0223 / Seregina_isp_2
.docДеталь _Фланец_
наименование
Обозначение РП – 990/35 – 00.012
номер детали
Заготовка Штамповка Ø54,5˟11,5˟39 Материал Сталь 20 ГОСТ 1050-88__ Термообработка отсутствует
форма и номер нормативного документа марка и номер нормативного документа вид , уровень твердости, качественные показатели
Маршрутно – операционная карта механической обработки
№ операции или перехода |
Наименование операции и содержание перехода |
Рабочий эскиз |
Оборудование |
Приспособление |
Режущий инструмент |
Вспомогательный инструмент |
Мерительный инструмент |
Режимы резания |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1 |
Заготовительная |
|
|
|
|
|
|
|
1 |
Установить заготовку |
|
Молот штамповочный мод. |
Штамп обрубной специальный 1 |
|
|
|
|
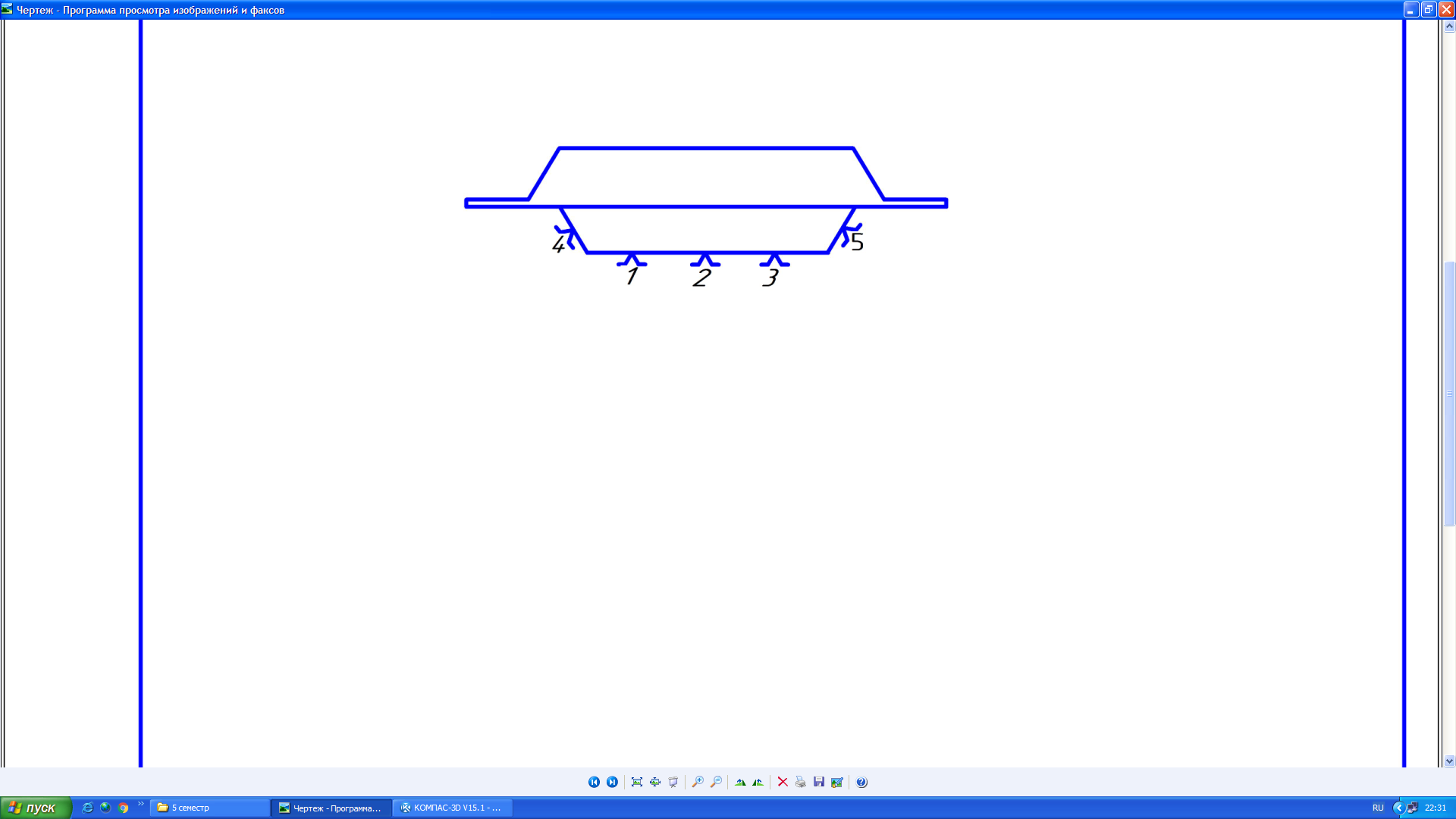
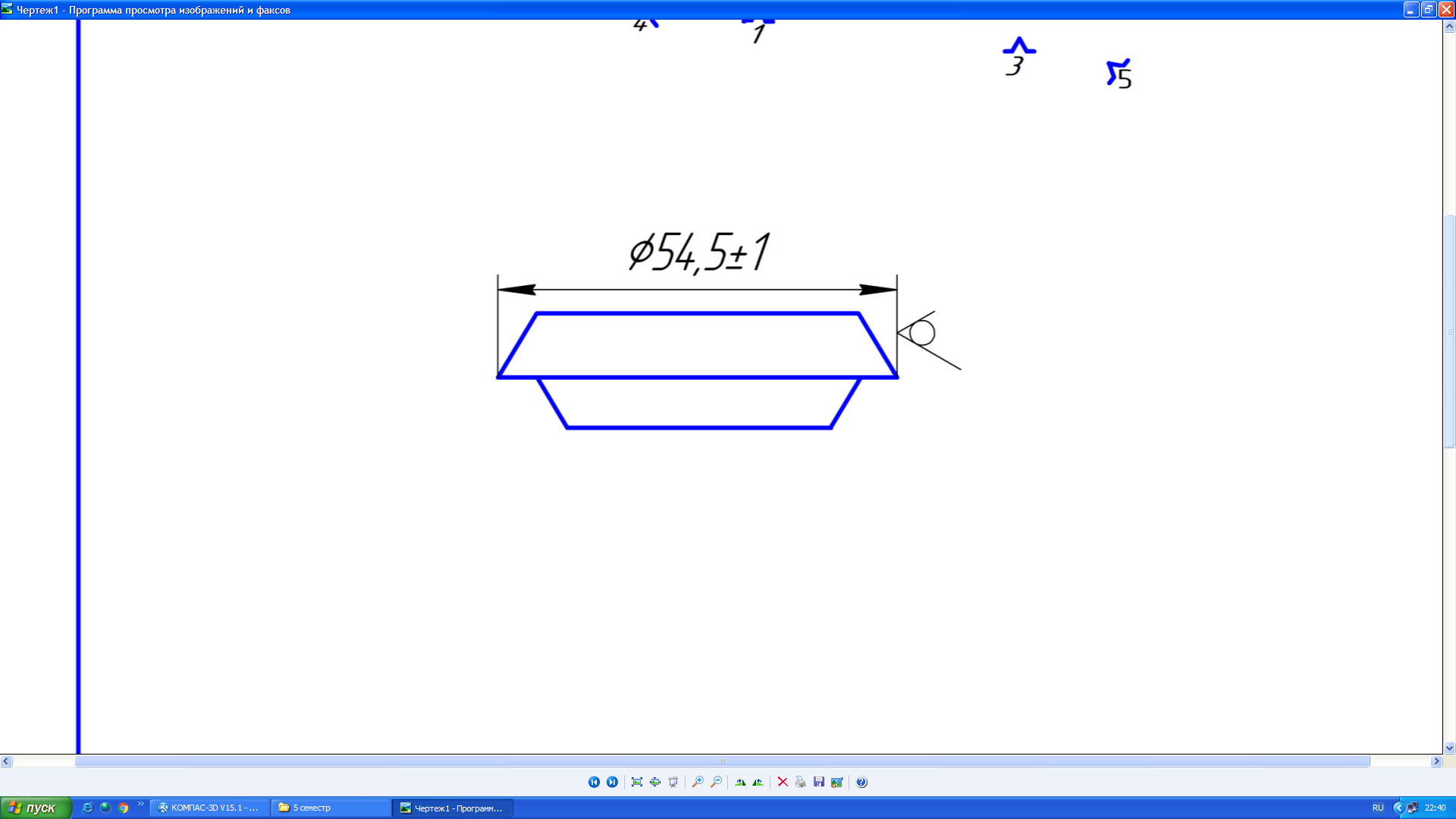
2 |
Обрубить облой
54,5±1 мм
|
|
|
|
|
|
Штанген-циркуль ШЦ–II–350 ГОСТ 166-73 |
n = 30 дв.ход/мин |
3 |
Снять заготовку |
|
|
|
|
|
|
|
2 |
Заготовительная |
|
|
|
|
|
|
|
1 |
Установить заготовку |
|
Молот штамповочный мод. |
Штамп выбрубной специальный 2 |
|
|
|
|
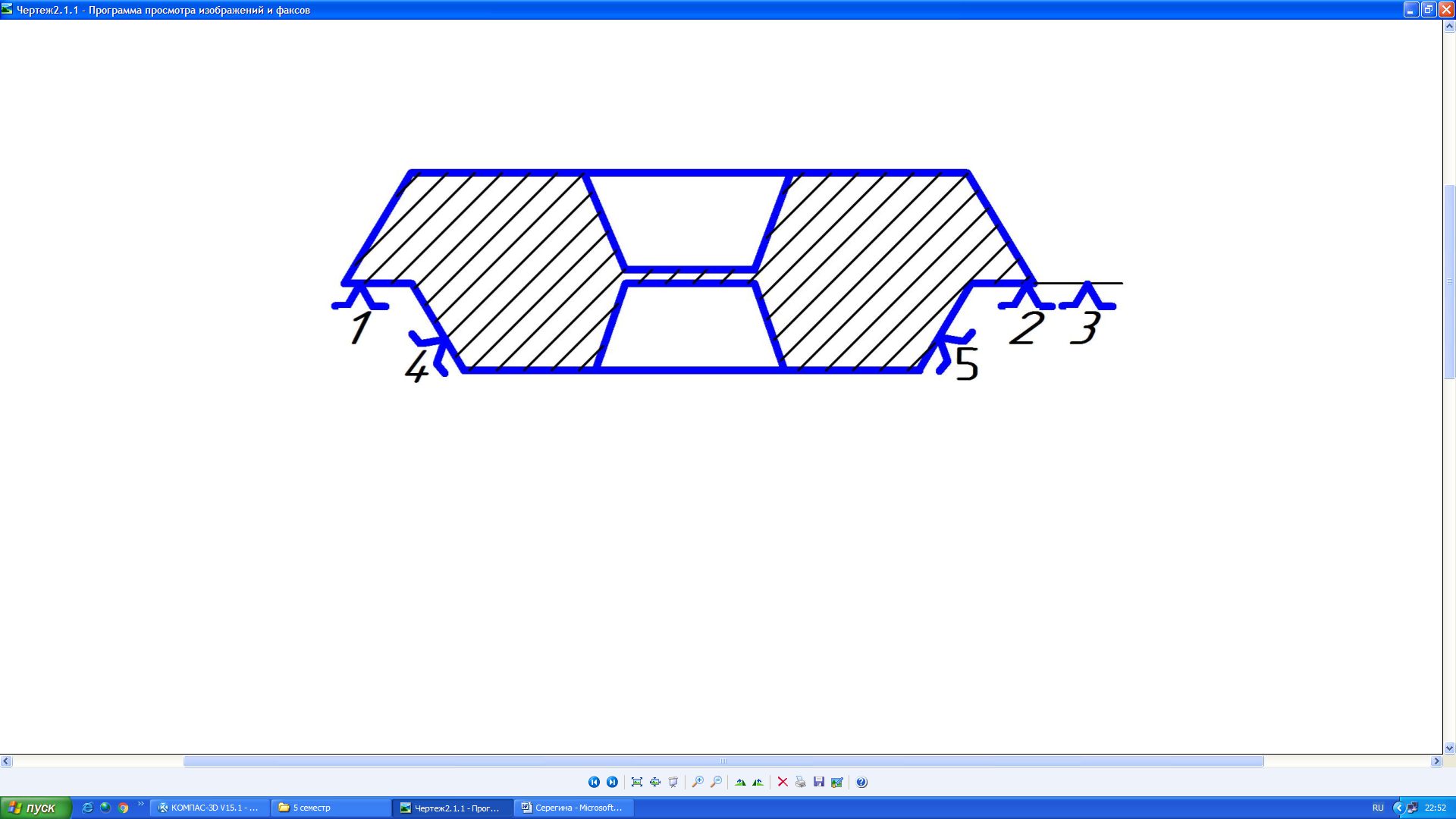
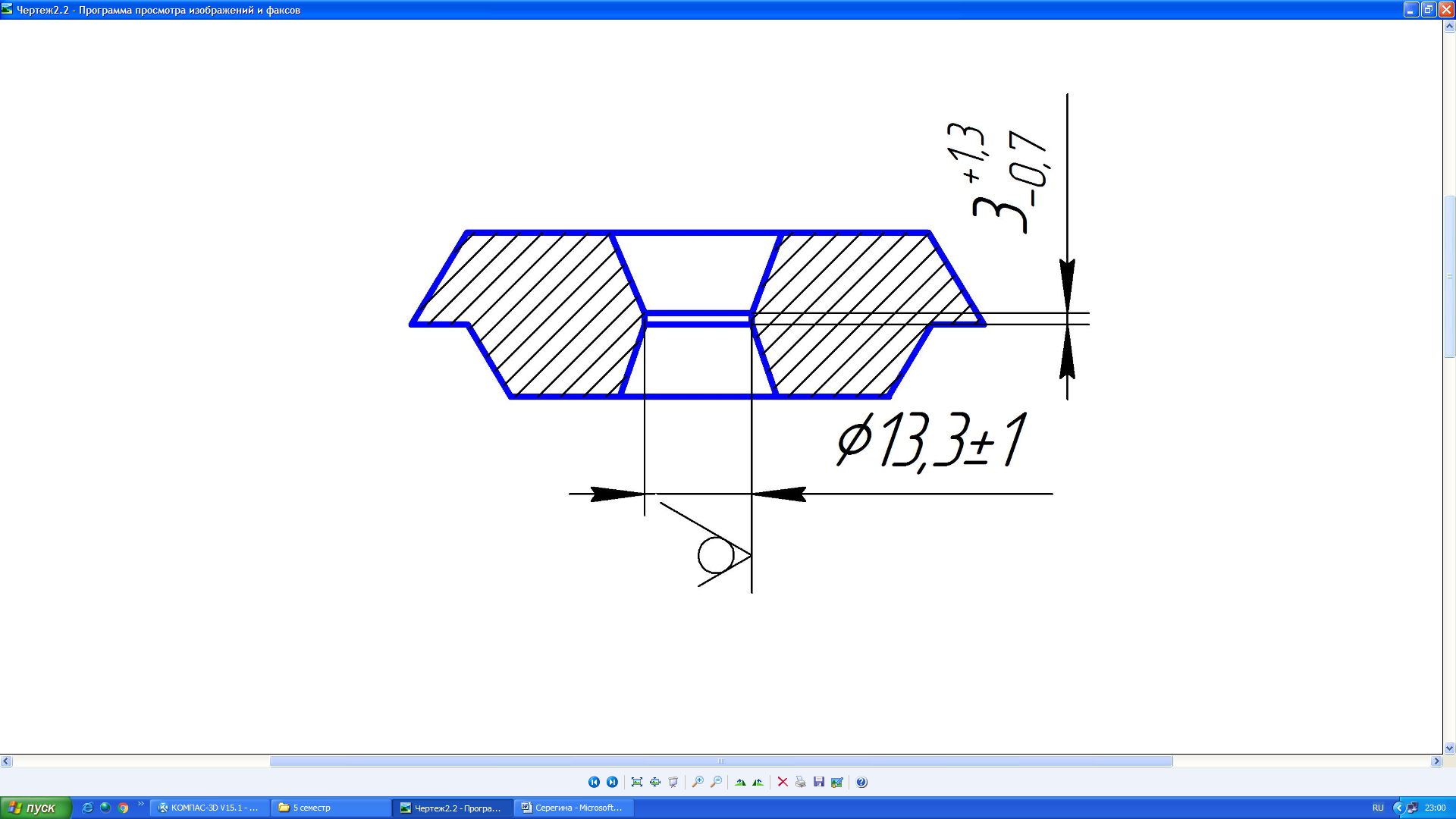
2 |
Вырубить перемычку отверстия 13,3±1
мм при толщине
|
|
|
|
|
|
Штанген-циркуль ШЦ–II–350 ГОСТ 166-73 |
n = 30 дв.ход/мин |
3 |
Снять заготовку |
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
2 |
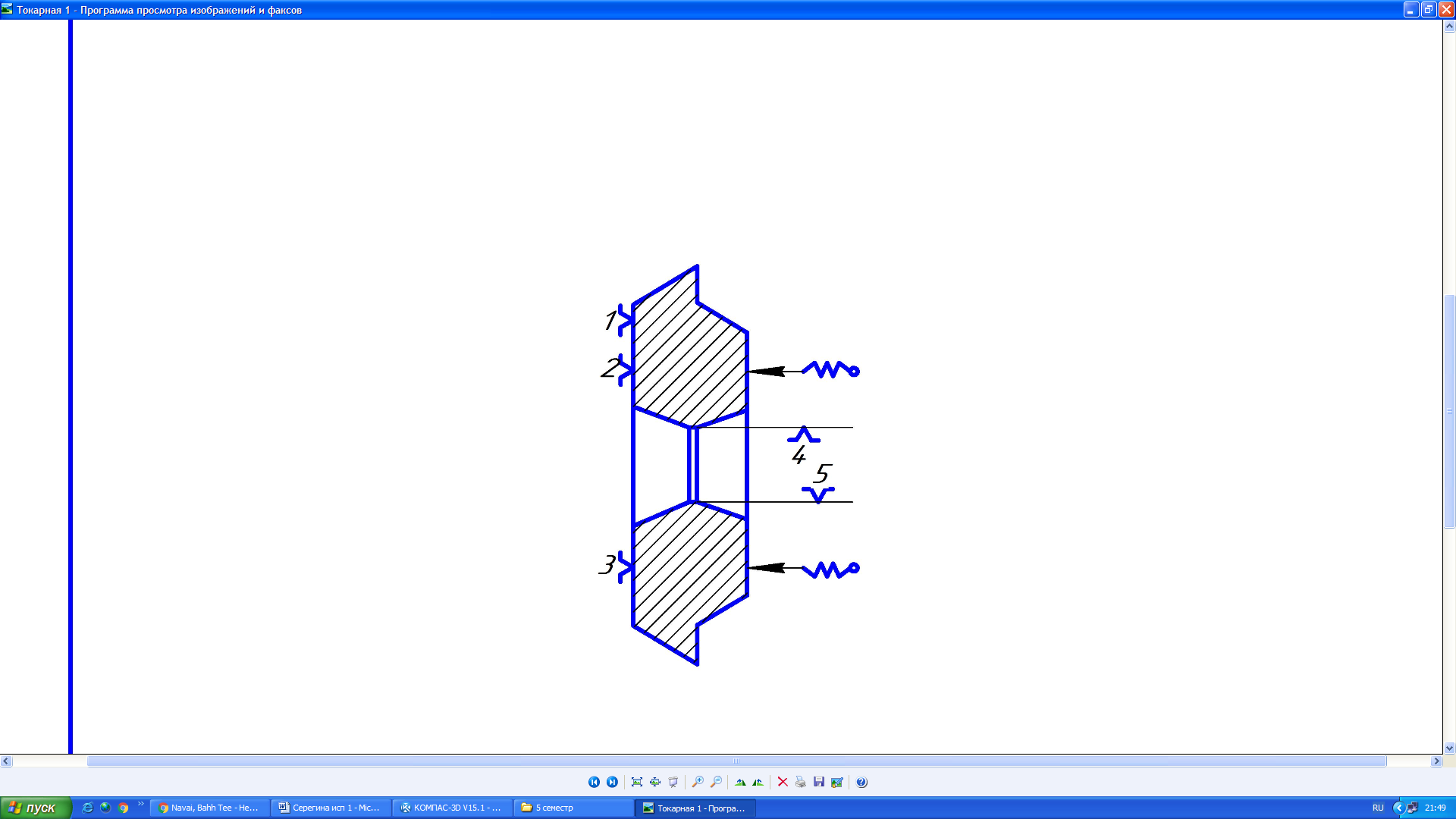
Токарная |
|
|
|
|
|
|
|
1 |
