан. - Санкт-Петербург: Лань, 2018. - 240 с.