2.5.1 Выбор метода получения заготовки
Для определения возможных методов получения заготовки определяем коды показателей:
для стали марки 10ХНДП определяем код материала – 6;
определяем код конструктивной формы – 9;
определяем: для заготовок, полученных отливкой при программе
выпуска 900 шт. и массе 13,71 кг. код серийности производства – 3;
определяем код массы заготовки – 5.
Определяем коды возможных способов получения заготовки для данной детали: 7…9.
К числу возможных способов получения заготовки относятся:
7 – штамповка на молотах и прессах (Кв.т. = 0,8);
8 – штамповка на горизонтально-ковочных машинах (Кв.т. = 0,85);
9 – свободная ковка (Кв.т. = 0,6);
Так как анализировать шесть возможных варианта нецелесообразно, то по рекомендациям литературы [8], выбираем следующий вариант получения заготовок: заготовка, полученная штамповкой на молотах и прессах;
2.5.2 Назначение припусков и допусков и определение исполнительных размеров заготовки
При проектировании поковки будем пользоваться рекомендациями ГОСТ 7505-89. Расчетную массу поковки (GП.Р.) определяем по формуле: GП.Р.= GД xKP. Расчетный коэффициент устанавливается в соответствии с приложением 3 (табл.20) ГОСТ 7505-89.
КР: для корпуса рекомендовано КР = 1,3-1,7; принимаем 1,7. Тогда GП.Р.
= 13,71x1,7 = 23,3 (кг).
Для штамповки на молотах и прессах, рекомендуются классы точности Т4 - Т5, по приложению 1 (табл.19) ГОСТ 7505-89; принимаем класс размерной точности Т4.
Для массовой доля углерода <0,35% по таблице 1 ГОСТ 7505-89 принимаем группу стали М1.
Степень сложности поковки устанавливается по приложению 2 ГОСТ
7505-89
Габаритные размеры детали: длина L = 210; высота h = 73; описывающая поковку фигура – параллелепипед.
Для расчета объема параллелепипеда размеры детали умножаем на 1,05:
210 × 1,05 = 220,5 (мм) = 22,05 (см);
73 х 1,05 = 76,65 (мм) = 7,67 (см).
Объем описывающего поковку параллелепипеда находим по формуле:
Уф = (π× L2 / 4) × h = (π × 22,652 / 4) × 7,67 = 2927 (см3).
Умножая значение плотности стали 7,85 на объем параллелепипеда, получим массу описывающей фигуры (G<j,):
Gф = 7,85 × 2927 = 22977 (г) = 22,98 (кг).
Отношение GП.Р. / Gф = 23,3 / 22,98 = 1,014; это отношение > 0,63, следовательно, степень сложности С1 (приложение 2 ГОСТ 7505-89).
По чертежу детали определяем, что поверхность разъема штампа горизонтальная, т.е. плоская (П).
Исходный индекс устанавливается по таблице 2 ГОСТ 7505-89.
Определяем для расчетной массы поковки GП.Р. = 23,3 кг, группы стали М1, степени сложности С1 находим исходный индекс - 16.
Зная исходный индекс и шероховатость поверхностей поковки по таблице 3 ГОСТ 7505-89 на обрабатываемые поверхности заготовки устанавливаем припуски и заносим в таблицу 5.
Таблица 5 - Назначение припусков
Размеры детали и шероховатость |
Припуск на размер (на сторону) |
210 12,5 |
2,4 |
73 12,5 |
2,0 |
60 12,5 |
2,0 |
196 12,5 |
2,4 |
Смещение по поверхности разъема штампа - 0,5 мм назначается по таблице 4 ГОСТ 7505-89.
Отклонение от плоскостности - 0,5 мм назначается по таблице 5 ГОСТ 7505-89.
Для поковок, изготовляемых на молотах и прессах, штамповочные уклоны определяем по таблице 18 ГОСТ 7505-89. На наружной поверхности они должны быть не более 7°, принимаем 7°; на внутренней поверхности - не более 10°, принимаем 10°.