Установить и закрепить заготовку |
|
Токарно-винторез-ный станок повышен-ной точнос-ти мод.16К20 |
3-х кулач-ковый патрон специальный 1 Прижим задней бабки 1 |
|
|
|
|
2 |
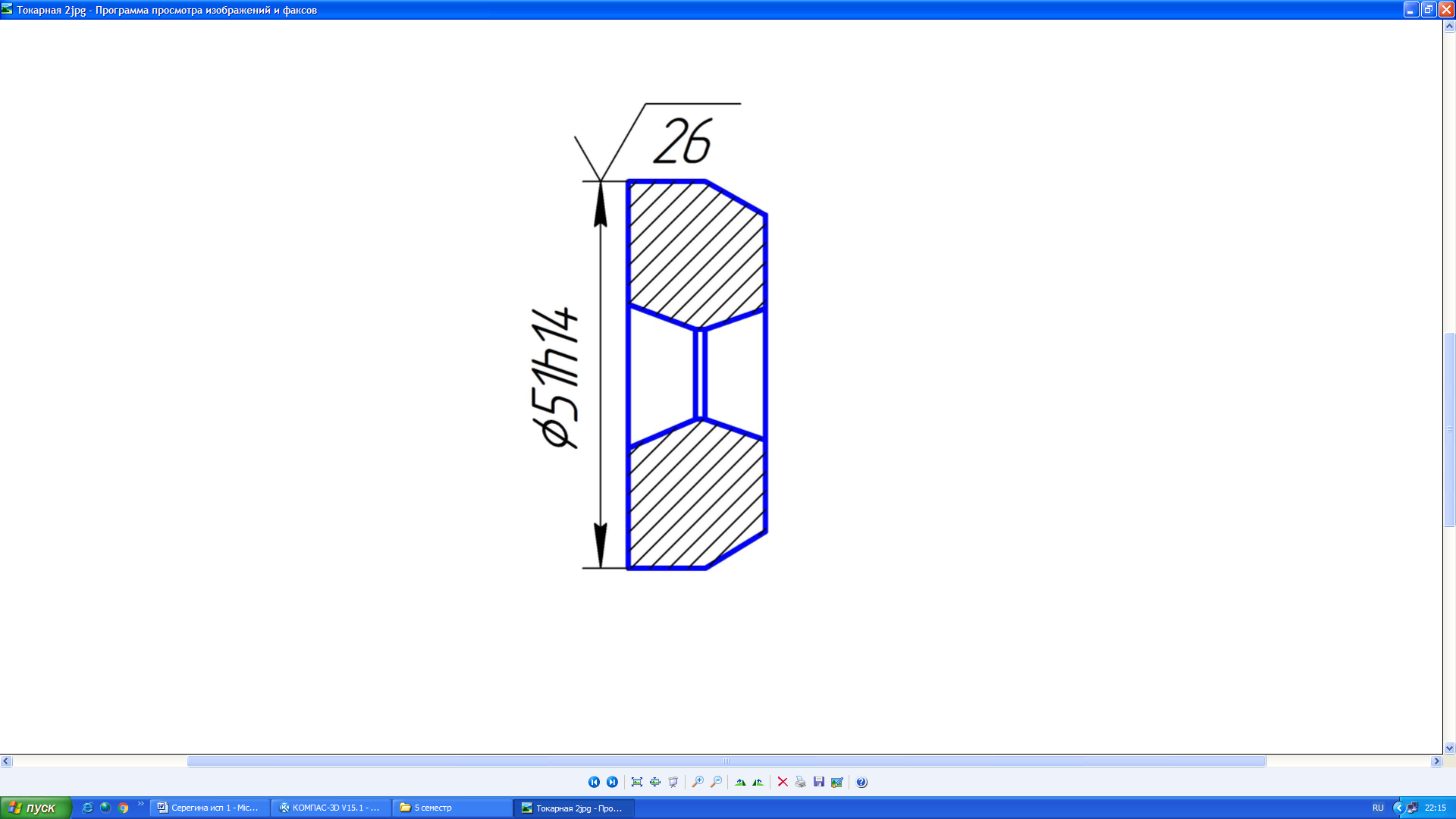
Точить Ø51 H14 Ra26 начерно на проход |
|
|
Резец подрез-ной Т15К6 |
|
Штанген-циркуль ШЦ–II–350 ГОСТ 166-73 Микро-метр МК 50…75 ГОСТ 6507-60 |
V = 92 м/мин; n =125 об/мин; S = 0.25 мм/об t = 1 мм |
|
3 |
Точить Ø50 H14 Ra10 начисто на проход |
|
|
|
|
|
|
|
4 |
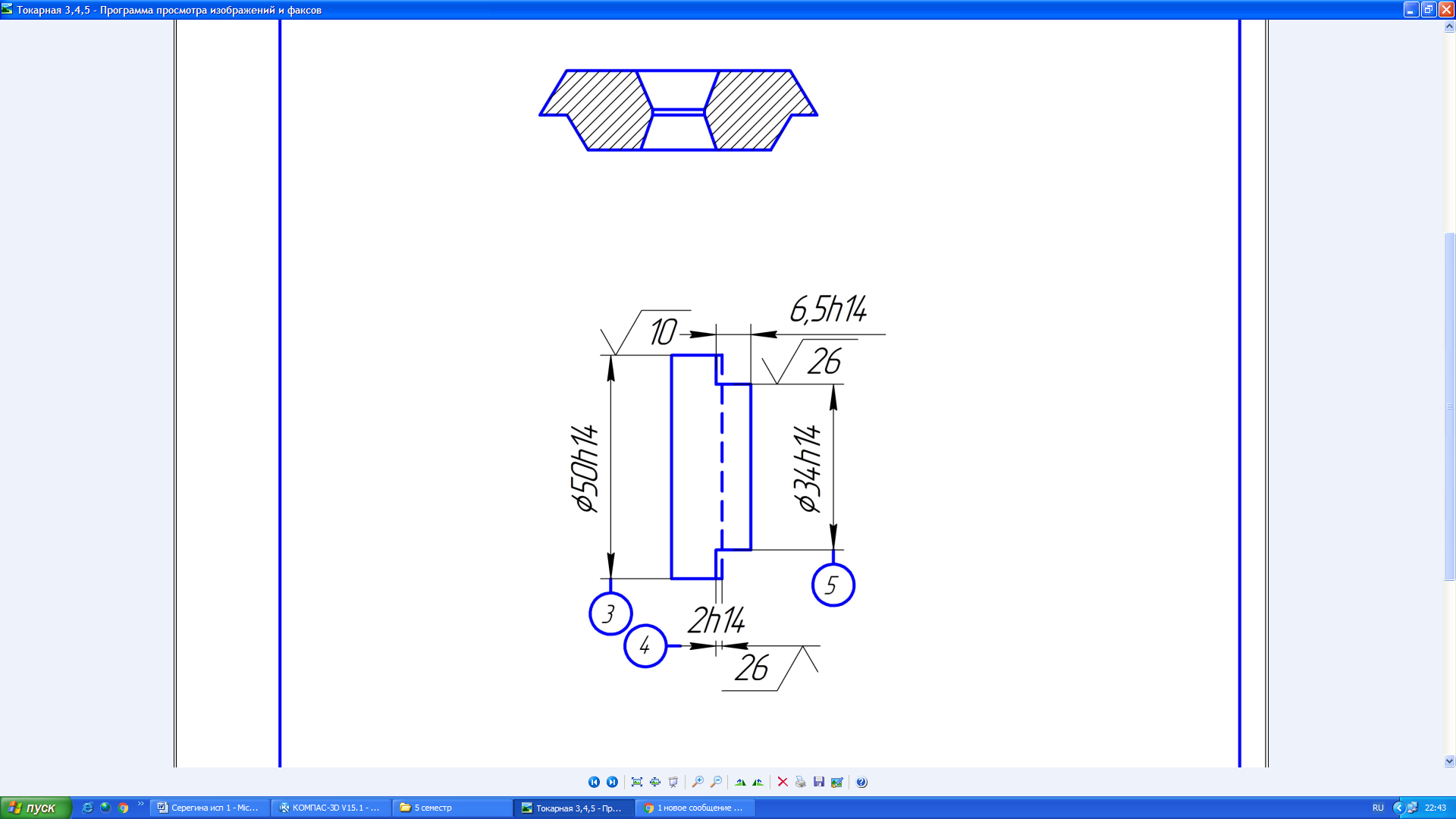
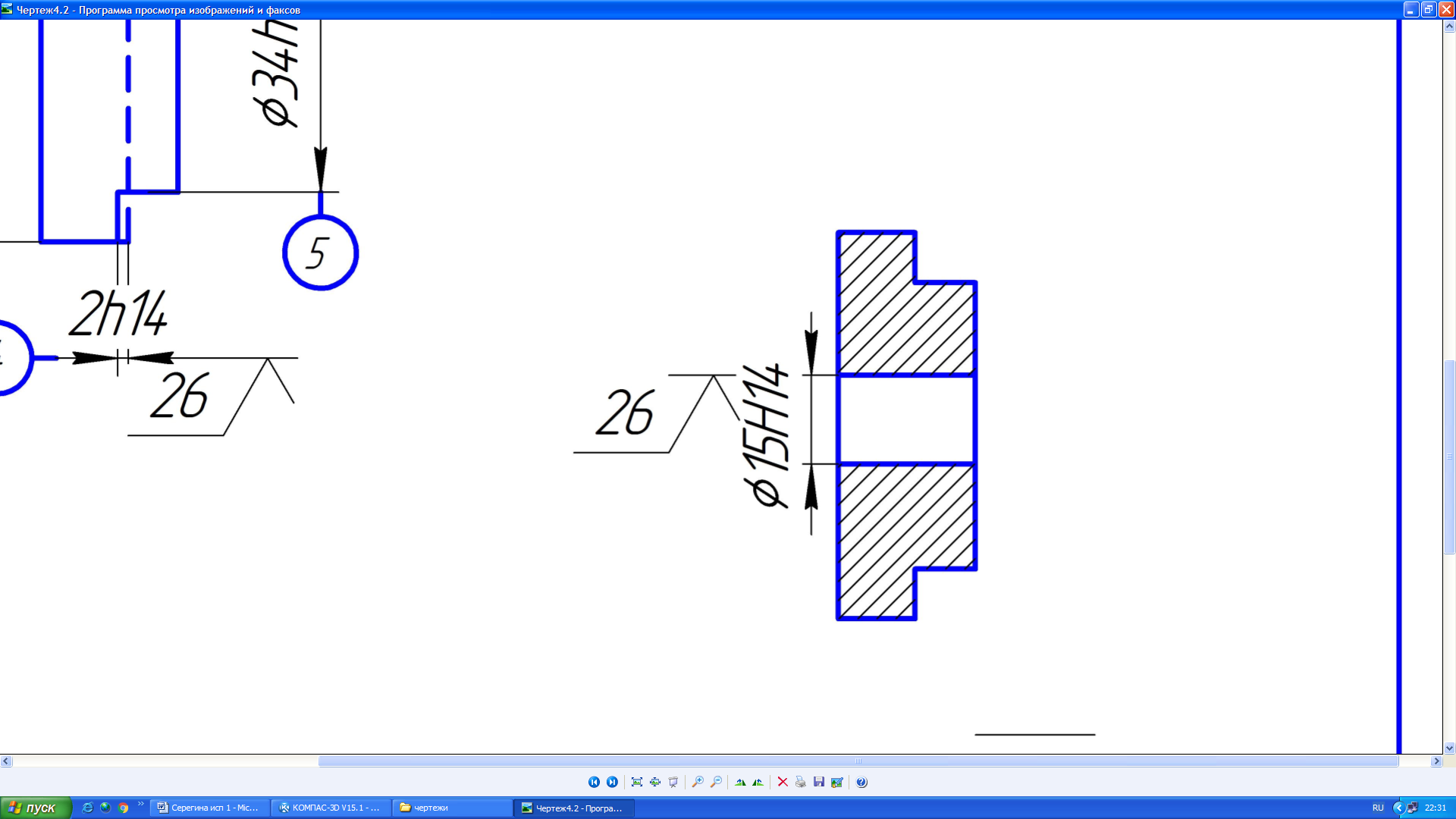
Подрезать торец на глубину 2 h14 Ra26 от Ø50 H14 до Ø34 H14 |
|
|
|
|
|
|
|
5 |
Точить обратным ходом Ø34 H14 Ra26 на длине 6,5 h14 |
|
|
|
|
|
|
|
3 |
Токарная |
|
|
|
|
|
|
|
1 |
