

3. Методические указания по выполнению курсового проекта
Курсовой проект выполняется в соответствии с заданием, выданным научным руководителем и оформленном на специальном бланке (Приложение 8 данного учебного пособия). Задание выдается индивидуально и обязательно должно содержать название темы и исходные данные. В задание дополнительно включается перечень разделов текстовой части курсового проекта, перечень графического материала и т. д. В задании указываются дата его выдачи. Задание подписывается студентом и научным руководителем.
Курсовое проектирование осуществляется, как правило, в несколько этапов:
– выбор темы, согласование ее с научным руководителем, получение задания;
– поиск и обработка источников информации;
– составление плана выполнения КР(П), согласование его с научным руководителем;
– подбор и изучение литературы по теме КП, ознакомление с методическими указаниями по оформлению КП, сбор, анализ и обработка материала по теме КР(П);
– моделирование курсового проекта; изучение и анализ конструкции детали и предполагаемого узла, в который она входит, условий их работы. Проведение анализа технологичности конструкции детали, который в отдельных случаях позволяет изменить конструкцию и требования к детали, заменить ее материал выбор способа получения исходной заготовки, оформление эскиза заготовки
– изложение (собственно написание) КР(П) с описанием рассматриваемых вопросов, формулированием выводов и (или) рекомендаций, разработка варианта карты маршрутной технологии, оформление графического материала;
– проверка работы на допустимый объём заимствований, выявление нарушений правил цитирования;
– предоставление КР(П) на предварительную проверку научному руководителю;
– устранение замечаний (если они есть);
– оформление КР(П);
– регистрация КР(П) в деканате;
– подготовка к защите;
– защита КР(П).
Этапы КП в зависимости от содержания конкретной Д(М) могут быть иными.
Руководство КП научный руководитель осуществляет в виде групповых и индивидуальных консультаций, расписание которых доводится до студентов при выдаче задания.
Основными функциями научного руководителя КР(П) являются:
– практическая помощь студенту в выборе темы КР(П), разработке плана и графика выполнения КР(П);
– рекомендации по подбору литературы, источников информации, фактического материала и др.;
– консультирование по вопросам содержания и последовательности выполнения КР(П);
– систематический контроль хода выполнения КР(П);
– информирование заведующего кафедрой в случае несоблюдения студентом сроков выполнения КР(П);
– оценка качества выполнения КР(П) в соответствии с предъявляемыми к ней требованиями (включая проверку на допустимый объём заимствований, выявление нарушений правил цитирования);
– допуск студента к защите КР(П).
При невыполнении требований к уровню, содержанию и оформлению курсового проекта научный руководитель возвращает ее студенту для доработки и устранения недостатков.
Разработка технологического процесса механической обработки заданной детали включает: выбор технологических баз, определение последовательности переходов обработки отдельных поверхностей, объединение переходов в операции, выбор оборудования, приспособлений, режущих инструментов и средств измерения переходов обработки отдельных поверхностей, объединение переходов в операции (Приложение 3). Помимо станочных операций в технологический процесс включают термообработку, нанесение покрытий, контроль и т. д.
Операции нумеруют числами 1, 2, 3 и т. д. Наименование операции включает прилагательное, производное от вида оборудования (токарная, фрезерная и т. д.) (Приложение 1).
В содержание переходов включают:
– ключевое слово, характеризующее метод обработки, выраженное глаголом в повелительной форме;
– наименование обработанной поверхности и информацию о количестве обработанных поверхностей (2 отв., 3 паза и т. д.);
– номер обработанной поверхности;
– информацию о характере обработки (одновременно, предварительно, начерно, начисто и т. д.),
– количественные показатели достигаемых параметров с указанием точностных и качественных характеристик (величины допусков и шероховатости) обрабатываемой поверхности.
Основные понятия, наименования и критерии, используемые при составлении технологических процессов механической обработки, представлены в Приложении 1.
Примером результата работы может служить представление элемента технологического процесса, для приведенной ниже детали (рис. 1, табл. 1).
