

Исходные данные
Код задания |
Фреза (материал Р 18) |
Глубина резания t,мм |
||
Тип |
Наружный диаметр D, мм |
Число зубьев Zф |
||
1.1 |
цилиндрическая |
80 |
16 |
3 |
2.1 |
торцовая |
100 |
8 |
3 |
3.2 |
торцовая |
100 |
8 |
3 |
4.2 |
концевая |
12 |
5 |
3 |
5.3 |
концевая |
12 |
5 |
t |
6.3 |
дисковая |
100 |
18 |
t |
7.4 |
угловая |
80 |
22 |
t |
8.5 |
дисковая |
100 |
18 |
t |
9.5 |
концевая |
12 |
5 |
t |
10.6 |
двухугловая |
80 |
22 |
t |
Примечания.1. В коде задания первая цифра – номер бригады, вторая – номер поверхности на заготовке (рис.12).
t определяется по эскизу заготовки.
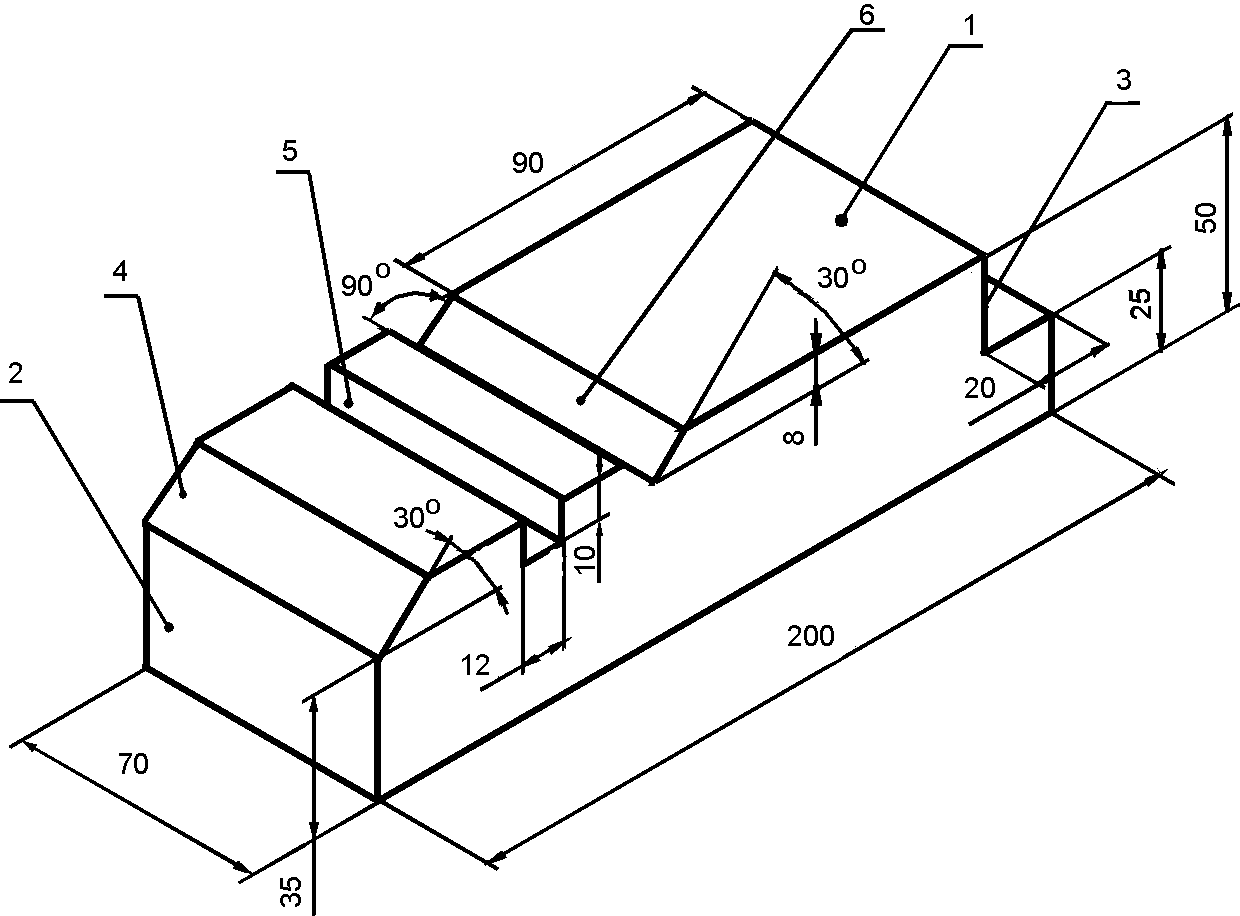
Рис.12. Эскиз заготовки (материал – сталь 45, вр = 610 МПа)
Число делений Z для настройки универсальной делительной головки
№ бригады |
Д Е Л Е Н И Е |
||
непосредственное |
простое |
дифференциальное |
|
1 |
12 |
7 |
51 |
2 |
8 |
44 |
73 |
3 |
3 |
25 |
53 |
4 |
6 |
28 |
77 |
5 |
4 |
13 |
81 |
6 |
18 |
32 |
91 |
7 |
9 |
14 |
67 |
8 |
2 |
34 |
93 |
9 |
12 |
22 |
61 |
10 |
24 |
19 |
89 |
7.Справочная информация
Таблица 1
Подача на зуб фрезы Sz, мм/зуб |
||||||||
Глубина резания t, мм |
торцовой |
дисковой для обработки |
цилиндрической |
|||||
плоскостей |
пазов |
B50 мм |
B50 мм |
|||||
до 2 |
0,2 – 0,3 |
0,15 – 0,25 |
0,07 – 0,12 |
0,25 - 0,4 |
0,15-0,25 |
|||
2 – 5 |
0,15 – 0,25 |
0,12 – 0,2 |
0,07 – 0,12 |
0,2 – 0,3 |
0,1 – 0,2 |
|||
свыше 5 |
0,12 – 0,2 |
0,10 – 0,15 |
0,07 – 0,12 |
0,1 – 0,2 |
0,1 – 0,15 |
|||
Глубина резания t, мм |
концевой при диаметре фрезы, мм |
|||||||
6 |
16 |
30 |
||||||
до 5 |
0,005 – 0,01 |
0,01 – 0,025 |
0,05 – 0,07 |
|||||
10 |
0,003 – 0,006 |
0,008 – 0,015 |
0,03 – 0,05 |
|||||
20 |
