

5. Примеры проектирования схем наладок.
Как отмечалось в предисловии, одной из важных задач при проектировании схем технологических наладок металлорежущих станков является проверка отсутствия явления «интерференции» элементов технологической системы при выполнении цикла обработки (операции). Если при прочерчивании схемы наладки это негативное явление обнаружено, то простейшим приемом по его устранению является изменение вылетов инструментов. Фактически определение вылета инструмента относится к одной из расчетно-графических задач проектирования схем наладок. Если изменение (как правило, увеличение до предельно допустимых значений) вылета инструмента не приводит к требуемому результату, то возможно использование некоторых других решений:
замена типа элемента технологической оснастки;
замена типа (конструкции) стандартного инструмента;
изменение схемы обработки и (или) траектории движения инструмента в цикле;
доработка (модернизация) конструкции стандартного или изготовление специального инструмента;
доработка (модернизация) конструкции стандартного или изготовление специального элемента оснастки;
замена технологического оборудования.
Для станков с ЧПУ и цикловых полуавтоматов, работающих последовательно несколькими инструментами, в процессе проектирования устанавливаются рациональные точки рабочего пространства, в которых должны производиться смены инструментов, а также исходные точки выполнения циклов. Рациональность этих характерных точек траекторий движения инструментов определяется не только минимальностью совершаемых вспомогательных ходов в цикле обработки, но и условиями безопасности выполнения операции – безаварийность всех автоматически выполняемых движений и травмобезопасность для оператора при съеме обработанных деталей, установке заготовок и смене инструментов.
В принципе, подобные характерные точки цикла обработки рекомендуется определять и для многоинструментальных станков с ручным управлением (например, токарно-револьверных, токарно-винторезных), так как они требуются для расчетов вспомогательных и рабочих ходов при технологическом нормировании операции. Именно для нормирования на схеме наладки выполняется технологическая циклограмма. При необходимости на схеме наладки может присутствовать и другая графическая информация, требующаяся для решения поставленных задач, например, размерные цепи к расчету вылетов инструментов, рабочих и вспомогательных ходов рабочих органов станка.
5.1. Примеры проектирования схем наладок
В качестве примера рассмотрим несколько относительно простых операций, выполняемых на универсальных станках с ручным управлением.
5.1.1. Пример проектирования схемы наладки на токарную операцию
Операционный эскиз детали приведен на рис. 37. Заготовка – стандартный стальной (сталь 45) прокат круглого сечения. Станок - токарно-винторезный модели 16А16. На предшествующей операции обработаны торцы, центровое отверстие и цилиндрический участок для обеспечения патронно-центровой схемы базирования.

Рис. 37. Исходные данные для примера проектирования схемы наладки на токарную операцию (* - поверхности, обработанные на предшествующей операции; ** - при проектировании заменен на Д7106-4001 СИЗ)
На рис. 37 даны исходные условия для проектирования:
маршрут обработки детали за шесть основных переходов;
перечень выбранных инструментов;
перечень используемой технологической оснастки.
В соответствии с маршрутом обработки на рис. 38…40 приведены схемы наладок на группы переходов, выполняемых одним инструментом. Металлорежущие инструменты установлены в поворотном четырехпозиционном резцедержателе станка в соответствии с выбранной схемой обработки: резец проходной упорный в поз. 1; канавочный – в поз. 2; проходной с углом в плане 45о – в поз. 3. Одна позиция не использована. Все инструменты прогрессивной конструкции с механическим креплением твердосплавных пластин имеют корпуса с сечением h x b = 25 x 25 (мм) в соответствии с техническими характеристиками станка 16А16.
Для реализации патронно-центровой схемы базирования шпиндель станка оснащен стандартным трехкулачковым самоцентрирующим патроном с ручным приводом зажима заготовки, а пиноль задней бабки – вращающимся центром по ГОСТ 8742. Так как основные базы патрона и вращающегося центра соответствуют типу и размерам вспомогательных баз шпинделя и пиноли задней бабки станка, то их установка и крепление осуществляются по типовым схемам без дополнительных элементов технологической оснастки. Инструменты также соответствуют условию их непосредственного базирования в поворотном резцедержателе (без дополнительных элементов оснастки).
