

Выбор металлорежущего инструмента.
Конструкция используемого при механической обработке металлорежущего инструмента должна соответствовать как выполняемому переходу, так и используемому оборудованию.
Так на токарных операциях используются резец подрезной Т15К6 и резец расточной ВК8.
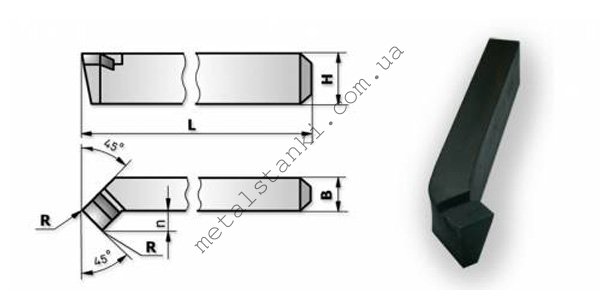
Резец подрезной является одним из основных видов токарных инструментов, которые используются для обработки изделий. Он имеет криволинейный профиль передней поверхности. Благодаря такой особенности конструкции стружка при работе завивается, что облегчает ее уборку. Также здесь присутствует фаска, которая упрочняет режущую кромку. Токарные подрезные резцы могут использоваться для выполнения фасок, точения наружных поверхностей, торцевания деталей или заготовок и так далее. Нередко эти изделия применяются для черновой обработки, когда после них еще до конечного этапа приходится выполнить еще несколько операций.

Резец подрезной, упорный со сменной многогранной пластинкой (СМП) из твердого сплава Т15К6.
Основные размеры:
Высота,мм |
Ширина,мм |
Длина,мм |
Марка |
12 |
12 |
50 |
ВК8 |
16 |
10 |
100 |
ВК8 |
16 |
12 |
100 |
ВК8 |
20 |
12 |
120 |
Т5К10 |
20 |
16 |
120 |
Т5К10 |
25 |
16 |
140 |
Т15К6 |
25 |
20 |
170 |
ВК8 |
32 |
20 |
170 |
Т5К10 |
40 |
32 |
260 |
Т15К6 |
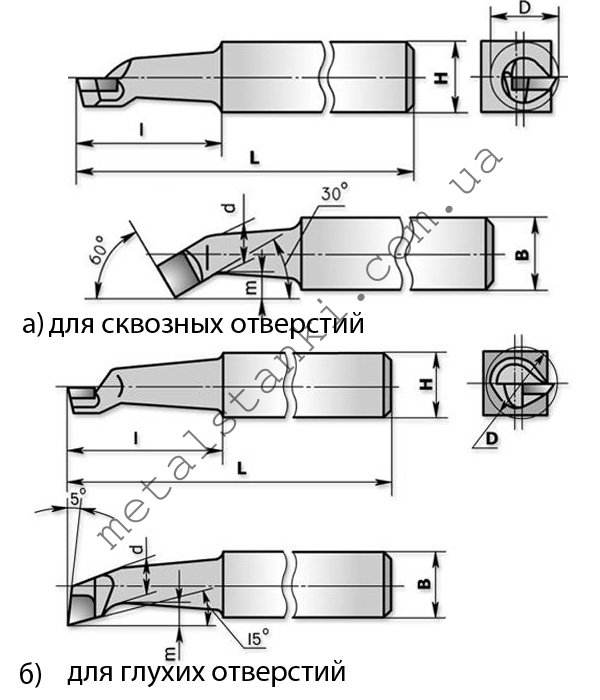
Расточной резец широко применяется в машиностроении и производстве. Их используют для обработки сквозных и глухих отверстий на токарной группе станков. Резцы расточные токарные помогают достичь более точных результатов в работе, а также создают высокую частоту обработки. Инструментом последовательно снимаются слои металла, что помогает расширить обрабатываемое отверстие до нужных размеров. Благодаря точному оборудованию, результат можно регулировать в пределах десятых долей миллиметра. Если резец для расточки хорошо заточен и находится в исправном состоянии, то он может работать с различными металлами, так как он всегда должен быть более жестким, чем деталь. Для надежности, всегда требуется проверять его закрепление, так как неправильное положение может привести к поломке самого инструмента или браку обработки детали.