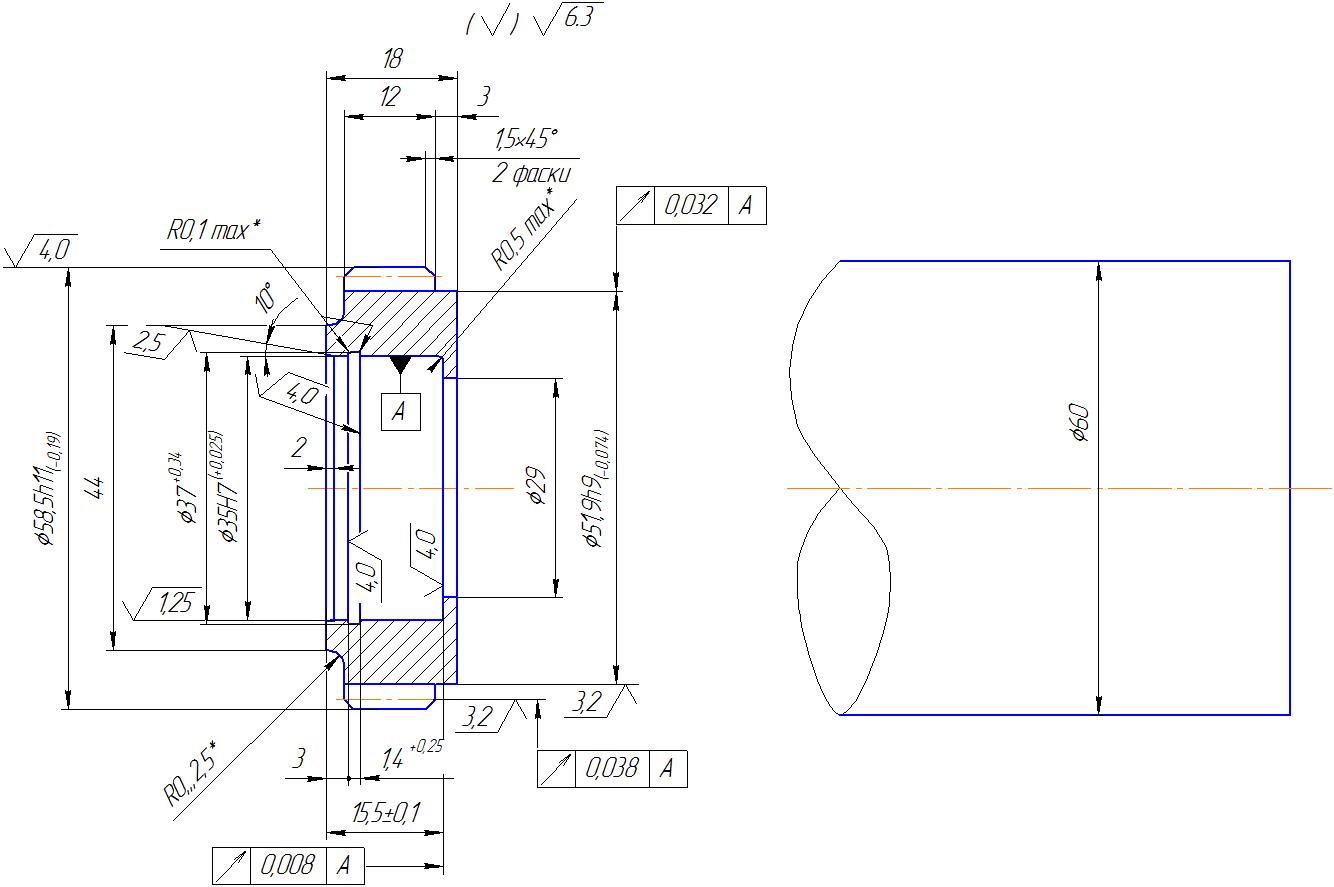
Рис. 1. Деталь «Колесо зубчатое». Материал детали – сталь 40ХН ГОСТ 4543–71 (Заготовка – сталь 60 ГОСТ 2590–2006)
Таблица 1 |
|
Вспомогательный переход установки заготовки описывают, если необходимо отразить особенности установки. Если операция включает несколько установов, то сначала описывают все позиции установа А (например, позиции 1, 3 и т. д. при обработке на многошпиндельном токарном полуавтомате), а затем все позиции установа Б и т. д. Переходы нумеруют последовательно в пределах всей операции.
Обозначение режущих инструментов по соответствующему стандарту дополняют указанием вида инструмента, характеристикой материала режущей части, указанием числа зубьев, диаметра (для фрез), угла в плане (для резцов) и т. д. Например: ГОСТ 26595-2014 Фрезы торцовые с механическим креплением сменных многогранных пластин. Основные размеры, Т15К6, 100 мм, z = 10.
Отдельные размеры на операционных эскизах и параметры оснастки в КМТ на этом этапе могут отсутствовать;
5) расчет припусков, оформление графического документа на исходную заготовку, расчет режимов резания (Приложение 3);
6) согласование КМТ с руководителем (как и чертеж детали, КМТ приносят на каждую консультацию), оформление технологических карт, КМТ и схем обработки.
Разделы ПЗ оформляют начисто сразу же после окончания работы над соответствующей частью проекта. Одновременно дополняют черновик списка источников материалами, использованными при работе над этой частью.