0223 / Karty_dlya_kursovogo_-_koleso_zubchatoe
.docДеталь _Колесо зубчатое_
наименование
Обозначение РП 990/35 - 01.00.06
номер детали
Заготовка Сталь круглая Ø60 ГОСТ 2590-71 Материал Сталь 40ХН ГОСТ 4543-71__ Термообработка _Закалка HRC 38…40, отпуск
форма и номер нормативного документа марка и номер нормативного документа вид , уровень твердости, качественные показатели
Маршрутно – операционная карта механической обработки
№ операции или перехода |
Наименование операции и содержание перехода |
Рабочий эскиз |
Оборудование |
Приспособление |
Режущий инструмент |
Вспомогательный инструмент |
Мерительный инструмент |
Режимы резания |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1 |
Заготовительная |
|
|
|
|
|
|
|
1 |
Установить и закрепить заготовку |
|
|
Тиски станоч-ные |
|
|
|
|
2 |
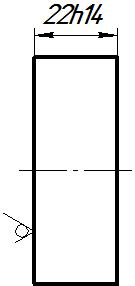
Отрезать заготовку в размер 22h14
|
|
Отрезной кругло-пильный станок Г62 |
|
Пила круглая Ø710×8×96
|
|
Штанген-циркуль ШЦ–II–250 ГОСТ 166-73 |
|
3 |
Раскрепить и снять заготовку |
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
2 |
Токарная |
|
|
|
|
|
|
|
1 |
Установить и закрепить заготовку |
|
Токарно-винторез-ный станок повышен-ной точнос-ти 1М61 |
3-х кулач-ковый самоцен-трирую-щий пат-рон СТ 160 ГОСТ 2675-71 |
|
|
|
|
2 |
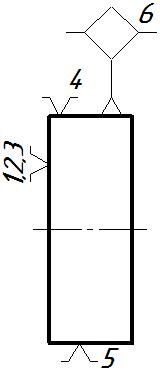
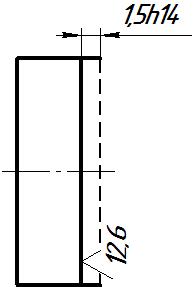
Подрезать торец на глубину 1,5h14 Ra12,6 начерно |
|
|
Резец подрез-ной Т15К6 |
|
Штанген-циркуль ШЦ–II–125 ГОСТ 166-73 Микро-метр МК 50…75 ГОСТ 6507-60 |
|
|
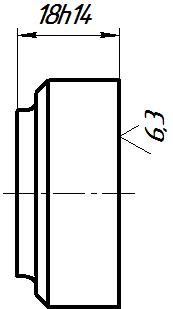
3 |
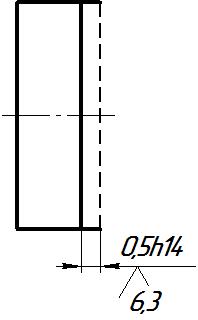
Подрезать торец на глубину 0,5h14 Ra6,3 начисто |
|
|
Резец подрез-ной Т15К6 |
|
Нутро-метр индика-торный НИ 50 ГОСТ 868-72 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
4 |
Сверлить отв. Центр. А3,15 ГОСТ 14034-74 на глубину 10 h14 |
|
Токарно-винторез-ный станок повышен-ной точнос-ти 1М61 |
|
Сверло центро-вочное тип А3,15 ГОСТ 14952-69 |
Патрон сверлильный |
|
об/мин;
мм |
5 |
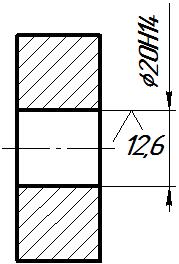
Сверлить отв. Ø20H14 на проход Ra12,6 |
|
|
Сверло спираль-ное Ø20×200 ГОСТ 10903-64 Р6М5 |