Расчет размеров поковки с учетом основных и дополнительных припусков приведен в таблице 5. Допуски на принятые размеры находим по таблице ГОСТ 7505-89; окончательные размеры поковок приведены в таблице 6.
Таблица 6- Расчет размеров поковки шестерни, мм
Размер детали |
Расчет размеров поковки |
Принятые размеры |
210 |
210 +(2,4+ 0,5) × 2 = 215,8 |
216 |
73 |
73+(2,0 +0,5) × 2 = 78 |
78 |
60 |
60+ (2,0 +0,5) × 2 = 65 |
65 |
196 |
196 + (2,4 + 0,5) × 2 = 201,8 |
202 |
|
|
|
Таблица 7 - Допуски и допускаемые отклонения, мм
Принятый размер поковки |
Допуск |
Размер поковки на чертеже |
216 |
4,5+3,0-1,5 |
216+3,0-1,5 |
78 |
3,6+2,4-1,2 |
78+2,4-1,2 |
65 |
3,6+2,4-1,2 |
65+2,4-1,2 |
202 |
4,5+3,0-1,5 |
202+3,0-1,5 |
Допускаемая величина остаточного облоя определяется в зависимости от массы поковки, конфигурации поверхности разъема штампа и класса точности и назначается — 1,4 мм, см. таблицу 10 ГОСТ 7505-89.
Допускаемая величина высоты заусенца по внешнему контуру -5,0 мм, по контуру отверстия - 3,0 мм, см. таблицу 10 ГОСТ 7505-89.
Допускаемое отклонение от концентричности пробитого отверстия относительно внешнего контура поковки - 1,5 мм определяется по таблице 12 ГОСТ 7505-89.
Расчет массы поковки: сначала подсчитываем сумму элементарных объемов припусков на обрабатываемых поверхностях и, умножим ее на 7,85 (плотность стали) получим массу припусков Gn.p = 690,8 г = 0,69 кг. Тогда масса поковки будет равна: GП = 13,71 + 0,69 = 14,4 (кг).
