

Министерство науки и высшего образования РФ Федеральное государственное образовательное учреждение высшего образования
«Тульский государственный университет» Кафедра «Технология машиностроения»
ПРОЕКТ ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ ДЕТАЛИ «ТОРМОЗ» НА ОБРАБАТЫВАЮЩЕМ ЦЕНТРЕ ОЦ1И22
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА КПП.ПЗ
Выполнил
ст. гр.
Проверил
-
Тула, 20
Министерство науки и высшего образования РФ Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Тульский государственный университет» Политехнический институт
КАФЕДРА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ» ЗАДАНИЕ
на курсовое проектирование по дисциплине
«Проектирование станочных приспособлений»
Студент - Группа
Тема курсового проекта:
Проект приспособления для обработки детали «Защелка» на обрабатывающем центре ОЦ1И22.
Срок выполнения курсового проекта: 28 мая 20 г.
Объём курсового проекта: графической части – 3-4 листа формата А1; пояснительной записки – 15-20 с.
Исходные данные: рабочий чертёж детали с техническими требованиями; чертёж заготовки с техническими условиями на её изготовления; заводской чертёж приспособления; операционный эскиз детали и операционная карта на обработку; тип производства.
Содержание курсового проекта:
графической части: сборочный чертёж приспособления, наладка на операцию, теоретический чертёж с расчётной схемой;
пояснительной записки: титульный лист, задание, аннотация, содержание, введение, основная часть, заключение, список использованной литературы, приложение.
Руководитель
докт. техн. наук, профессор
Задание принял к исполнению « » 20 г. Студент
Аннотация
В данный момент времени машиностроение находится на стадии развития и модернизации. Требования к качеству производимых изделий повышается, а сроки производства значительно сокращаются, в связи с этим возникает необходимость совершенствовать технологию производства. Одним из способов сокращать время производства и улучшать качество изделий является применение различных станочных приспособлений. Приспособления значительно сокращают вспомогательное время операции. Существует множество видов, моделей и исполнений приспособлений. Они могут быть как ручными, так и механизированными, рассчитанных на несколько заготовок и на одну и т.д.
Однако изготовление и применение станочных приспособлений рентабельно лишь в случаях серийного и массового производства.
В данном курсовом проекте стоит задача рассчитать станочное приспособление для обработки детали «Защелка» в условия серийного производства.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ 5
АНАЛИЗ ИСХОДНЫХ ДАННЫХ 7
ВЫБОР ТИПА ПРИСПОСОБЛЕНИЯ 10
ПРОВЕРКА ЗАЖИМНОГО МЕХАНИЗМА НА ОБЕСПЕЧЕНИЕ НАДЁЖНОСТИ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ 11
ОПИСАНИЕ КОНСТРУКЦИИ И ПОРЯДКА РАБОТЫ ПРИСПОСОБЛЕНИЯ 15
ЗАКЛЮЧЕНИЕ 16
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 17
ПРИЛОЖЕНИЕ 1 Спецификация 18
ВВЕДЕНИЕ
Деталь защелка входит в состав узла «Патронник» (рисунок 1). Защелка служит для уменьшения отдачи при выстреле. Он соединяется со стволом сухарным соединением и фиксируется от поворота стопором. Четыре сухарных выступа, расположенные в дульной части ствола, предназначены для крепления дульного защелка.
