

3.3. Выбор металлорежущего инструмента
Конструкция используемого при механической обработке металлорежущего инструмента должна соответствовать как выполняемому переходу, так и используемому оборудованию 27, 29.
Так на первой операции используются пилы или пильные диски

Рис. 34. Пильный диск по металлу
Таблица 33
Основные параметры некоторых пильных дисков
Диаметр, мм |
Количество зубьев |
Шаг зуба, мм |
Ширина пропила, мм |
Толщина основы пилы, мм |
500 |
50 |
31,4 |
5,7 |
4,2 |
660 |
80 |
25,9 |
6,5 |
5,0 |
720 |
52 |
43,5 |
6,5 |
5,0 |
Согласно габаритам станка был выбран пильный диск для разрезки заготовок из металла 7206,5127 мм с припаянными пластинками из твердого сплава Т15К6.
На токарной операции используются сборные резцы с пластинками из твердого сплава Т15К6, размером 2525140 мм. По видам выполняемых на операциях 2 и 4 переходах рекомендуются резцы следующих типов:
– операция 2: подрезание торца – резец подрезной, упорный со сменной многогранной пластинкой (СМП) из твердого сплава Т15К6 (рис. 35).

Рис. 35. Резец подрезной, упорный со сменной многогранной пластинкой (СМП) из твердого сплава Т15К6.
– операция 2: сверление центрового отверстия А 3,15 – сверло центровочное из быстрорежущей стали Р6М5 (рис. 36)
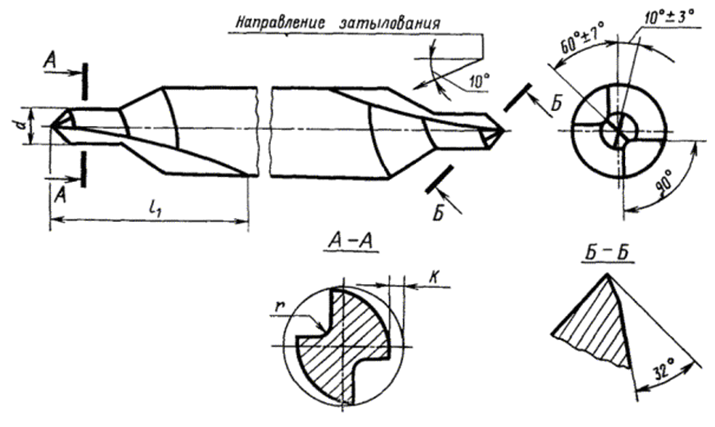
Рис. 36. Сверло центровочное из быстрорежущей стали Р6М5
– операция 2: сверление сквозного отверстия – сверло спиральное из быстрорежущей стали Р6М5 (рис. 37)
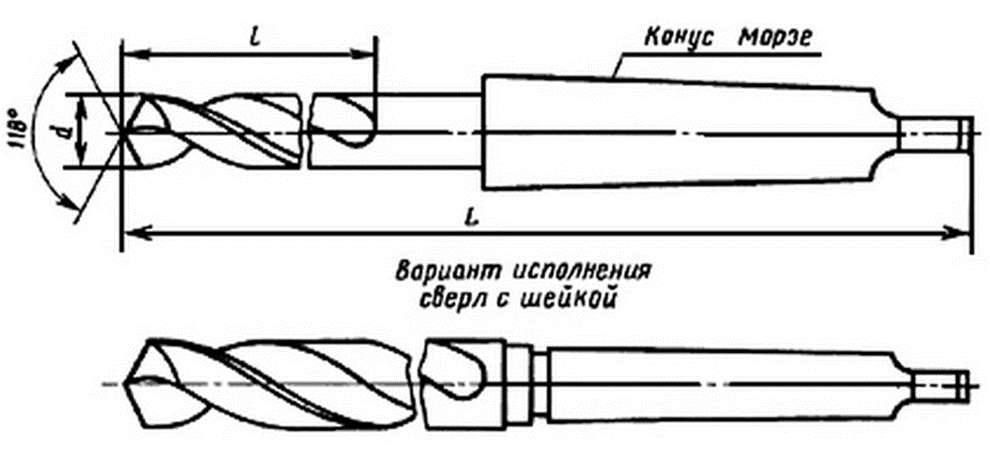
Рис. 37. Сверло спиральное из быстрорежущей стали Р6М5
– операция 2: растачивание отверстия и наложения фасок- резец расточной с напайной пластинкой из твердого сплава Т15К6 ввиду малого размера растачиваемого отверстия резец расточной с напайной пластинкой из твердого сплава Т15К6 ввиду малого размера растачиваемого отверстия.