Втулка коническая трехкулачковая |
|
м/мин;
- ручная
|
|
6 |
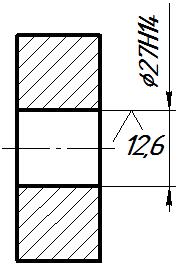
Расточить отв. Ø27H14 Ra12,6 на проход |
|
|
Резец расточ-ной упорный Т15К6 |
|
|
м/мин;
мм/об
|
|
7 |
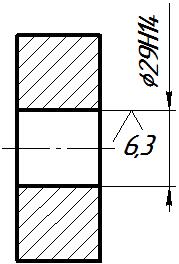
Расточить отв. Ø29H14 Ra6,3 на проход |
|
|
Резец расточ-ной упорный Т15К6 |
|
|
мм/об
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
8 |
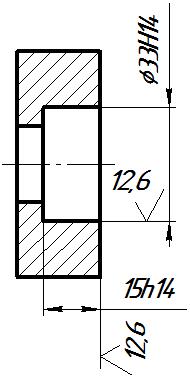
Расточить отв. Ø33H14 Ra12,6 на глубину 15h14 |
|
Токарно-винторез-ный станок повышен-ной точнос-ти 1М61 |
|
Резец расточ-ной упорный Т15К6 |
|
|
об/мин; мм/об
|
9 |
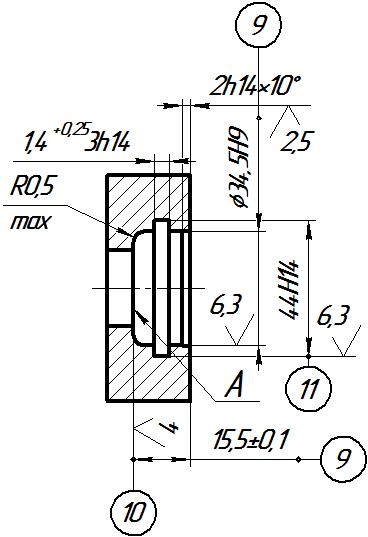
Расточить отв. Ø34,5H9 Ra6,3 на глубину 15,30,1 мм |
Радиусы по углам канавки не более 0,1 мм |
|
Резец расточ-ной упорный Т15К6 |
|
|
об/мин;
|
|
10 |
Подрезать торец А в размер15,50,1 Ra6,3 |
|
Резец расточ-ной упорный Т15К6 |
|
|
мм/об
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
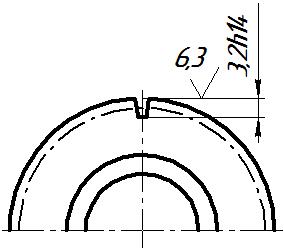
11 |
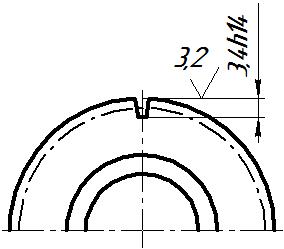
Точить канавку шириной 1,4+0,25 на глубине 3h14 до диаметра Ø44H14 |
Радиусы по углам канавки не более 0,1 мм |
Токарно-винторез-ный станок повышен-ной точнос-ти 1М61 |
|
Резец канавоч-ный Р6М5 |
|
|
об/мин; - ручная
|
12 |
Точить фаску 2h14×10° Ra2,5 |
|
Резец фа-сочый Т15К6 |
|
|
- ручная мм |
||
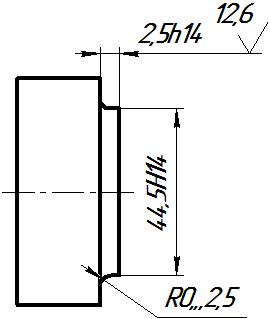
13 |
Подрезать торец на глубину 2,5h14 до диаметра Ø44,5h14 Ra12,6 |
|
|
Резец подрез-ной упор-ный Т15К6 |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
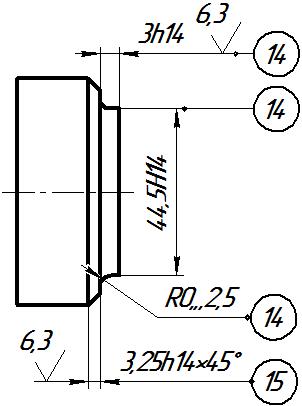
14 |
Подрезать торец на глубину 3h14 до диаметра Ø44h11 Ra6,3 |
|
Токарно-винторез-ный станок повышен-ной точнос-ти 1М61 |
|
Резец подрез-ной упор-ный Т15К6 |
|
|
м/мин; об/мин;
|
15 |
Наложить фаску 3,25h14×45° Ra6,3 |
|
Резец фа-сонный Т15К6 |
|
|
об/мин; - ручная
|
||
16 |
Раскрепить, установить и закрепить заготовку |
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
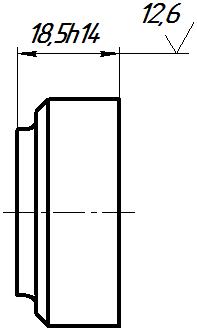
17 |
Подрезать торец в размер 18,5 h14 Ra12,6 |
|
Токарно-винторез-ный станок повышен-ной точнос-ти 1М61 |
|