|
|
0,02 – 0,04 |
|||||
Глубина резания t, мм |
угловой |
шпоночной
|
||||||
до 3 |
0,06 – 0,12 |
0,025 – 0,01 |
||||||
до 6 |
0,04 – 0,08 |
|||||||
12 |
0,03 – 0,06 |
|||||||
Примечание. Большие подачи принимать при жесткой технологической системе, меньшие – при пониженной жесткости.
Таблица 2
Скорость резания Vтабл.
Тип фрезы |
t, мм |
Vтабл ,м/мин при подаче SZ ,мм/зуб |
|||||||
до 0,02 |
0,04 |
0,06 |
0,1 |
0,15 |
0,2 |
0,3 |
0,4 |
||
Торцовая, дисковая для обработки плоскостей |
до 1 |
|
62 |
56 |
52 |
44 |
38 |
34 |
30 |
3 |
|
56 |
52 |
46 |
40 |
35 |
30 |
27 |
|
6 |
|
52 |
48 |
44 |
37 |
33 |
28 |
25 |
|
Дисковая для обработки пазов |
до 3 |
80 |
70 |
65 |
55 |
48 |
42 |
37 |
|
5 |
67 |
60 |
55 |
46 |
40 |
35 |
30 |
|
|
10 |
56 |
50 |
46 |
40 |
34 |
30 |
26 |
|
|
20 |
45 |
40 |
37 |
32 |
27 |
24 |
20 |
|
|
Концевая для обработки пазов |
до 5 |
26 |
24 |
|
|
|
|
|
|
10 |
24 |
23 |
|
|
|
|
|
|
|
15 |
23 |
22 |
|
|
|
|
|
|
|
Концевая и цилиндрическая |
B=40 |
|
50 |
47 |
42 |
38 |
34 |
28 |
24 |
60 |
|
48 |
45 |
40 |
36 |
33 |
26 |
23 |
|
100 |
|
46 |
43 |
38 |
34 |
30 |
25 |
21 |
|
Угловая |
B=4 |
40 |
36 |
34 |
30 |
|
|
|
|
10 |
36 |
34 |
30 |
28 |
|
|
|
|
|
20 |
34 |
32 |
28 |
25 |
|
|
|
|
|
Таблица 3
Значения коэффициента К1
Тип фрезы |
Коэффициент К1 |
||||||
Торцовая |
D/B |
1,25 |
2 |
5 |
|||
К1 |
1,0 |
1,1 |
1,25 |
||||
Дисковая для обработки плоскостей |
D/B |
3 |
5 |
10 |
|||
К1 |
0,95 |
1,0 |
1,1 |
||||
Дисковая для обработки пазов |
D/B |
3 |
6 |
10 |
20 |
||
K1 |
1,0 |
1,1 |
1,2 |
1,3 |
|||
Концевая для обработки пазов |
D |
15 |
30 |
||||
K1 |
1,0 |
1,1 |
|||||
Концевая и цилиндрическая |
D/t |
10 |
20 |
30 |
|||
K1 |
1,0 |
