МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное образовательное учреждение
Высшего образования
Тульский государственный университет
Политехнический институт
Кафедра «Инструментальные и метрологические системы»
Курсовая работа
по дисциплине
«Основы проектирования продукции и технологии ее производства»
Студент гр.620571________________________________
Преподаватель ___________________________________
Тула 2019
Аннотация
Себестоимость продукции и ее качество во многом зависит от того, насколько грамотно и рационально спроектирована заготовка. Поэтому целью данной курсовой работы является приобретение умений и навыков проектирования заготовок, получаемых объемной штамповкой.
В данной курсовой работе представлено проектирование заготовки для последующего изготовления из неё детали ≪Ступица Сталь 35».
Оглавление
1.Анализ конструкции детали и выбор способа получения поковки ………..4
2.Определение массы детали……………………………………………………5
3.Конструктирование поковки ………………………………………………….7
3.2Припуски на механическую обработку …………………………………..8
3.3Определение номинальных размеров покоя……………………………...9
3.4Определение допусков на размеры поковки …………………………....13
4.Расчет исходной заготовки под штамповку…………………………………
4.2Определение объема поковки …………………………………………....14
4.3Определение объема и массы перемычки ………………………………15
4.4Определение объема и массы облоя …………………………………….16
4.5Расчет размеров исходной заготовки ……………………………………17
5.Разработка маршрутно-операционной карты механической обработки….19
Заключение …………………………………………………………………….54
Библиографический список ………………………………………………… 55
Приложение
1. Анализ конструкции детали и выбор способа получения поковки.
Деталь (рис 1.), подлежащая изготовлению, представляет собой деталь типа Ступица с цилиндрической формой и усеченной конической поверхностью и выточкой по середине ступицы с 4я отверстиями. Деталь термообработки не подвергается
Материал детали – Сталь 35 ГОСТ 1050-88.
Производство серийное.
В качестве заготовки используем поковку, штампуемую на производственном молоте двойного действия в открытом штампе.
На рис.1 даны лишь те размеры и некоторые параметры детали, которые будут необходимы при конструировании поковки и разработке графического документа (чертежа) на нее.
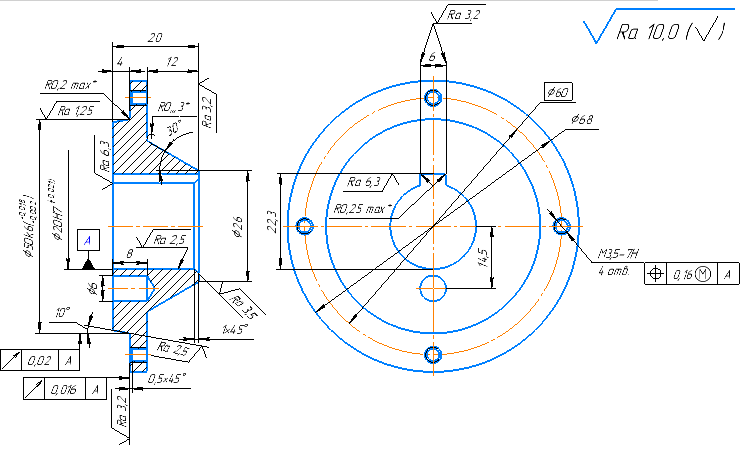
Рисунок 1. Деталь «Ступица»
2. Определение массы детали.
Для установления
хотя бы приблизительной массы детали
 необходимо знать ее объем
необходимо знать ее объем
 .
Для этого деталь нужно разбить на
отдельные геометрические простые части
(рис. 2). Для рассматриваемой ступицы
такими элементарными частями будут:
кольца 1,2; цилиндры 3,4,5; усеченный конус
6; призма 7.
.
Для этого деталь нужно разбить на
отдельные геометрические простые части
(рис. 2). Для рассматриваемой ступицы
такими элементарными частями будут:
кольца 1,2; цилиндры 3,4,5; усеченный конус
6; призма 7.
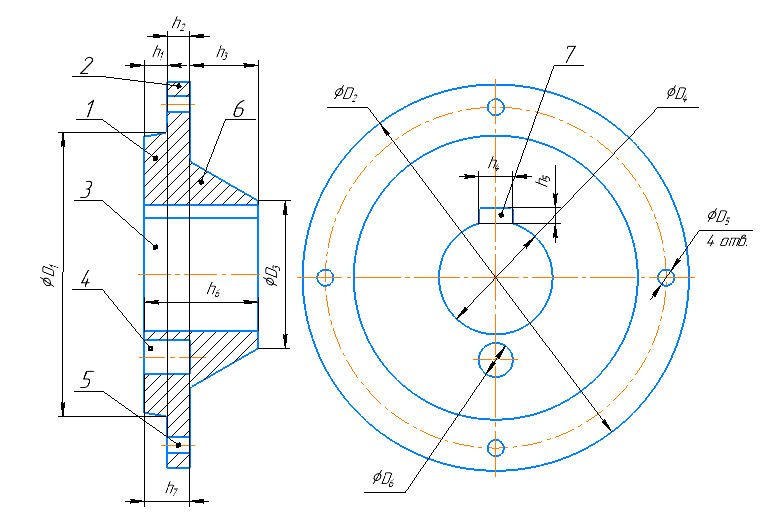
Рисунок 2. Расчетный эскиз детали «Ступица»
1.
Кольцо№1.
Внешний диаметр
 ,
внутренний диаметр
,
внутренний диаметр
 ,
высота кольца
,
высота кольца
 .
Тогда объем кольца без вычета цилиндра
№4 и призмы №7
.
Тогда объем кольца без вычета цилиндра
№4 и призмы №7

