3.3 Расчёт такта выпуска, определение типа производства
Для оценки интервала времени, через который периодически производится выпуск деталей, обеспечивающего выполнение годового объёма в установленный срок, необходимо определить такт выпуска деталей.
Такт выпуска рассчитывается по формуле
 , (1)
, (1)
где τ – такт выпуска, мин/шт.;
ФД – действительный годовой фонд времени работы оборудования при двухсменной работе, ч.;
NГ – годовой объём выпуска деталей, шт.
Для данной детали такт выпуска будет равен:
 мин.
мин.
Для серийного производства определяется размер партии деталей по формуле:
 , (2)
, (2)
где 253 – число рабочих дней в году;
tхр – нормы запаса (дней) для хранения на складе готовых деталей в ожидании сборки.
Определяем размер партии деталей:
 .
.
3.4. Анализ технологичности конструкции детали
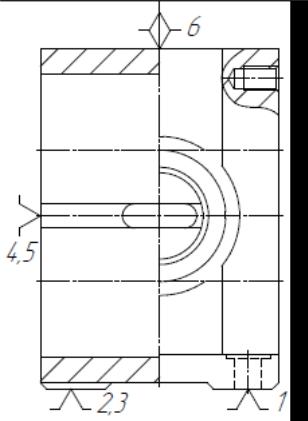
Проведём анализ технологичности конструкции детали «Корпус шестерённого насоса». Анализ технологичности проводится по качественным показателям и представлен в таблице 3.4.
Таблица 3.4. – Анализ технологичности детали «Корпус шестерённого насоса»
№ п/п |
Требование технологичности |
Эскиз |
Оценка технологичности |
1. |
Возможная простота конструкции, отсутствие сложных контурных обрабатываемых поверхностей |
|
Технологично, все обрабатываемые поверхности имеют плоскую, цилиндрическую и коническую форму |
2. |
Наличие поверхностей удобных для базирования, установки и закрепления заготовки на станках на всех операциях |
|
Технологично, для базирования можно использовать основные конструкционные базы детали |
3. |
Доступность всех поверхностей для обработки на станках и непосредственного измерения |
|
Технологично, все обрабатываемые поверхности доступны для обработки и измерения |
4. |
Деталь должна иметь экономически достижимую с точки зрения механической обработки точность и шероховатость |
|
Технологично, все требования к точности и шероховатости поверхностей, согласно таблице 3.3., экономически достижимы |
5. |
Хорошая обрабатываемость материала детали резанием |
|
Технологично, материал СЧ20 хорошо обрабатывается и имеет неплохие физико-механические свойства |
6. |
Возможность применения универсальных измерительных средств |
|
Нетехнологично, так как для главных отверстий в корпусе необходимо применение непроходных калибров |
7. |
Возможность применения рациональных методов получения заготовки (литьё, штамповка и т.п.) |
|
Технологично, заготовку можно получить литьём |
8. |
Возможность обработки плоскостей и отверстий «на проход» |
|
Нетехнологично, так как для большинства поверхностей предусмотрена черновая и чистовая обработка |
9. |
Отсутствие внутренних резьб большого диаметра |
|
Технологично, так как наибольшее резьбовое соединение на чертеже – К1 1/2" ГОСТ 6111-52 |
10. |
Отсутствие глухих отверстий и торцов, подрезаемых с внутренних сторон |
|
Технологично, глухие отверстия обрабатываются рассверливанием |
11. |
Отсутствие плоскостей и отверстий, расположенных не под прямым углом |
|
Технологично, все поверхности и отверстия расположены под прямым углом |