Опорной базой заготовки является левый торец ступени вала диаметром 74 мм, которая подлежит обработке на рассматриваемой операции. Поэтому торцы кулачков не могут использоваться в качестве ответной вспомогательной опорной базы приспособления, так как необходим выход (перебег) проходного резца при выполнении перехода 2. Роль вспомогательной опорной базы выполняет специальная втулка-упор (условный индекс чертежа ВИ01.00.000).
Переходы 2…4 предназначены для обработки ступеней вала за один или два прохода. Проходной упорный резец изображен в конце рабочего хода обработки цилиндра 1, так как с учетом перебега это положение соответствует максимальному сближению инструмента с кулачками патрона. Исходя из условий безопасности работы, принят зазор между кулачками и резцом 8 мм, что может быть обеспечено при длине специальной втулки-упора 10 мм (длина закрепляемого участка ступени вала также 10 мм).
При выполнении переходов 2…4 опасность может представлять подвод проходного резца к обрабатываемым поверхностям при наладочном движении (вспомогательном ходе). Графическое изображение инструмента в этом положении показывает наличие интерференции корпусов резца и вращающегося центра, выбранного по ГОСТ 8742 (в соответствии с базой пиноли задней бабки - конусом Морзе 4). К этому же выводу приводит и несложный размерный расчет (предлагается выполнить самостоятельно).
|
Рис. 38. Пример схемы наладки токарно-винторезного станка 16А16 для выполнения переходов 2, 3, 4 (поясняющие надписи над пунктирной линией на схеме наладки не наносятся)
|
|||
|
Рис. 39. Пример схемы наладки токарно-винторезного станка 16А16 для выполнения перехода 5 (поясняющие надписи над пунктирной линией на схеме наладки не наносятся) |
|||
|
|
Рис. 40. Пример схемы наладки токарно-винторезного станка 16А16 для выполнения переходов 6 и 7 |
|
|
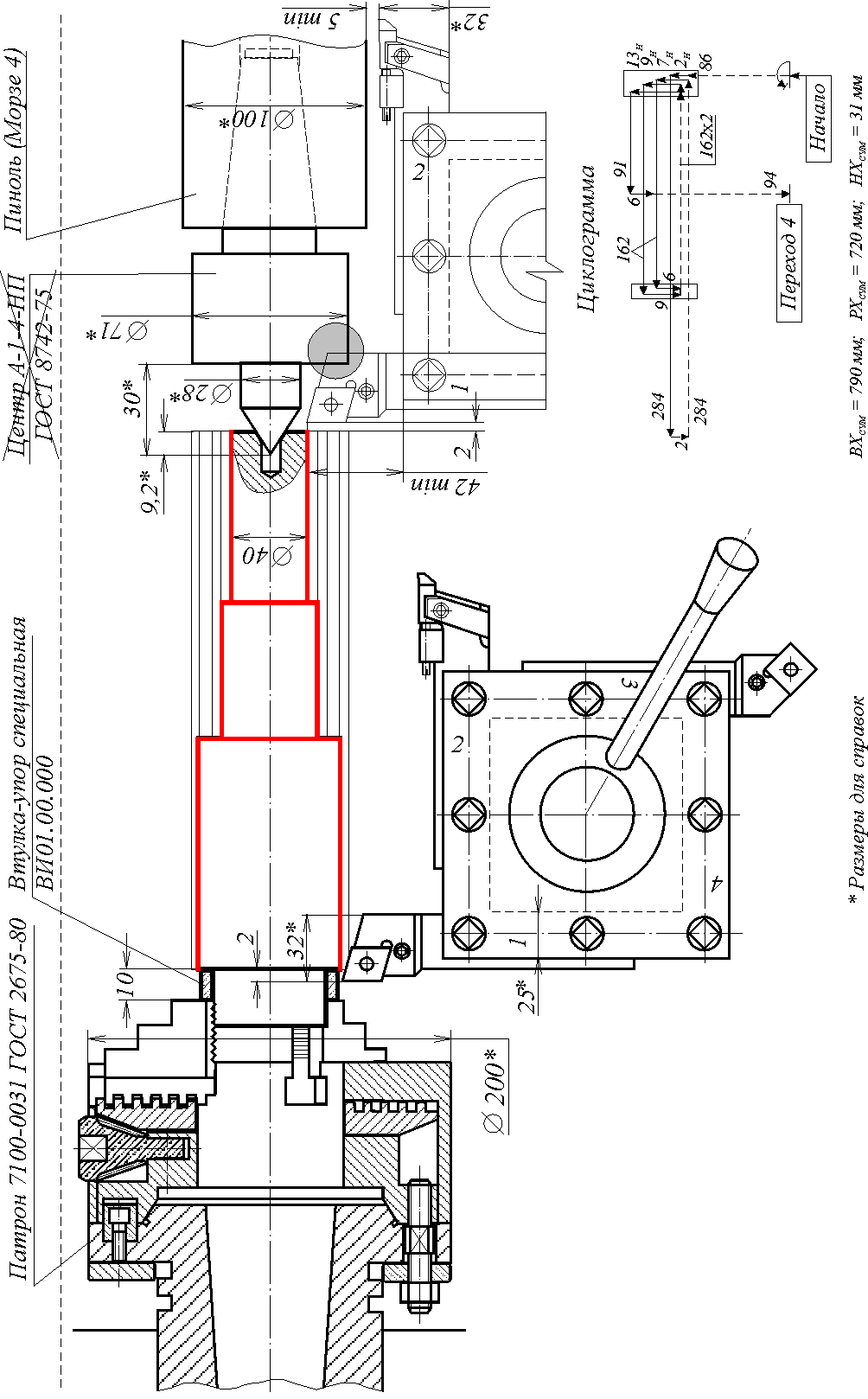
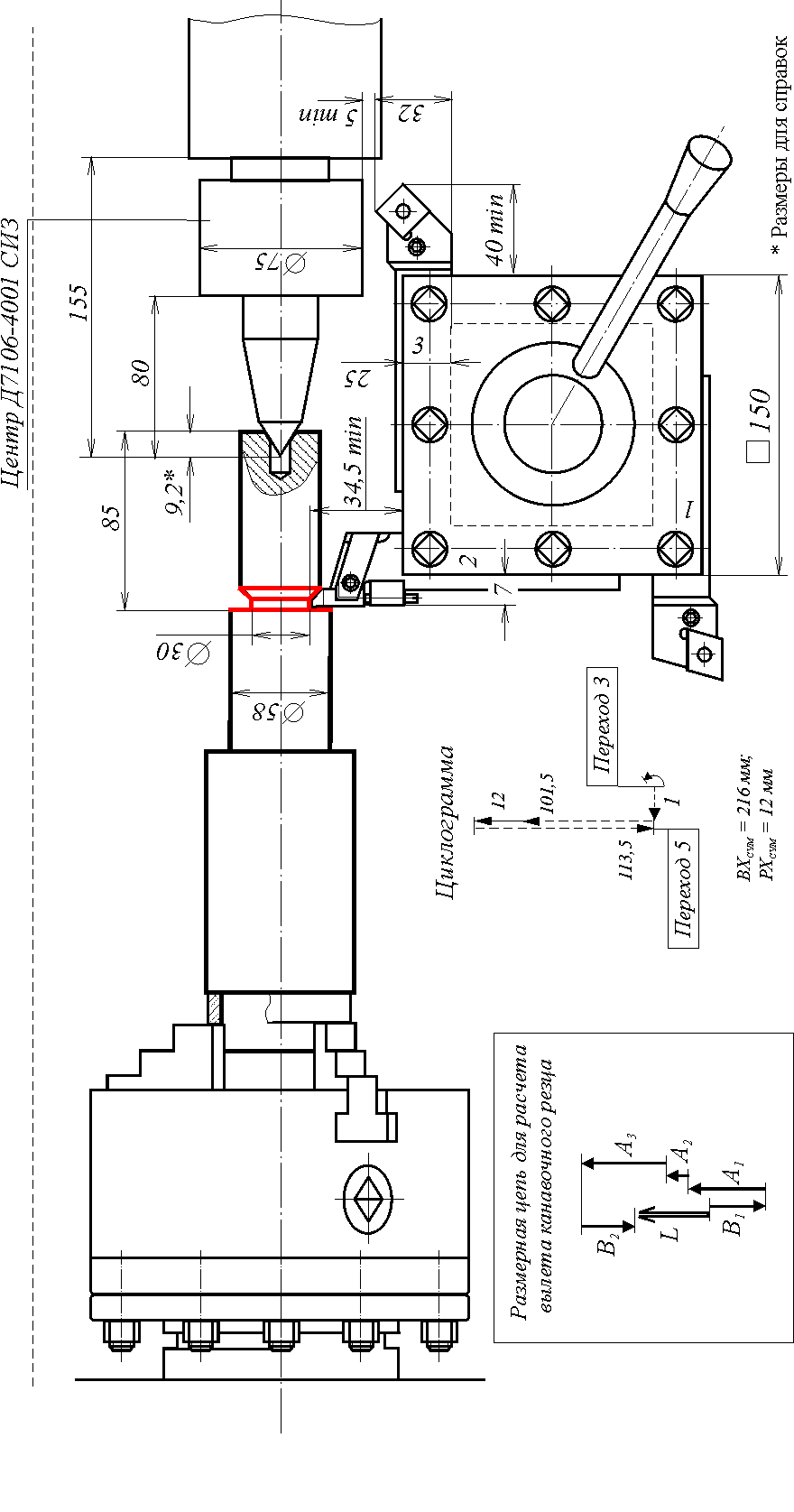
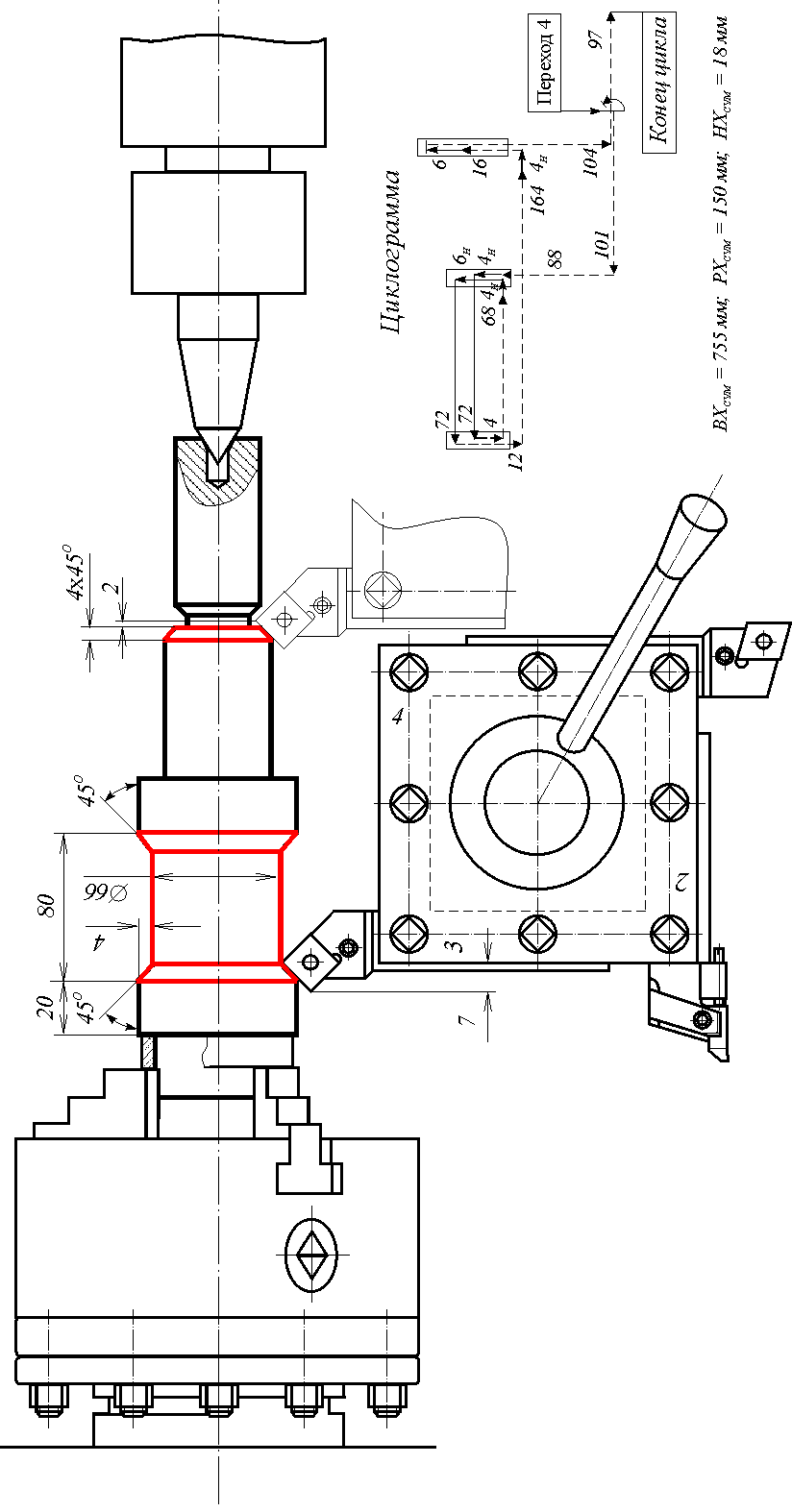