На рисунке 3 приведен чертеж поковки шестерни с указанием допустимых отклонений на размеры:
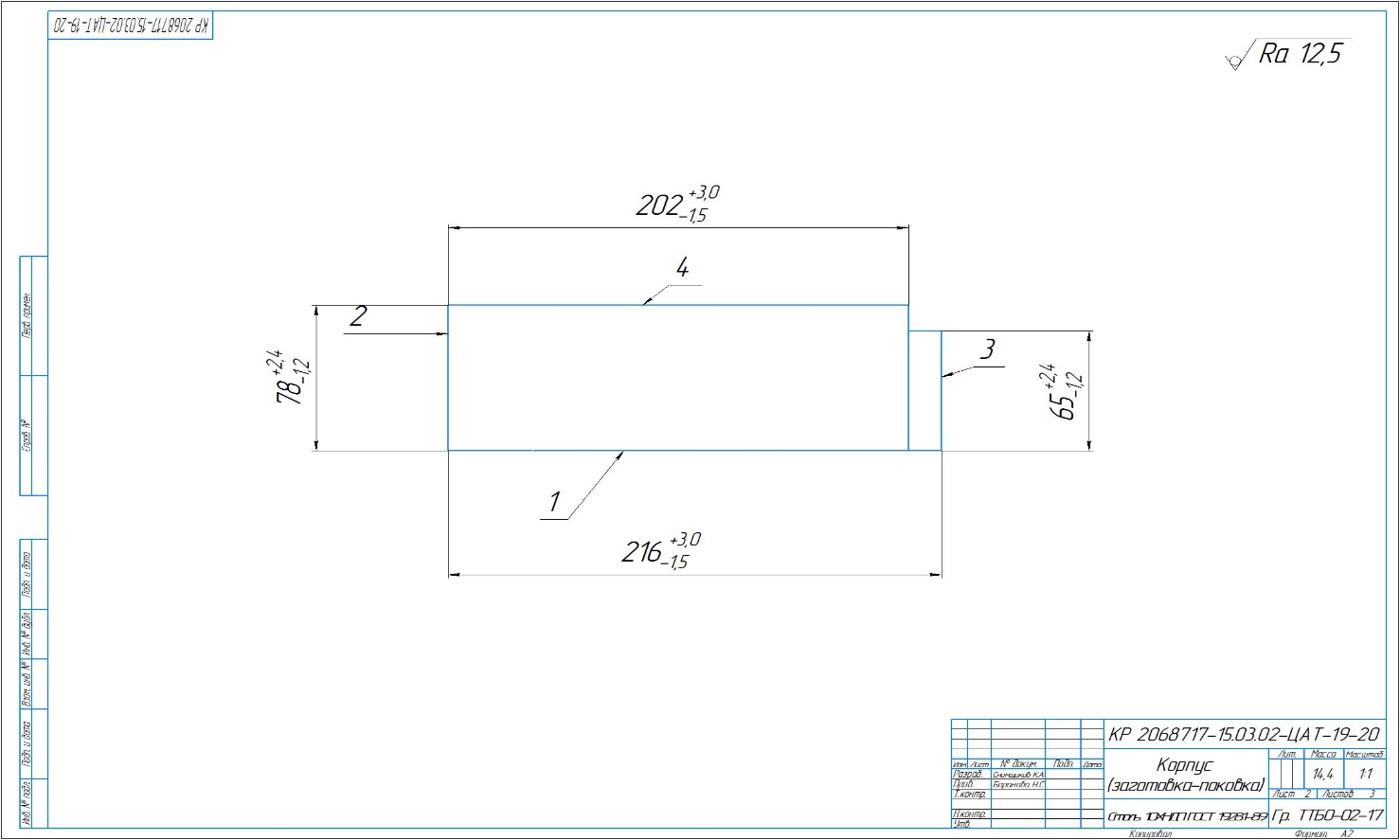
Рисунок 3 - Чертеж поковки корпуса
Оптовые цены на заготовки (руб./т) рассчитаем по формуле:
Сi= α – β × ln GП, (3)
где i - группа сложности поковки; α и β - эмпирические коэффициенты, определяемые по таблице 8.
Таблица 8 - Коэффициенты α и β для вычисления оптовых цен на горячие штампованные заготовки из стали
Группа сложности штампованной заготовки |
Ст1сп, Ст2сп, ..., Ст6сп |
08, 10, ...,60 |
15Х,20Х, ..., 50Х |
|||
α |
β |
α |
β |
α |
β |
|
1 |
413,82 |
56,00 |
452,20 |
63,68 |
506,18 |
65,36 |
2 |
469,62 |
62,93 |
494,22 |
63,80 |
575,50 |
74,64 |
3 |
522,77 |
68,37 |
547,89 |
68,90 |
636,97 |
80,70 |
4 |
577,98 |
73,21 |
609,17 |
74,42 |
705,16 |
78,58 |
|
|
|
|
|||
 руб/т.
руб/т.
Выбор технологических баз
Выбор технологических баз определяется служебным назначением детали на основании выявления функций её поверхностей, анализа точности поверхностей детали. Результатом выполнения этих работ является выявление исполнительных поверхностей, комплектов основных и вспомогательных конструкторских баз, связующих поверхностей детали. Анализ теоретических схем базирования представлен в таблице 10.