Резец подрез-ной упор-ный Т15К6 |
|
|
м/мин; об/мин; мм/об мм |
18 |
Подрезать торец в размер 18 h14 Ra6,3 |
|
|
Резец подрез-ной упор-ный Т15К6 |
|
|
м/мин; об/мин; мм/об мм |
|
19 |
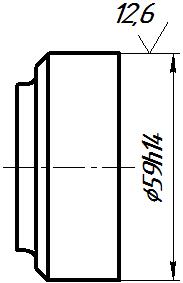
Точить начерно Ø59h14 Ra12,6 |
|
|
Резец подрез-ной упор-ный Т15К6 |
|
|
м/мин; об/мин; мм/об мм |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
20 |
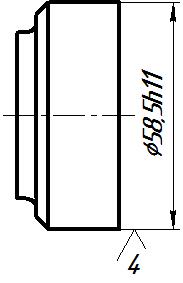
Точить начисто Ø58,5h11 Ra4 |
|
Токарно-винторез-ный станок повышен-ной точнос-ти 1М61 |
|
Резец подрез-ной упор-ный Т15К6 |
|
|
м/мин; об/мин; мм/об
|
21 |
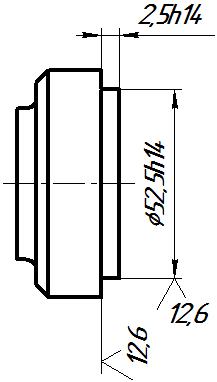
Точить уступ на глубину 2,5h14 до Ø52,5h14 Ra12,6 |
|
|
Резец подрез-ной упор-ный Т15К6 |
|
|
м/мин; об/мин; мм/об мм |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
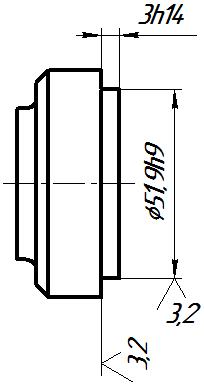
22 |
Точить уступ на глубину 3h14 до Ø51,9h14 Ra3,2 |
|
Токарно-винторез-ный станок повышен-ной точнос-ти 1М61 |
|
Резец подрез-ной упор-ный Т15К6 |
|
|
м/мин; об/мин; мм/об мм |
23 |
Наложить фаску 1,5h14×45° Ra6,3 |
|
|
Резец фа-сочный Т15К6 |
|
|
м/мин; об/мин; - ручная мм |
|
24 |
Раскрепить и снять заготовку |
|
|
|
|
|
|
|
3 |
Зубофрезерная |
|
|
|
|
|
|
|
1 |
Установить и закрепить заготовку |
|
|
Оправка цилиндрическая |
|
|
|
|
2 |
Фрезеровать зубья начерно
|
|
Зубофре-зерный полуавто-мат мод. 5К301 |
|
Фреза червячная
|
|
Калибр по длине общей нормали
|
м/мин;
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
3 |
Фрезеровать зубья начисто
исходный контур по ГОСТ 13755 коэффициент
коррекции
|
|
Зубофре-зерный полуавто-мат мод. 5К301 |
|
Фреза червячная Ø50×250 мм |
|
|
м/мин; об/мин;
|
4 |
Раскрепить и снять заготовку |
|
|
|
|
|
|
|
4 |
Термическая |
|
|
|
|
|
|
|
1 |
Нагреть деталь до
|
|
Печь муфельная МИМП-хУ3 |
|
|
|
Твердо-мер ТР-5006М |
|
2 |
Калить на масло |
|
|
|
|
|
|
|
3 |
Нагреть деталь до
|
|
|
|
|
|
|
|
4 |
Охладить в термосреде (песок, земля формовочная) |
|
|
|
|
|
|
|
5 |
Внутришлифовальная |
|
|
|
|
|
|
|
1 |
Установить и закрепить заготовку |
|
|
Патрон 3-х кулач-ковый самоцен-трирую-щий СТ 160 ГОСТ 2675-71 |
|
Оправка |
|
|