1,2 |
1,4 |
||||
Угловая |
D/t |
5 |
10 |
20 |
|||
К1 |
1,0 |
1,25 |
1,5 |
||||
Таблица 4
Удельная сила резания при фрезеровании р, МПа
(средние значения)
Наибольшая толщина срезаемого слоя анаиб., мм |
0,03 |
0,06 |
0,10 |
Удельная сила резания р, МПа |
3500 |
2800 |
2500 |
Примечание. При торцовом фрезеровании наибольшую толщину срезаемого слоя принять равной подаче на один зуб фрезы, а при цилиндрическом фрезеровании – половине величины подачи на зуб.
Таблица 5
Значения величины
Торцовые и концевые фрезы |
|||||||||||||||
B, мм |
, мм, для фрезы диаметром D, мм |
||||||||||||||
до 20 |
32 |
40 |
50 |
80 |
100 |
120 |
|||||||||
16 |
6 |
5 |
5 |
5 |
5 |
|
|
||||||||
20 |
|
7 |
6 |
6 |
5 |
5 |
5 |
||||||||
25 |
|
10 |
7 |
7 |
6 |
6 |
6 |
||||||||
32 |
|
|
10 |
9 |
7 |
7 |
7 |
||||||||
40 |
|
|
|
14 |
10 |
8 |
8 |
||||||||
60 |
|
|
|
|
20 |
14 |
12 |
||||||||
80 |
|
|
|
|
|
24 |
20 |
||||||||
100 |
|
|
|
|
|
54 |
30 |
||||||||
120 |
|
|
|
|
|
|
49 |
||||||||
Дисковые, прорезные, цилиндрические, угловые фрезы |
|||||||||||||||
t, мм |
, мм, для фрезы диаметром D, мм |
||||||||||||||
до 16 |
25 |
32 |
40 |
50 |
70 |
80 |
100 |
120 |
|||||||
1 |
5 |
7 |
9 |
9 |
11 |
12 |
13 |
14 |
16 |
||||||
2 |
6 |
9 |
11 |
12 |
14 |
16 |
17 |
18 |
21 |
||||||
3 |
7 |
10 |
12 |
14 |
16 |
18 |
19 |
21 |
24 |
||||||
4 |
7 |
11 |
13 |
15 |
18 |
21 |
22 |
24 |
27 |
||||||
5 |
7 |
12 |
14 |
16 |
19 |
22 |
24 |
26 |
29 |
||||||
6 |
|
12 |
15 |
17 |
20 |
24 |
25 |
28 |
31 |
||||||
8 |
|
13 |
16 |
19 |
22 |
26 |
28 |
31 |
35 |
||||||
10 |
|
|
18 |
21 |
24 |
28 |
31 |
34 |
38 |
||||||
12 |
|
|
|
|
26 |
30 |
33 |
37 |
41 |
||||||
14 |
|
|
|
|
|
32 |
35 |
39 |
44 |
||||||