Установить и закрепить заготовку |
|
Токарно-винторез-ный станок повышен-ной точнос-ти мод.16К20 |
3-х кулач-ковый патрон специальный 2 Прижим задней бабки 1 |
|
|
|
|
2 |
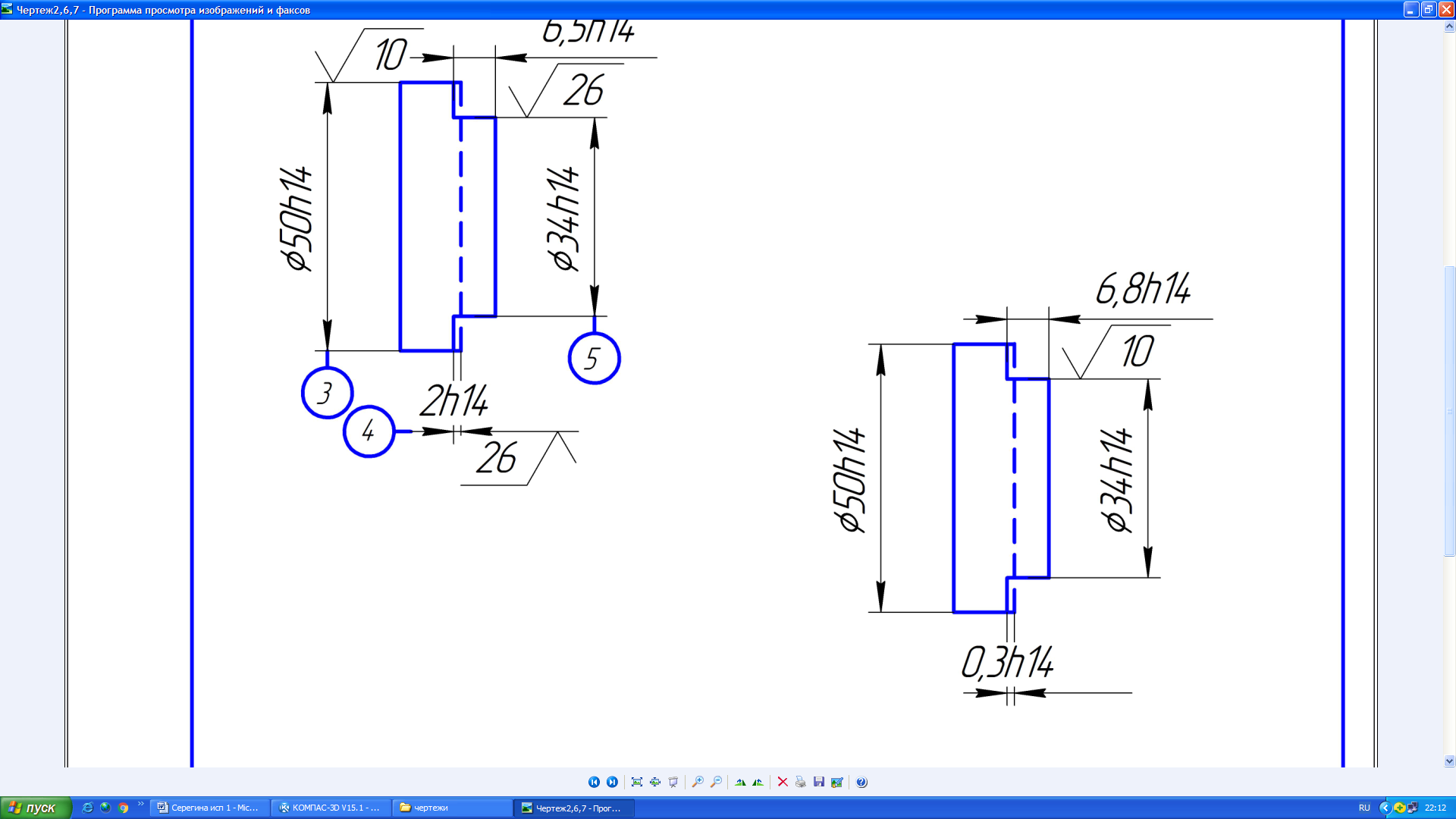
Подрезать торец начисто в размер 0,3 h14 Ra10 от Ø50 до Ø34 h14 |
|
|
|
Резец подрез-ной Т15К6 |
|
Штанген-циркуль ШЦ–II–350 ГОСТ 166-73 Микро-метр МК 50…75 ГОСТ 6507-60 |
V = 160 м/мин; n =200 об/мин; S = 0.05 мм/об t = 0.5 мм |
3 |
Точить обратным ходом начисто Ra10 на длине 6,8 h14 |
|
|
|
|
|
|
|
4 |
Раскрепить и снять деталь |
|
|
|
|
|
|
|
4 |
Токарная |
|
|
|
|
|
|
|
1 |
Установить и закрепить заготовку |
|
|
3-х кулач-ковый патрон специальный 3
|
|
|
|
|
2 |
Расточить отв. Ø15 H14 Ra26 начерно на проход |
|
|
|