Устранить интерференцию возможно за счет замены резца на другой тип с меньшей шириной корпуса или использовать удлиненный вращающийся центр, например центр Д7106-4001 СИЗ (Саранский инструментальный завод). Вид такого центра приводится на рис. 39 и 40 (на рис. 38 оставлен центр по ГОСТ 8742 для демонстрации явления интерференции).
В момент наладочного подвода проходного упорного резца существует еще одна опасность интерференции другого инструмента, установленного в соседней позиции 2 резцедержателя, с пинолью задней бабки. Для обеспечения гарантированного зазора между ними в момент подвода проходного резца к ступени вала с наименьшим диаметром обработки вылет проходного резца, как показывает размерный расчет, должен быть не менее 42 мм. Учитывая высоту инструмента h=25 мм и рекомендации по вылетам для проходных резцов L=(1…2)h, расчетное значение является приемлемым и должно быть зафиксировано на схеме наладки.
При проектировании наладки на переход 5 токарной операции аналогично требуется определение графическим построением или вычислением вылета канавочного резца. На рис. 39 приведена размерная цепь для аналитического расчета этого технологического параметра наладки.
Увеличивающими размерами цепи являются:
А1 – ширина проходного резца в позиции 3 резцедержателя;
А2 – гарантированный зазор между кромкой проходного резца и корпусом вращающегося центра (продольное положение места возможной интерференции определяется либо графически, либо решением соответствующей размерной цепи: 155 – 9,2 + 85 > 40 + 150 + 7 - режущая кромка резца в позиции 3 резцедержателя находится над корпусом вращающегося центра, а не над пинолью задней бабки);
А3 – радиус корпуса вращающегося центра.
Уменьшающие размеры:
В1 – глубина паза в резцедержателе под инструмент;
В2 – радиус дна обрабатываемой канавки.
Таким образом, минимальный вылет канавочного резца
L (А1+А2+А3) – (В1+В2) = (32+5+37,5) – (25+15)
L 34,5 (мм), что соответствует рекомендуемым значениям.
При проектировании наладки на переходы 6 и 7 проблемы интерференции отсутствуют, так как режущие кромки всех инструментов расположены достаточно далеко от элементов технологической системы.