

Приложение 9 Примерное содержание пояснительной записки курсового проекта при проектировании технологического проекта изготовления детали «Шкив»
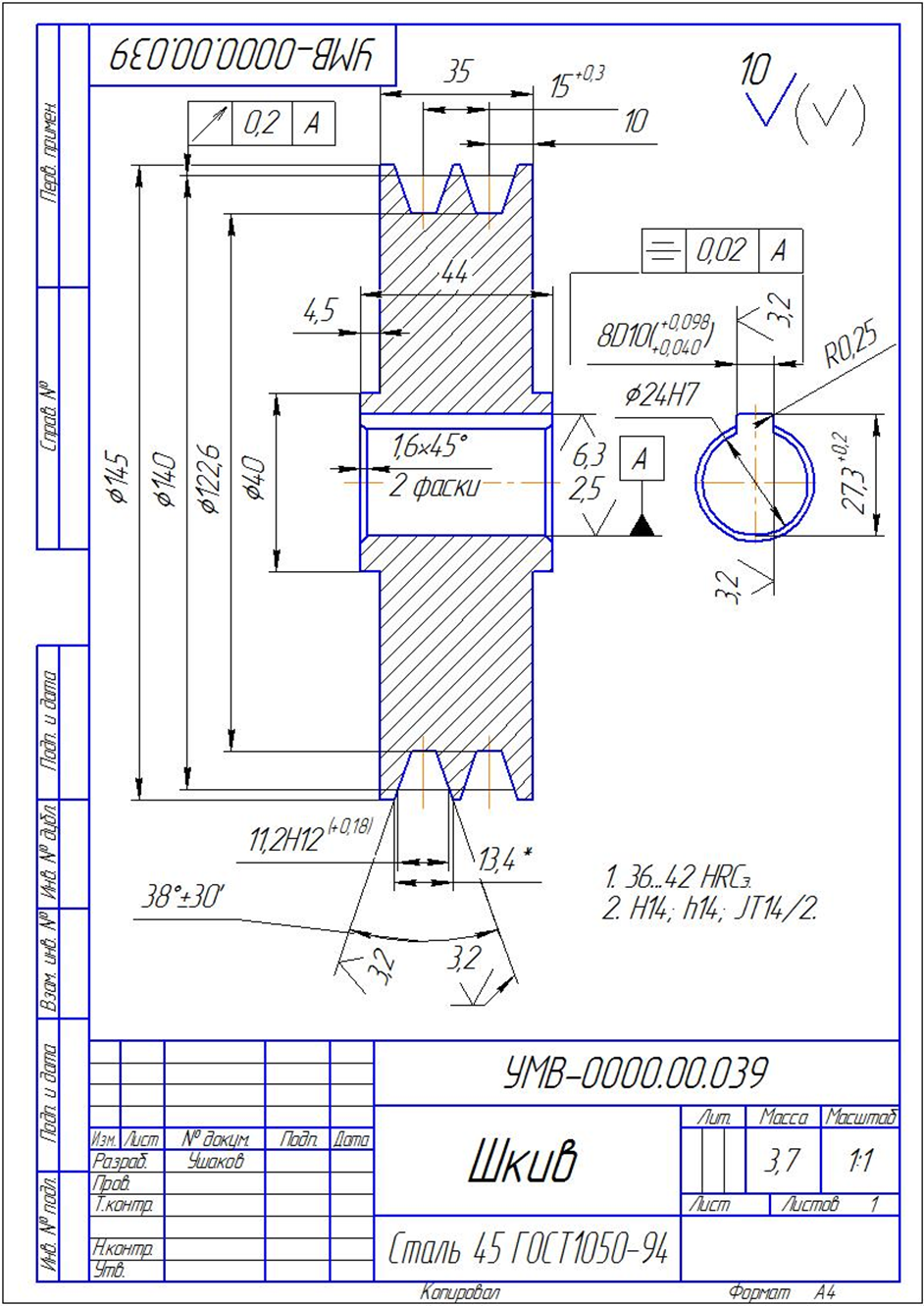
Рис. 28. Чертеж детали для разработки технологического процесса
Введение
Современная жизнь и производственная деятельность людей характеризуется использованием большого числа машин, механизмов и приспособлений, облегчающих деятельность человека, повышающих его работоспособность и производительность и снижающих временные, трудовые и материальные затраты, необходимые для совершения тех или иных действий.