Резец подрез-ной Т15К6 |
|
Штанген-циркуль ШЦ–II–350 ГОСТ 166-73
|
V = 100 м/мин; n =630 об/мин; S = 0.4 мм/об t = 2.5 мм |
3 |
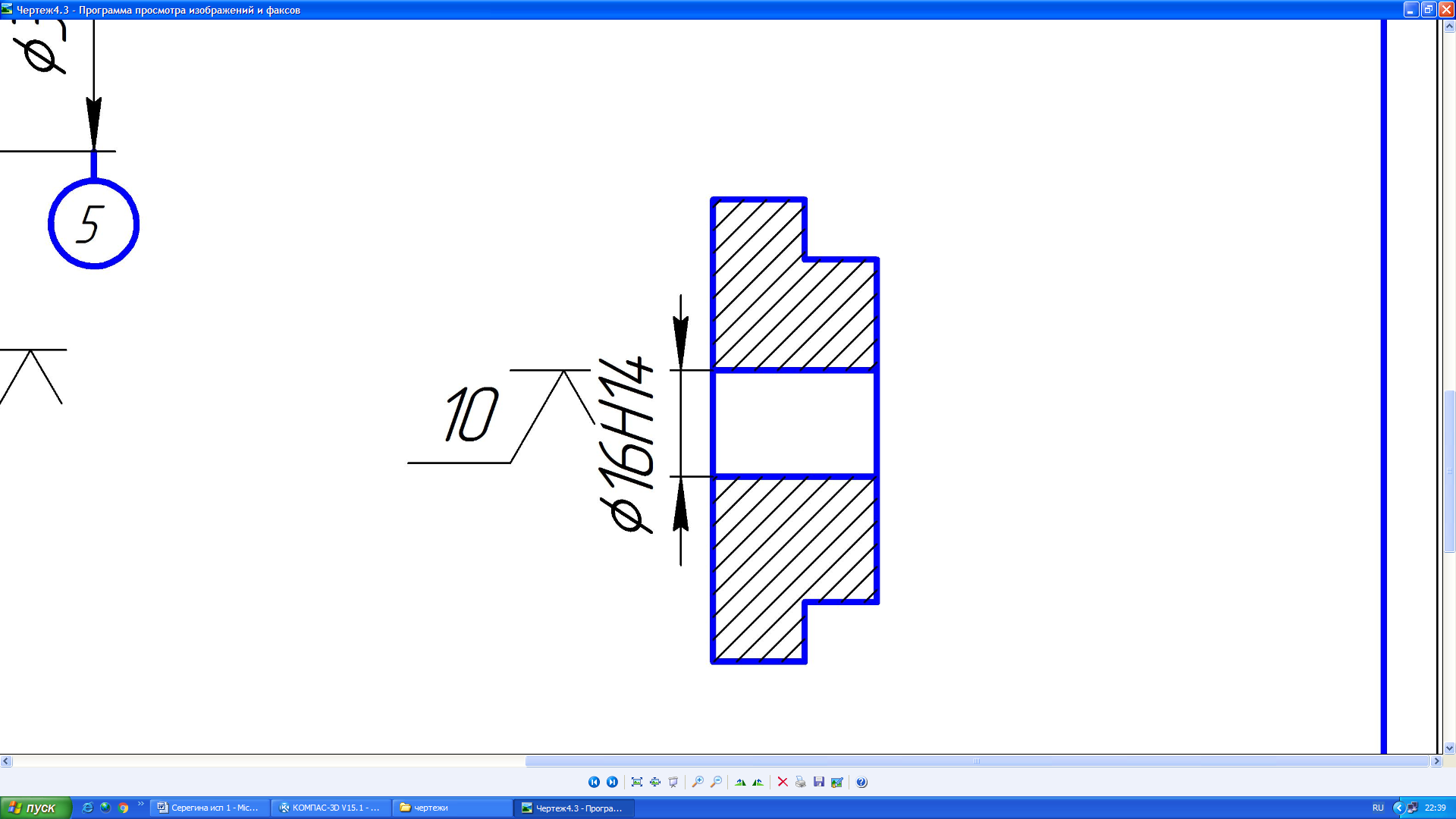
Расточить отв. Ø16 H14 Ra10 начисто на проход |
|
|
|
Резец подрез-ной Т15К6 |
|
Нутро-метр индика-торный НИ 50 ГОСТ 868-72 |
V = 130 м/мин; n = 1000 об/мин; S = 0.15 мм/об t = 0.75 мм |
5 |
Точить Ø34 H14 в размер 4 h14 на глубину 3,5 Ra26 |
|
|
|
Резец канавочный Т15К6 |
|
|
|
5 |
Расточить отв. Ø52H7 Ra3,2 на проход |
|
|
|
Резец подрез-ной Т15К6 |
|
Нутро-метр индика-торный НИ 50 ГОСТ 868-72 |
V = 160 м/мин; n = 1250 об/мин; S = 0.05 мм/об t = 0.25 мм |
6 |
Точить Ø175H14 Ra12,5 на глубину 19h14 мм |
|
|
|
Резец расточной Т15К6 |
|
|