– операция 2: точение фасок резец расточной с напайной пластинкой из твердого сплава Т15К6 ввиду малого размера растачиваемого отверстия.
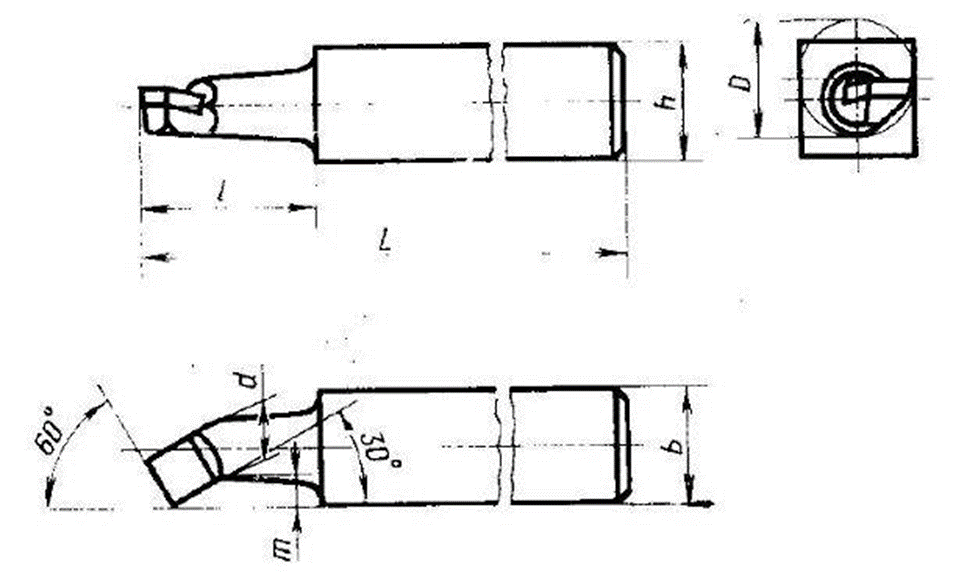
Рис. 38. Резец расточной с напайной пластинкой из твердого сплава Т15К6
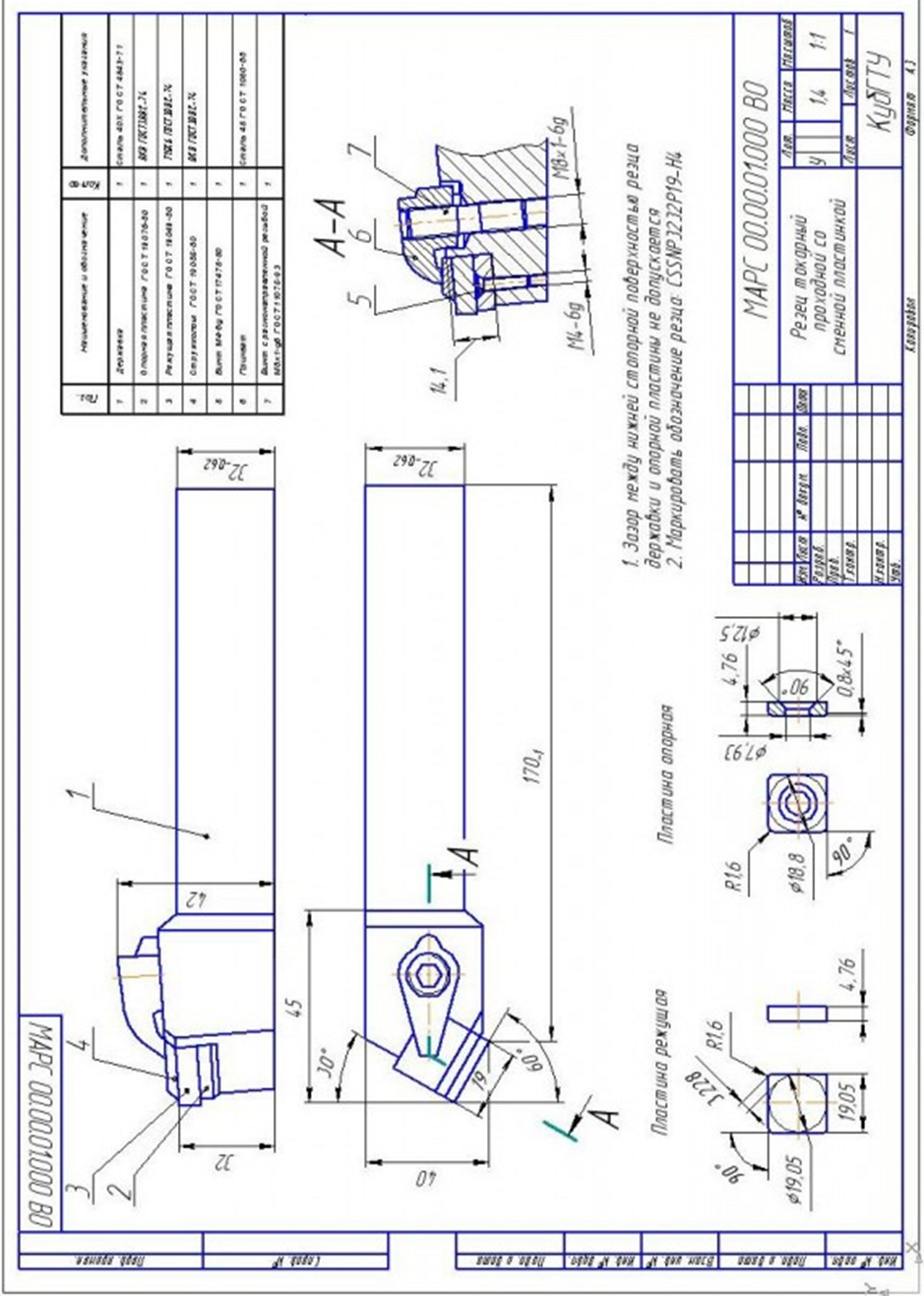
– операция 4: точение наружной поверхности на проход – резец проходной со сменной многогранной пластинкой (СМП) из твердого сплава Т15К6.
Данный резец (рис. 41) представляет собой корпус 1, в котором выфрезерован паз под четырехгранную твердосплавную режущую пластинку (СМП) 3 и поддерживающую ее также твердосплавную пластинку – подложку 2. Подложка от смещения удерживается развальцованной трубкой 5. К боковым поверхностям паза режущая пластинка прижимается силами резания. Сверху на режущую пластину дополнительно наложена также твердосплавная стружколомающая пластинка 4. Фиксация всех пластин производится элементами крепления: прихватом 6 и винтом 7.