2.
Кольцо№2.
Внешний диаметр
 ,
внутренний диаметр
,
высота кольца
,
внутренний диаметр
,
высота кольца
 .
Тогда объем кольца без вычета цилиндров
№4 и №5 и призмы №7
.
Тогда объем кольца без вычета цилиндров
№4 и №5 и призмы №7

3.
Усечений конус№6.
Внешний диаметр находим по чертежу
 ,
внутренний диаметр
,
внутренний диаметр
 и
,
высота конуса
и
,
высота конуса
 .
Тогда объем конуса усеченного без вычета
призмы №7
.
Тогда объем конуса усеченного без вычета
призмы №7

4.
Призма №7. Ширина
основания
 ,высота основания
,высота основания
 ,
длина призмы
,
длина призмы
 .
Тогда объем призмы:
.
Тогда объем призмы:

5.
Цилиндр№4.
Диаметр
 ,
высота
,
высота

Тогда объем цилиндра:

6.
Цилиндр№5.
Диаметр
 ,
высота
,
высота
Тогда объем цилиндра:

Тогда объем детали:

Масса
детали
 ,
,
где
 плотность материала Сталь 35 ГОСТ 1050-88.
плотность материала Сталь 35 ГОСТ 1050-88.
тогда

Сверим результат с массой, указанным на чертеже – 0,25 кг.
Также построив модель детали указав материал в Компасе 3D – видим в характеристиках детали
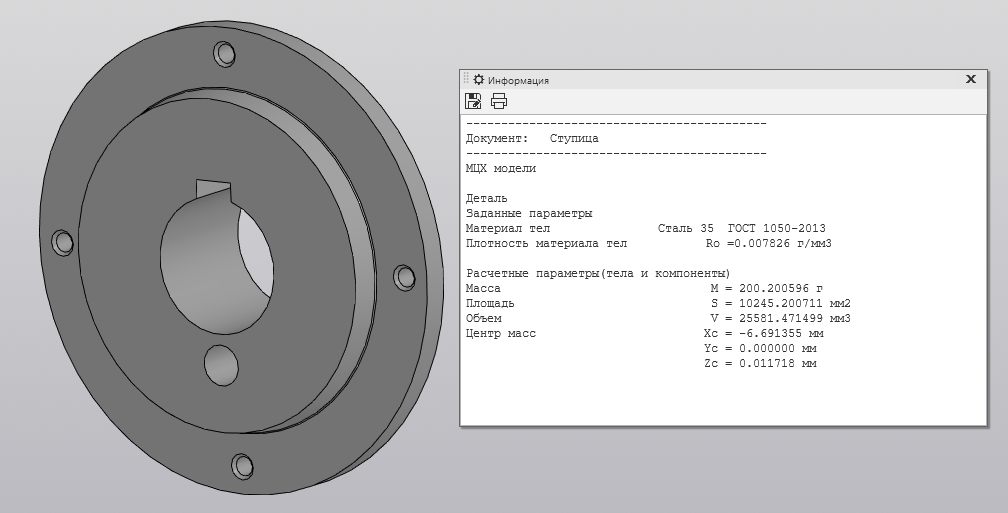
Масса – 0,20 кг
Возьмем расчетное значение т.к. оно совпадает с результатом Компаса -3D.
3. Конструирование поковки.
Используем методику
определения общих припусков, номинальных
размеров поковки и допусков на них
табличным методом в соответствии с ГОСТ
7505-89. Один из основных факторов, учитываемых
при назначении припусков на обработку
и допусков на размеры поковок является
расчетная масса поковки ( ).
).