V = 92 м/мин; n =125 об/мин; S = 0.15 мм/об t = 1 мм |
7 |
Подрезать торец в размер 19h14 Ra12,5 от Ø175 мм до Ø128 мм |
|
|
|
|
|
|
|
8 |
Точить Ø88h14 Ra12,5 на глубину 19h14 мм |
|
|
|
Резец расточной Т15К6 |
|
|
V = 92 м/мин; n =125 об/мин; S = 0.15 мм/об t = 1 мм |
9 |
Подрезать торец в размер 19h14 Ra12,5 от Ø88 мм до Ø132 мм |
|
|
|
|
|
|
|
10 |
Раскрепить, установить и закрепить заготовку |
|
|
|
|
|
|
|
11 |
Подрезать торец начерно в размер 64,5h14 Ra26 |
|
|
|
Резец подрез-ной Т15К6 |
|
Штанген-циркуль ШЦ–II–350 ГОСТ 166-73 Микро-метр МК 50…75 ГОСТ 6507-60 |
V = 92 м/мин; n =125 об/мин; S = 0.25 мм/об t = 1 мм |
12 |
Подрезать торец начисто в размер 64h14Ra6,3 |
|
|
|
Резец подрез-ной Т15К6 |
|
Штанген-циркуль ШЦ–II–350 ГОСТ 166-73 Микро-метр МК 50…75 ГОСТ 6507-60 |