Учитывая широкую функциональность, в своей деятельности человек использует большую номенклатуру машин, механизмов и приспособлений, позволяющих механически, физически, кинематически и т. д. воздействовать на окружающую среду, обеспечивая себе необходимые условия для жизнедеятельности. Это приводит к необходимости создания машин, состоящих из большого числа элементов – деталей, каждая из которых имеет свою форму, строго определенные размеры, прочность и износостойкость.
Основными материалами, которые используются при создании машин для повышения их надежности, работоспособности, малых габаритов и веса являются материалы повышенной прочности и износостойкости. Способы получения данных материалов и первичных изделий ( заготовок ) из них являются наиболее трудоемкими и энергоемкими и не позволяют получить на данном этапе изделия необходимой эксплуатационной формы. Это приводит к необходимости дальнейшей механической обработки заготовок для достижения условий, требуемых при эксплуатации деталей изделий или машин.
В настоящее время существует значительное число способов механической обработки материалов, позволяющих получать изделия заданной формы с заданной точностью, шероховатостью и качеством поверхностного слоя. К ним можно отнести:
– обработку металлов резанием (шлифование включено в данный раздел);
– ручную или механическую пригонку или доводку;
– электрохимические и электрофизические методы обработки;
– лучевую, а также электро-магнитную обработку и т. д.
В большинстве случаев требуемая точность размеров деталей не превышает 0.01…0.02 мм, а допускаемые размеры микронеровностей поверхностей (шероховатость) находится в пределах 0.02…0.0004 мм. Данные показатели вполне достижимы всеми вышеперечисленными способами обработки, однако наиболее производительным из них является обработка металлов резанием ( в 5…10 раз ). Поэтому данный способ в виде обработки деталей на металлорежущих станках наиболее распространен в производстве.
Предлагаемый технологический процесс изготовления заданной детали «Шкив» УМВ–0000.00.039 разработан на основных положения «Технологии машиностроения» и «Резания металлов», включающих операции механической обработки.
1. Анализ чертежа детали
1.1. Назначение детали
Представленная в качестве задания на курсовое проектирование деталь «Шкив» (см. рис. 28) является типовой осесимметричной деталью малых габаритов и веса. Подобные детали предназначены для передачи крутящего момента от электродвигателя ко входному валу редуктора или шпинделя оборудования. В качестве передающего элемента в данной конструкции используется клиновые ремни ГОСТ1284-68. Данный вид передач используется при малых межцентровых расстояниях между осями шкивов, значительными крутящими моментами, большими передаточными отношениями и числами оборотов на входном валу 500…3000 об/мин.
Передача
крутящего момента от вала к ремням
осуществляется с помощью шпоночного
соединения – паз 8D10( ),
а на клиновые ремни – силой трения
ремней в двух клиновых пазах с углом
профиля 38030.
),
а на клиновые ремни – силой трения
ремней в двух клиновых пазах с углом
профиля 38030.
Значительные обороты вращения и наличие возможных смещенных масс приводят к большим инерционным нагрузкам, проскальзыванию и износу ремней, поэтому деталь должна быть выполнена строго симметричной относительно оси вращения. Это обеспечивается представленной конструкцией детали, высокой точностью посадочного отверстия (24H7) и малым радиальным биением кольцевых канавок под клиновые ремни по отношению к оси посадочного отверстия.
Для уменьшения износа боковой поверхности ремней шероховатость клиновых канавок должна быть не ниже 6 класса шероховатости. Во избежание появления при сборке и ремонте «забоин» на рабочих поверхностях кольцевых канавок и посадочного отверстия, а также снижения коррозии, деталь подвергается термической обработке – закалке до твердости HRCЭ36…42 (по шкале Роквелла).