где
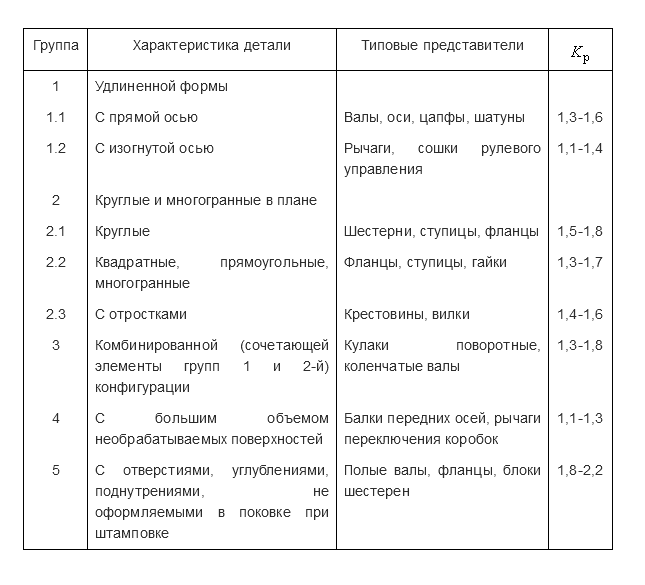
 - расчетный коэффициент /1, см. приложение
3/
- расчетный коэффициент /1, см. приложение
3/
тогда

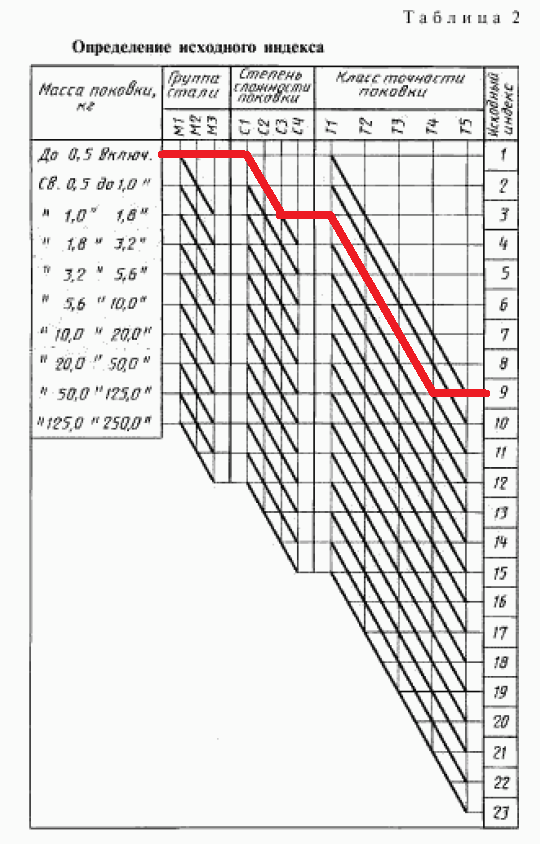
Следовательно, рассматриваемая поковка относится к интервалу масс до 0,5 кг /1, табл.2/
Поковки в зависимости от их конструктивных характеристик и материала разделяются на несколько категорий/1, табл.1/.
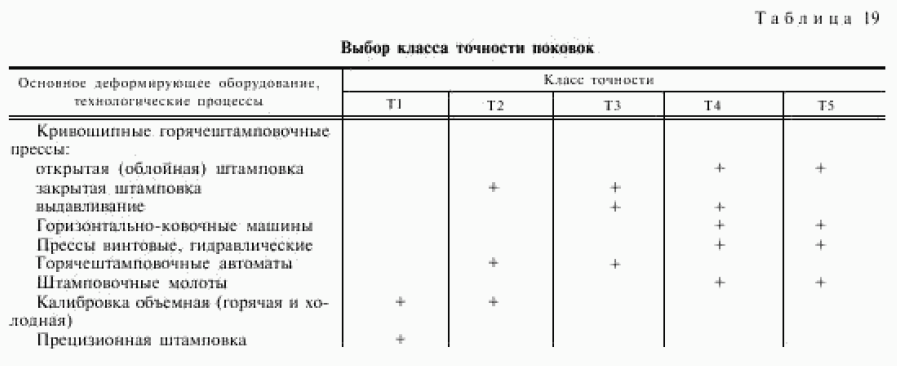
По точности изготовления поковка ступицы, получаемого на прессе, относится к классу Т4 /1, табл.19/.
По материалу (Сталь 35 с содержанием углерода ≤ 0.35%) поковка принадлежит к группе М1.
По конфигурации поверхности разъема штампа(плоская) поковка относится к категории “П”
Степень сложности
поковки определяется величиной отношения
массы
(объема поковки) к массе
 (объему)
геометрической фигуры, в которую
вписывается поковка. При определении
размеров описывающей поковку фигуры
допускается увеличивать в 1,05 раза
линейные размеры детали, определяющие
положение ее обработанных поверхностей
(1)
(объему)
геометрической фигуры, в которую
вписывается поковка. При определении
размеров описывающей поковку фигуры
допускается увеличивать в 1,05 раза
линейные размеры детали, определяющие
положение ее обработанных поверхностей
(1)
В
качестве описывающей фигуры – цилиндр
с диаметром основания
 ;
высота
;
высота


тогда
величина
 относится группе С3 (1,приложение 2).
относится группе С3 (1,приложение 2).
Отсюда исходный индекс – 9.