V = 160 м/мин; n =200 об/мин; S = 0.05 мм/об t = 0.5 мм |
13 |
Точить фаску 3h14×45° Ra12,5 на Ø226.78 мм |
|
|
|
|
|
|
|
14 |
Точить фаску 3h14×45° Ra12,5 на Ø52 мм |
|
|
|
|
|
|
|
15 |
Точить Ø227.5 h14 Ra12,5 на проход в 2 прохода |
|
|
|
|
|
|
|
16 |
Точить Ø226.78 Ra3,2 на проход |
|
|
|
|
|
|
|
17 |
Раскрепить, установить и закрепить заготовку |
|
|
|
|
|
|
|
18 |
Расточить отв. Ø52H7 Ra3,2 на проход |
|
|
|
|
|
|
|
19 |
Точить Ø175H14 Ra12,5 на глубину 19h14 мм |
|
|
|
|
|
|
|
20 |
Подрезать торец в размер 19h14 Ra12,5 от Ø175 мм до Ø128 мм |
|
|
|
|
|
|
|
21 |
Точить Ø88h14 Ra12,5 на глубину 19h14 мм |
|
|
|
|
|
|
|
22 |
Подрезать торец в размер 19h14 Ra12,5 от Ø88 мм до Ø132 мм |
|
|
|
|
|
|
|
23 |