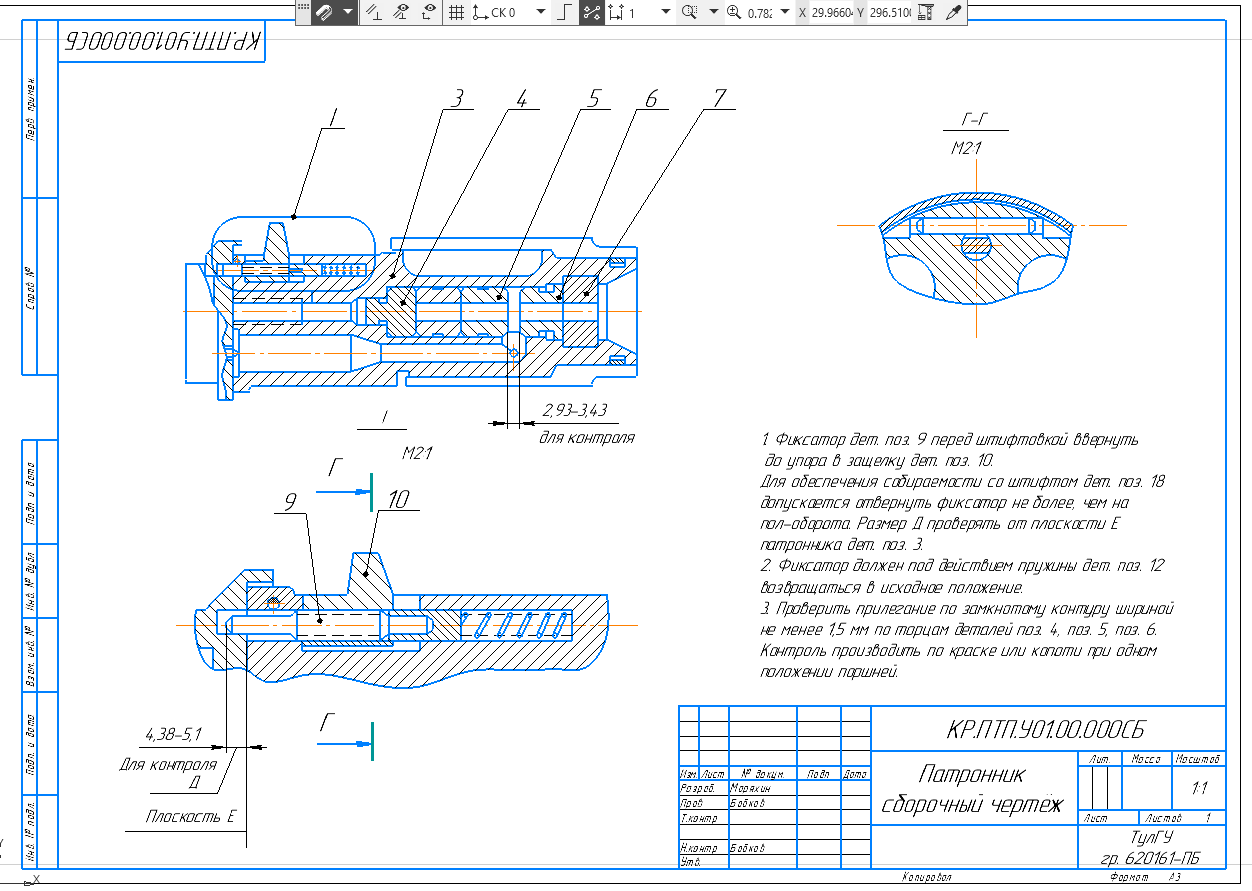
Рисунок 1 – Патронник.
Заготовкой для детали Защелка служит отливка II – ОСТ3 – 4365 – 79 23ХГС2МФЛУТУ АДИ116 – 78. Деталь по конфигурации простая. Деталь имеет призматическую поверхность в виде шпонки.
Требования к заготовке:
Формовочные уклоны до 1 градуса. 2. 41,5 … 51,5 HRCэ.
Дополнительно проводить проверку ударной вязкости.
Размеры контролировать калибрами типа деталей 2А42.02.023, 2А42.02.029, 2А42.02.050.
Внутренние углы R=0,4 мм.
Рёбра скруглить R=0,6 мм. Требования к покрытию:
1. Покрытие Хим. фос. ускоренное хр/прп. 2. Клей БФ-4 ГОСТ 12172-74.
Требование к поверхности:
Наружная поверхность: клей БФ-4 с нигрозиновой марки А УХЛ1.
Нигрозин марки А ГОСТ 9307-78.
Маркировать порядковый номер детали шрифтом по-3 ГОСТ 2930-62 ударным способом. Клеймить.
Приспособление проектируется для обработки заготовки на операции 290 Фрезерная с ЧПУ. Эта операция осуществляется на обрабатывающем центре ОЦ1И22. Операция представляет собой фрезерование паза, смещённого от оси. Приспособление представляет собой два симметрично - призматических прихвата, зажимающих цилиндрическую заготовку.
Проектируемое приспособление имеет недостаток: переизбыток баз, так как прихваты симметрично – призматические.
Цель курсового проекта:
проверить приспособление на обеспечение надёжности закрепления заготовки;
проверить приспособление на точность обработки.
Эффективность производства, его технический прогресс, качество выпускаемой продукции во многом зависит от опережающего развития производства нового оборудования, машин, станков, от всемирного внедрения методов технических вопросов и экономическую эффективность технологических и конструкторских разработок.