

Разработка маршрутного технологического процесса
Технологический маршрут обработки заготовки служит для установления последовательности выполнения технологических операций с соблюдением принципа единства и постоянства технологических баз.
№ операции |
Наименование операции |
Содержание операции |
Базирование |
005 |
Ленточно-отрезная
|
Отрезается заготовка с припуском под дальнейшую обработку. |
базируется по наружной цилиндрической поверхности и торцу. |
010 |
Токарная
|
обработка торца и наружной поверхности, которая в дальнейшем используется как чистовая база |
наружная цилиндрической поверхность и торец. |
015 |
Токарная |
Обрабатывается второй торец и внутренняя цилиндрическая поверхность. |
обработанный торец и наружная цилиндрическая поверхность. |
020 |
Координатно-расточная |
Производится обработка отверстий по наружной цилиндрической поверхности. Фрезерование площадки.
|
База торец и внутренняя поверхность. |
025 |
Слесарная
|
зачистка заусенцев после координатно- расточной операции. |
|
030 |
Контрольная
|
|
|
Изготовление исходной заготовки
Выбор заготовки для изделия определяется назначением и конструкцией детали, материалом, техническими требованиями, серийностью выпуска.
В существующем технологическом процессе деталь изготавливается из трубы, рассмотрим альтернативный метод получения заготовки – штамповка.
Выполним расчет припусков и допусков на поковку.
Расчет производится по ОСТ 5.0004-70 «Поковки штампованные из цветных металлов и сплавов»
Штамповочное оборудование - ГКШП. Нагрев заготовок пламенный.
Принимаем вторую группу точности и в зависимости от шероховатости назначаем величины припусков на механическую обработку по таблице 1 и дополнительный припуск, зависящий от шероховатости поверхности [4, с.2]:
Для поверхности детали, шероховатость которых не превышает Ra 6.3 мкм, припуск на сторону по табл.1 при наибольшем габаритном размере 51 мм, составляет 2,5 мм.
Для поверхности детали с шероховатостью Ra 1,6 припуск на сторону с учетом п 2.2 составит 2,5+0,7=3,2 мм.
Рассчитываем размеры заготовки с учетом припусков.
Номинальные размеры округляем до 0,5 на основании п.2.3 ОСТ.
Штамповочные уклоны внешние - 3˚ внутренние - 5˚.
Таблица 6.1. Определение припусков и размеров поковки
Размер детали, мм |
Шерохо-сть пов-сти, Ra, мкм |
Припуск на сторону, мм |
Доп. Припуск |
Общий припуск |
Припуск на размер, мм |
Размер заготовки, мм |
51 |
6,3 |
0,25 |
|
0,25 |
0,25*2=0,5 |
51,5 |
34 |
6,3 |
2 |
|
2 |
2*2=4 |
38 |
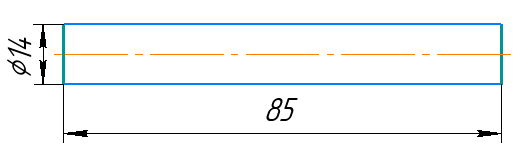
Рис. 6.1. эскиз поковки
Масса заготовки:

Сравнивая два варианта
Поковка: Ким=0,07/0,46=0,152
Учитывая, тот факт, что разница в Ким незначительная, а производство оснастки для штамповки дорогостоящее, и в стоимость заготовки входят амортизационные отчисления за оборудование, оплата заработной платы, то принимаем решение в качестве заготовки использовать круг.