Основные размеры:
Высота,мм |
Ширина,мм |
Длина,мм |
16 |
16 |
140 |
16 |
16 |
170 |
20 |
20 |
140 |
20 |
20 |
170 |
20 |
20 |
200 |
25 |
25 |
200 |
25 |
25 |
240 |
32 |
25 |
280 |
Для разметки центров отверстий используется молоток, чертилка и керн.
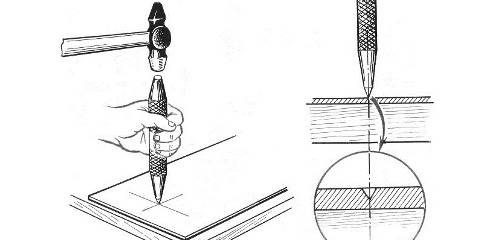
Чертилка — ручной инструмент, служит для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона.
Ке́рнер (нем. Körner) — ручной слесарный инструмент, предназначен для разметки центральных лунок (кернов) для начальной установки сверла и иной визуальной разметки. Представляет собой стержень круглого сечения, один конец которого (рабочая часть) заточен на конус с углом при вершине 100°-120°. Кернение производится ударами молотка по противоположной части кернера — затыльнику. Использование кернера позволяет избежать проскальзывания сверла по материалу и помогает добиться большей точности расположения отверстий.
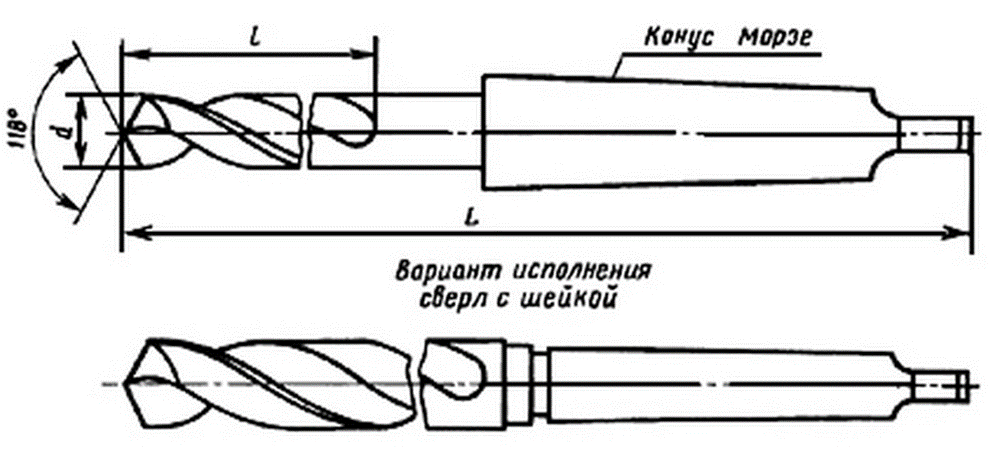
При сверлильной операции используется сверло спиральное из быстрорежущей стали Р6М5.
При нарезании резьбы используют метчик М10 Р6М5

Метчик машинная / ручная резьба М10х1,5 Р6М5 БелИн - инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Метчик представляет собой закаленный винт с прорезанными вдоль стержня канавками, образующими режущие кромки.
Характеристики:
Шаг резьбы, мм |
1.5 |
Максимальный диаметр резьбы, мм |
10 |
Сталь |
P6M5 |
Длина режущей части,мм |
24 |
Диаметр, мм |
10 |
Общая длина, мм |
80 |
Тип |
машинно-ручной |
Для фрезерования зубьев используется фреза червячная.

Червячная эвольвентная фреза – это специальный инструмент, который предназначен для нарезания шлицевых валов с прямобочным или эвольвентным типом профиля, а также для нарезания зубчатых колец цилиндрического типа. Червячная фреза производится из быстрорежущей стали твердого сплава.
Для шлифовки поверхностей изделия используют шлифовальные круги.
 Шлифование
– один из основных видов черновой
шлифовальной обработки, которая
выполняется с целью снижения шероховатости
поверхности, правки, ликвидации
периодического рельефа, возникающего
на детали после механической обработки
на станках.
Шлифование
– один из основных видов черновой
шлифовальной обработки, которая
выполняется с целью снижения шероховатости
поверхности, правки, ликвидации
периодического рельефа, возникающего
на детали после механической обработки
на станках.