Раскрепить, установить и закрепить заготовку |
|
|
|
|
|
|
|
24 |
Точить фаску 3h14×45° Ra12,5 на Ø226.78 мм |
|
|
|
|
|
|
|
25 |
Раскрепить и снять заготовку |
|
|
|
|
|
|
|
4 |
Сверлильная |
|
|
|
|
|
|
|
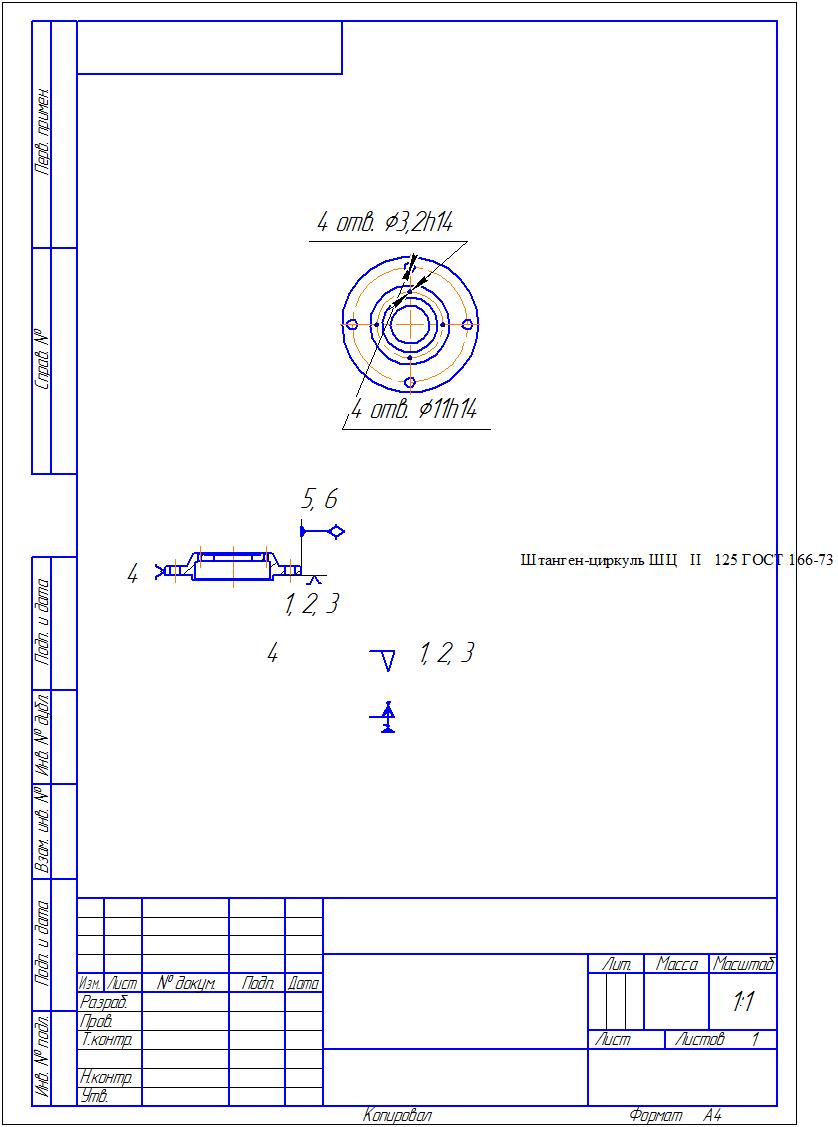
1 |
Установить и закрепить деталь |
|
Вертикаль-но-свер-лильный станок 2А125 |
Тиски сверлильные |
|
Патрон сверлильный |
Штанген-циркуль ШЦ–II–125 ГОСТ 166-73 |
|
2 |
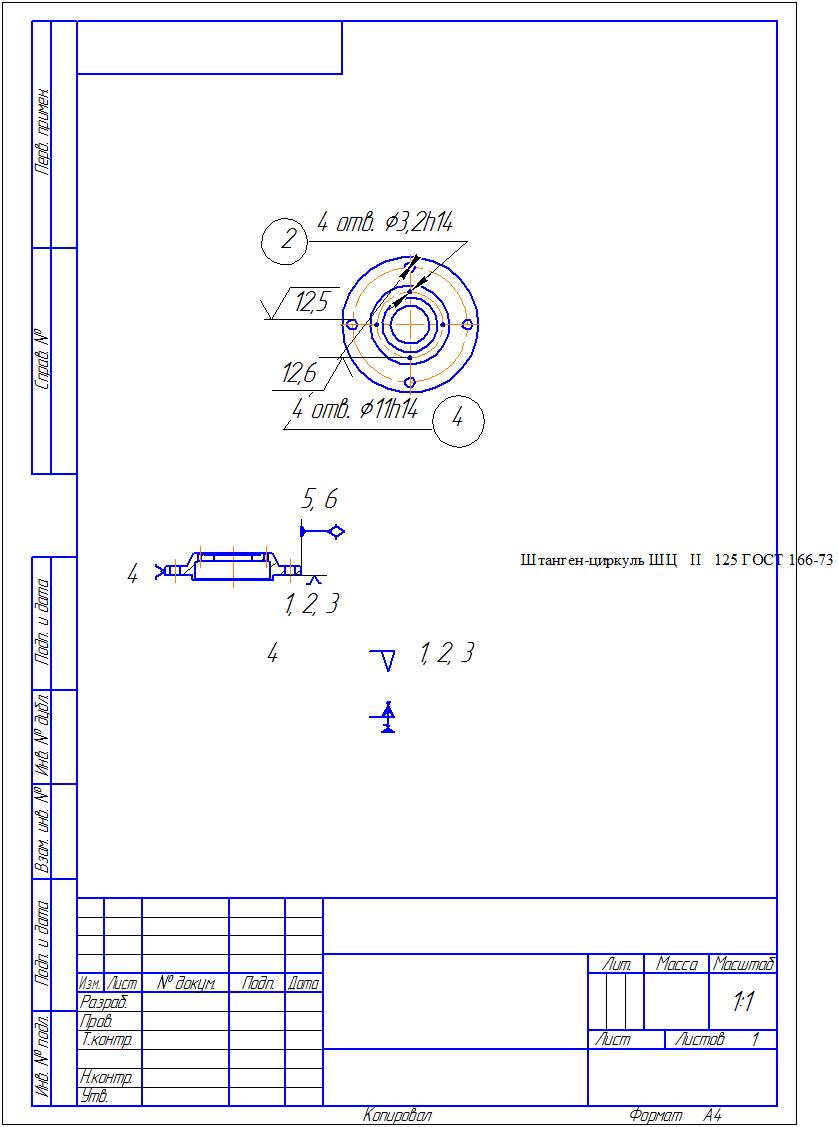
Сверлить 4 отв. Ø26 H14 Ra12,6 по разметке на проход |
|
|
|
Сверло спираль-ное Ø26×260 ГОСТ 10903-64 Р6М5 |
|
|
V = 3,8 м/мин;
t =1,6 мм |
3 |
Раскрепить и снять заготовку |
|
|
|
|
|
|
|
8 |
Контрольная |
|
|
|
|
|
|
|
1 |
Контролировать деталь согласно чертежа |
|
|
|
|
|
|
|