- операция 4: точение кольцевых фасонных канавок – фасонный резец с напайной твердосплавной пластинкой (рис. 39)

Рис. 39. Фасонный резец с напайной твердосплавной пластинкой
Для протягивания шпоночных пазов используются специальный инструмент – протяжки (рис. 40)
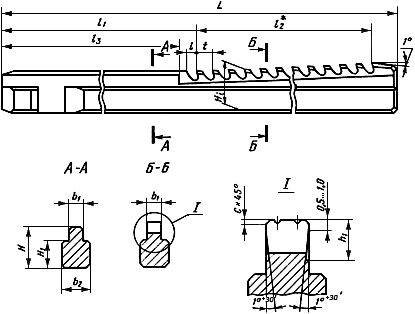
Рис. 40. Протяжка
|
Рис. 41. Чертеж проходного резца |
Шлифование внутренней цилиндрической поверхности (операция 6) производится абразивными кругами малого размера
Круг 20×20×12 1кл.А 24А24П СМ17К6,
первого класса уравновешенности и класса А точности, изготовленного из абразива – электрокорунд белый (24А), размером зерен 0,24…0,16 мм и повышенным содержание основной фракции (П), средней мягкости связки (СМ1), седьмым номером структуры и связкой из керамики (К6).
Для полировки кольцевых канавок рекомендуется использовать круг полировальный, войлочный, грубошерстный 2002032 и абразивная паста – Паста ГОИ №3 ТУ 6–18–36–85