Таблица 10 – Анализ теоретических схем базирования
№ |
Теоретическая схема Базирования по ГОСТ 21495-76 |
Виды технологических баз |
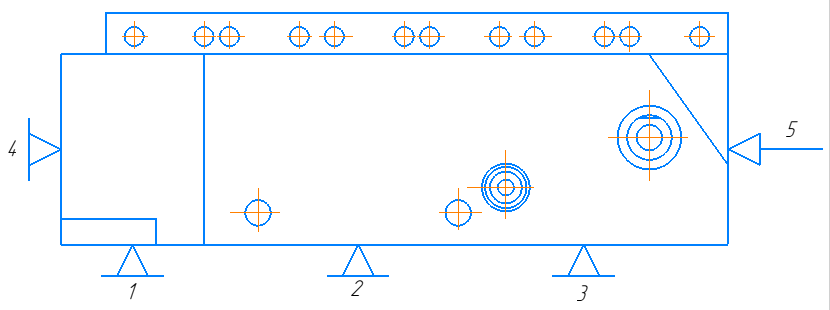
1 |
|
1,2,3– установочная технологическая база; 4,5– направляющая технологическая база; 6– опорная технологическая база. |
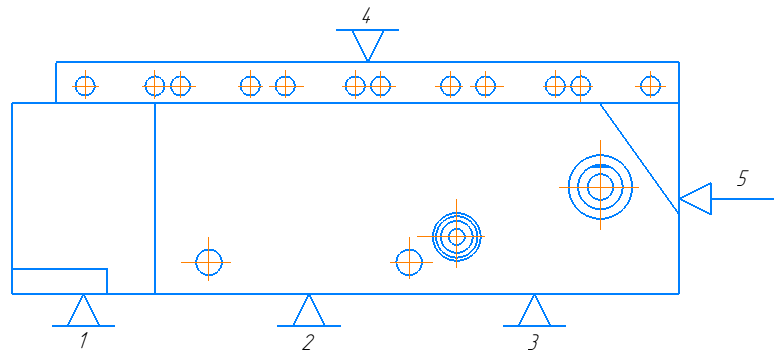
2 |
|
1,2,3– установочная технологическая база; 4,5– направляющая технологическая база; 6– опорная технологическая база. |
3 |
|
1,2,3– установочная технологическая база; 4,5– направляющая технологическая база; 6– опорная технологическая база. |
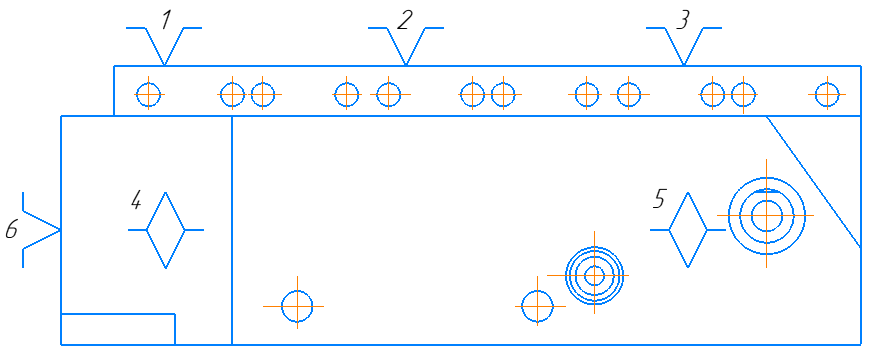
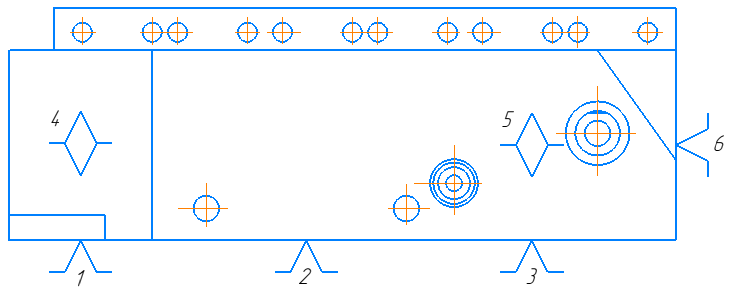
Таблица 11 – Анализ практических схем установки
№ |
Возможные схемы установки |
Поверхности, используемые при установке |
1 |
|
1,2,3,4 – неподвижная опора; 5 – регулируемая опора. |
2 |
|
1,2,3,4 – неподвижная опора; 5 – регулируемая опора. |
3 |
|
1,2,3,4 – неподвижная опора; 5 – регулируемая опора.
|