

3.6 Выбор технологических баз
Выбор технологических баз определяется служебным назначением детали на основании выявления функций её поверхностей, анализа точности поверхностей детали. Результатом выполнения этих работ является выявление исполнительных поверхностей, комплектов основных и вспомогательных конструкторских баз, связующих поверхностей детали.
3.6.1 Выбор технологических баз для первой операции
Исходя из типового технологического процесса, найденного мной в справочной литературе [2], следует, что в первую очередь обрабатываются поверхности, которые будут использоваться в качестве установочных технологических баз, в нашем случае это поверхности 1-4. Схемы базирования для обработки этих поверхностей приведены в таблице 3.10. Теоретические схемы базирования и установки детали для обработки данных поверхностей – 1, 2.
3.6.2 Выбор компонентов основных технологических баз
Пользуясь приложением Ж [3], разрабатываем теоретические схемы базирования для детали и сводим в таблицу 3.10.
Таблица 3.10 – Анализ теоретических схем базирования
№ |
Теоретические схемы базирования по ГОСТ 21495-76 |
Виды технологи-ческих баз |
Возможные схемы установки, реализующие теоретическую схему базирования |
Поверхности, используемые при установке |
1 |
|
1,2,3 – установоч-ная технологи-ческая база |
|
Наружная плоская поверхность |
2 |
|
1,2,3 – установоч-ная технологи-ческая база; 4,5 – направляю-щая технологи-ческая база; 6 – опорная технологи-ческая база |
|
Наружная плоская и торцевая поверхности |
3 |
|
1,2,3 – установоч-ная технологи-ческая база; 4,5 – двойная опорная технологи-ческая база; 6 – опорная технологи-ческая база |
|
Наружная плоская поверхность и цилиндричес-кие поверхности отверстий |
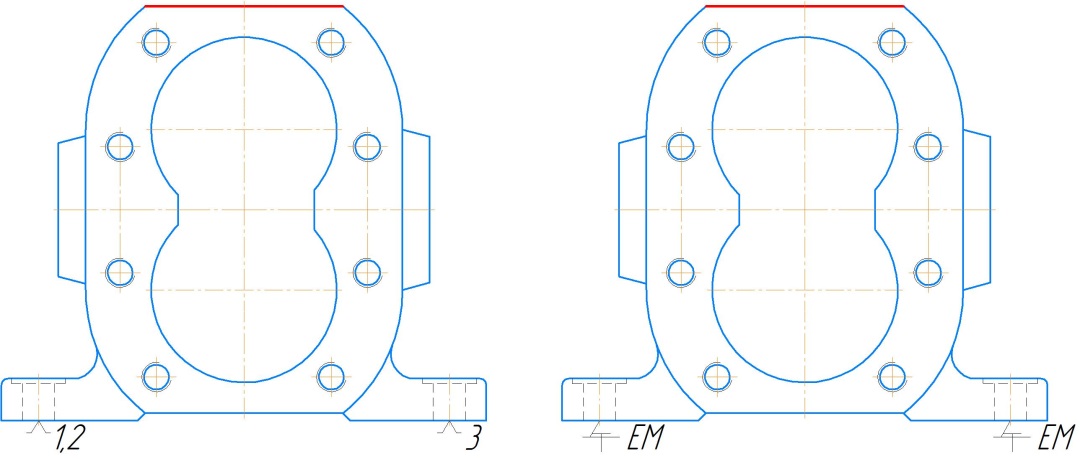
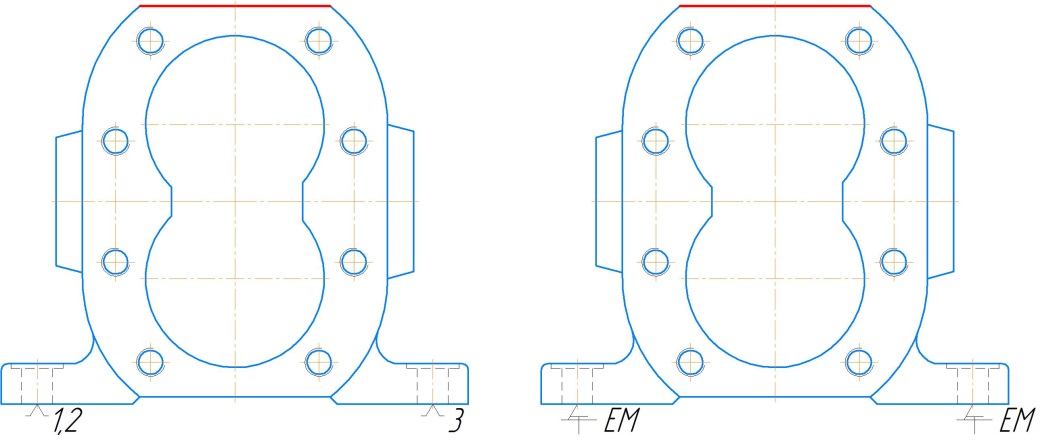
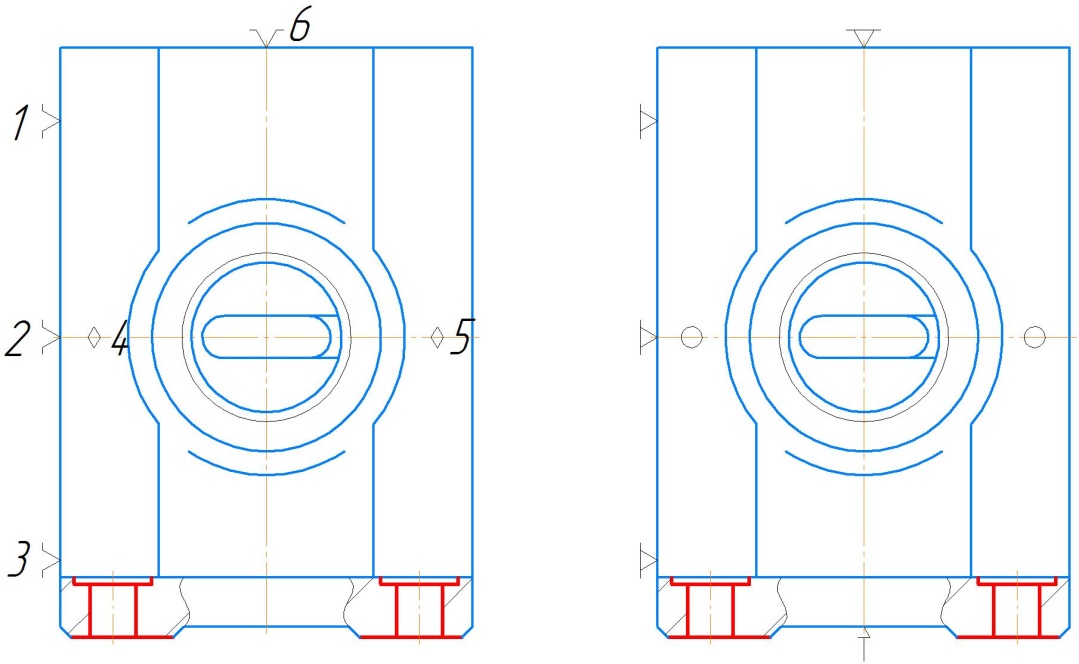
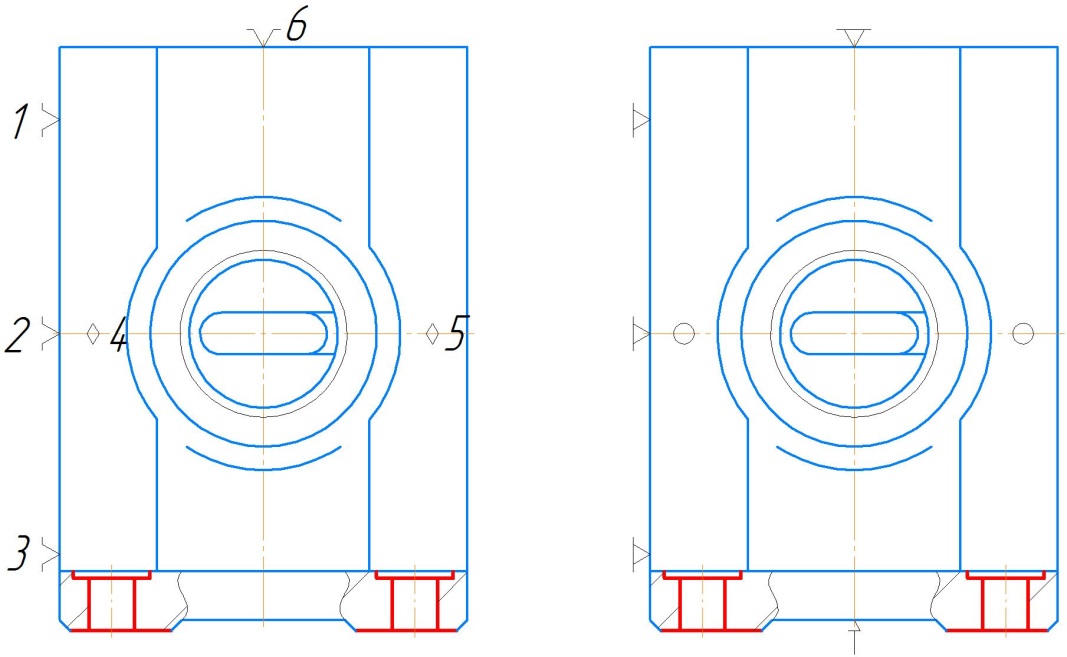
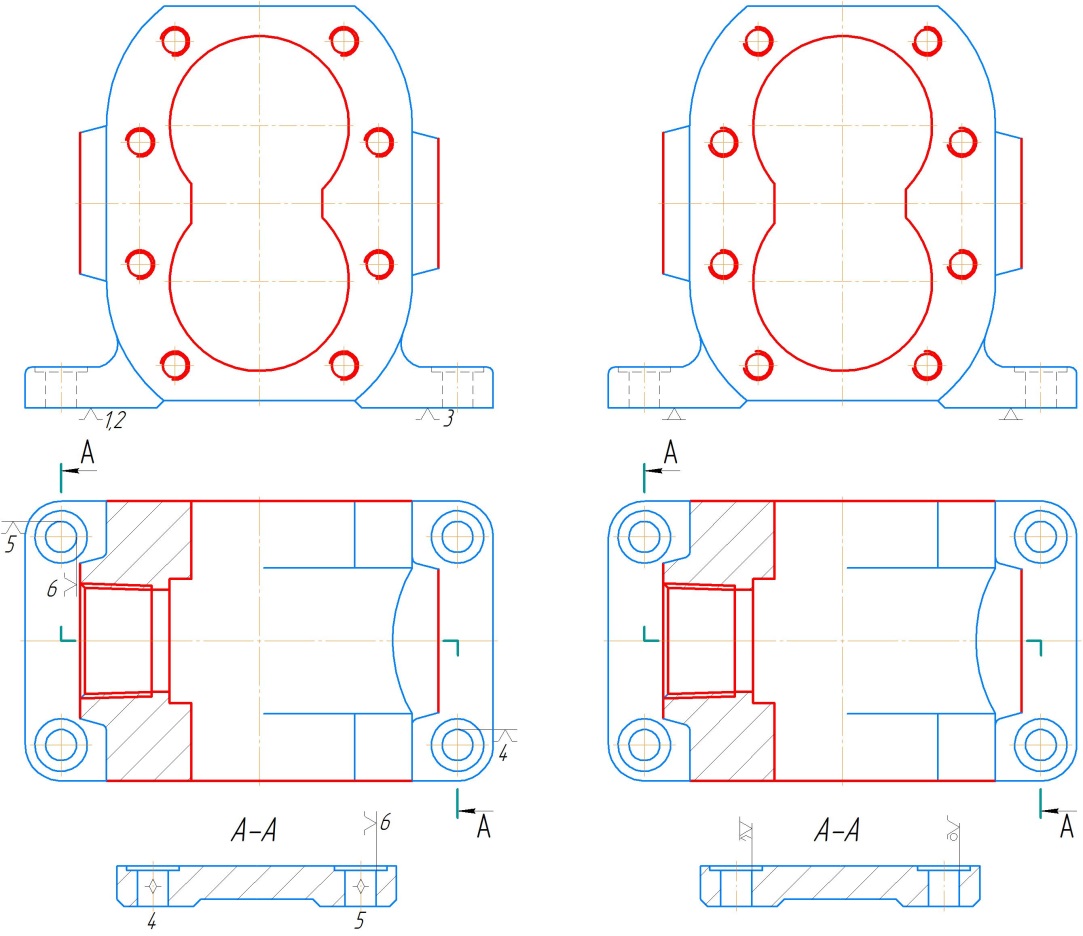
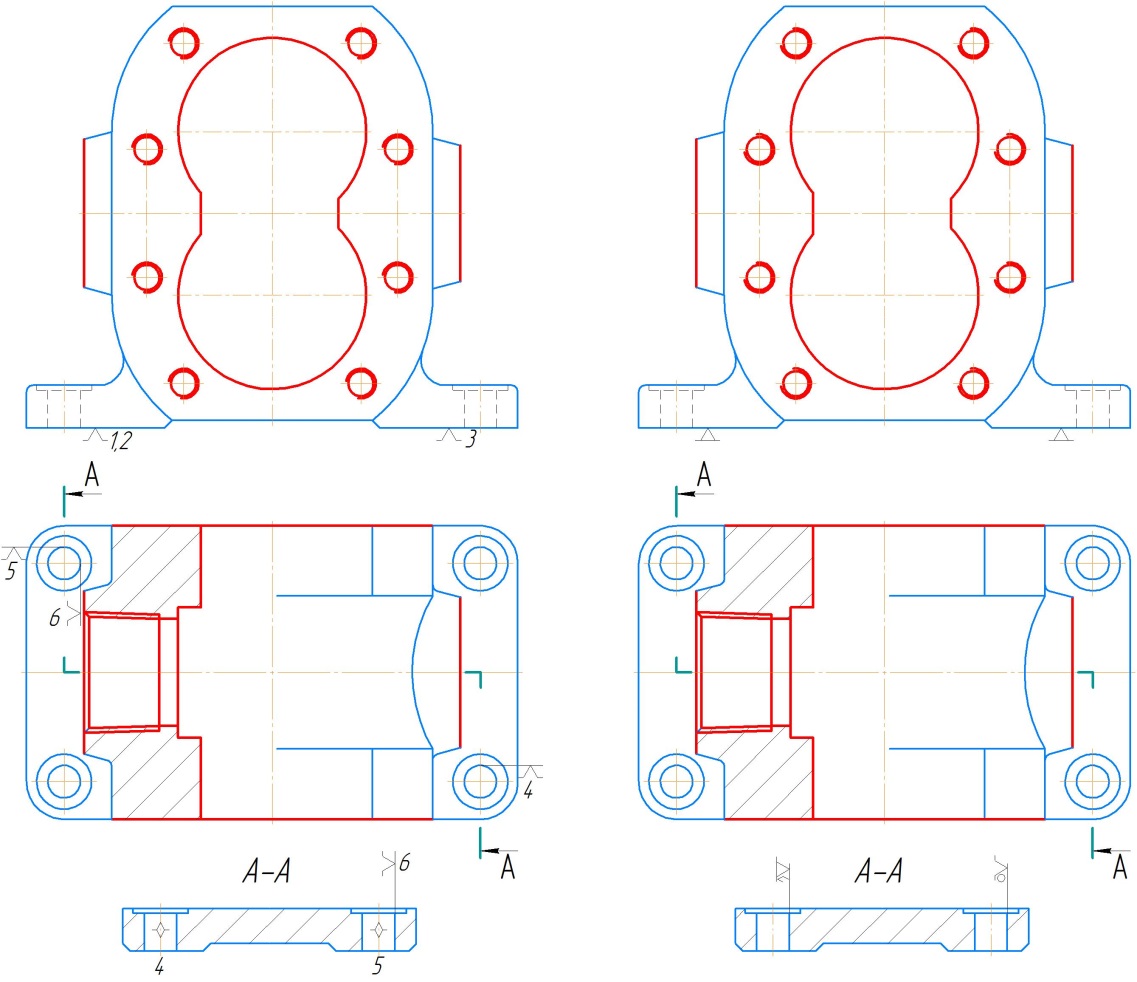
Схема базирования 1 позволяет обработать плоскость 5. Плоскость базирования параллельна обрабатываемой плоскости, что позволяет использовать неполную схему базирования. Схема базирования 2 позволяет обработать поверхности 1-4, используемые как основные для дальнейшего базирования, просверлить четыре отверстия 10 и сделать зенковку. Поверхности 1-4, и четыре отверстия с зенковкой (8-10) целесообразно обработать за один установ.
Для растачивания отверстий 6,7 и обработки торцевых поверхностей 11,12, к которым предъявляются повышенные требования точности; фрезерования паза 13, сверления шестнадцати отверстий 14, обработки поверхностей 15-17, фрезерования поверхностей 18 и 19, сверления и растачивания конусных отверстий 20 и 21, обработки поверхностей 22-24 выбирается схема базирования 3.
3.7 Разработка технологического процесса изготовления детали
Технологический процесс обработки детали должен разрабатываться на основании имеющегося базового варианта техпроцесса изготовления детали (заводской техпроцесс) или на основании типовых техпроцессов изготовления подобных деталей. Для выбора базового варианта типового техпроцесса необходимо изучить существующий опыт обработки аналогичных деталей в близких условиях производства. Это можно сделать с помощью справочной и учебной литературы, в которой предложена предпочтительная последовательность обработки типовых деталей, структура операций, модели оборудования, схемы наладок и прочее.