

Пути энергосбережения при на примере устройства дорожных асфальтобетонных покрытий
Больший вклад в решение указанной программы должно дать повышение эффективности энергопотребления на производственных предприятиях отрасли, к которым относятся асфальтобетонные заводы и заводы железобетонных изделий.
Для решения указанной задачи на производственных предприятиях необходимо проведение энергетических обследований (аудитов), которые послужат основой для разработки и внедрения энерготехнологических паспортов предприятий. Последние должны стать основным исходным документом для лицензирования технологического процесса выпускаемой продукции со строго фиксируемым показателем энергопотребления на каждую операцию. Рациональное использование всех видов энергоресурсов в производственных процессах различных отраслей народного хозяйства, в том числе и дорожной, наряду со специфическими особенностями имеет и общие закономерности преобразования энергии одного вида в другой. При этом существует тесная взаимосвязь промышленных объектов с системами энергообеспечения и окружающей средой. Добиться ощутимого эффекта в энергосбережении можно лишь на основе системного подхода ко всему комплексу, совместными усилиями специалистов разного профиля, обладающими знаниями не только по своей специальности, но и по основам эффективного энергоиспользования.
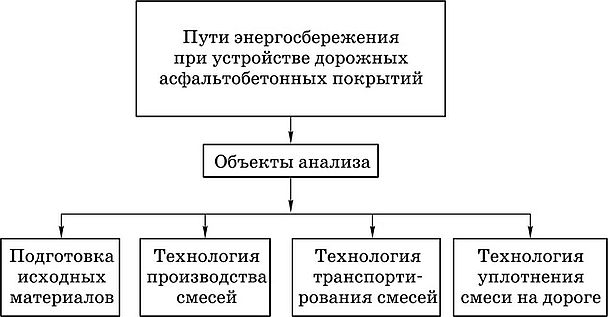
Структурная схема путей энергосбережения при устройстве дорожных асфальтобетонных покрытий. В настоящее время наметились четыре основные пути энергосбережения (рис. 2.23). Рассмотрим каждый из них более детально.
1-й путь касается прежде всего коренного изменения качественного состояния исходных материалов, поставляемых на АБЗ для производства асфальтобетонных смесей. Сюда относятся:
1) производство на централизованных базах привозимого на АБЗ гранулированного комплексного асфальтовяжущего вещества, состоящего из битума и минерального порошка;
2) применение капсулированного битума (например, битума в полиэтиленовой оболочке);
3) доставка битума на АБЗ в специальных теплоизолированных автоцистернах.

на доставку и внутритехно-логическую подготовку исходных материалов за счет:
- приготовления капсулированного битума; -КАВ;
- доставки разогретого битума в автоцистернах с теплоизоляцией
на производство смесей за счет:
- повышения эффективности сушки минеральных материалов;
- разогрева битума;
- применения ПАВ и вспененных битумов;
- устройства кры тых складов минеральных заполнителей на АБЗ
при доставке смесей на дорогу за счет:
- оптимальной теплозащиты смесей при использовании автомобилей-самосвалов;
- применения закрытых автотермосов для перевозки горячих а/б смесей к месту их укладки и уплотнения
при уплотнении смесей за счет:
- применения эффективных виброкатков с автоматическим регулированием амплитудно-частотных характеристик уплотнения в зависимости от изменения температуры покрытия
Рис. 2.23. Пути энергосбережения при устройстве дорожных асфальтобетонных покрытий
2-й путь заключается в организации эффективной технологии приготовления смесей АБЗ. Сюда относятся:
1) эффективная сушка заполнителей в барабане;
2) разогрев битума в тонком слое с использованием усиленной конвективной теплоотдачи;
3) защита открытых складов минеральных наполнителей от атмосферных осадков;
4) применение ПАВ и других добавок с целью снижения температуры выпуска асфальтобетонных смесей;
5) расчет энергетического баланса работы АБЗ;
6) оптимизация (с помощью ЭВМ) температурного режима приготовления смеси в зависимости от расстояния ее доставки и погодно-климатических факторов;
7) точного регулирования (с помощью ЭВМ) гранулометрического состава минеральных заполнителей во избежание перерасхода битума и получения «жирных» смесей.
В целом наиболее радикальным путем является устройство АБЗ-автомата с полной автоматизацией всех технологических процессов (по аналогии с заводом-автоматом немецкой фирмы «Бенингофен»). В этом случае все технологические процессы отслеживаются визуально оператором на цветном дисплее большого формата.
Значительный технический прогресс вычислительной техники позволил совместить быстродействие ЭВМ с уменьшением их габаритов и массы. Все это расширяет возможности практического применения компьютеров в асфальтобетонном производстве.
МикроЭВМ на АБЗ (так называемая «бортовая» ЭВМ), которая оснащена программой, обрабатывающей информацию от датчиков, будет работать в последовательном опросно-ответном режиме и управлять системой исполнительных механизмов различных агрегатов (дозированием и перемешиванием компонентов смеси, работой форсунок и т.д.). Решение подобной задачи с использованием компьютеров относится к классу задач, где стандартное представление сбора и обработки данных достигается на основе специального алгоритма.
Следует отметить, что пока создание автоматизированной системы (АС) в полном объеме на АБЗ трудноосуществимо ввиду отсутствия единого комплекса руководящих материалов: математического обеспечения для ЭВМ и модели АБЗ как сложного технологического объекта. Однако в настоящее время внедрение АС на уровне централизованного контроля и управления технологическими процессами, протекающими в основных агрегатах АБЗ, вполне реально даже в масштабах треста. Подчеркнем, что все мероприятия, направленные на это, должны отвечать принципу превращения технического контроля на АБЗ - пассивной фиксации технологических отклонений - в эффективно действующую систему управления качеством продукции.
Как показали исследования, проведенные в БИТУ (В.Н. Романюк), для повышения степени энергосбережения на АБЗ его необходимо укомплектовать комплексной газотурбинной электростанцией мощностью 2,5 МВт. Эта установка (рис. 2.24) кроме обеспечения теплом и электроэнергией АБЗ позволяет возвращать в сеть «излишки» электроэнергии. Ее окупаемость может составить всего два эксплуатационных сезона.
Введение в схему АБЗ термосов накопления горячего минерального заполнителя раздвигает временные рамки производства продукции до полных суток, уменьшает в 2-3 раза размеры и мощность сушильного барабана, увеличивает загрузку оборудования.
Заключительный этап модернизации должен состоять в полной автоматизации АБЗ на современной элементной базе промышленных компьютеров. Это позволит вести динамическое регулирование работы АБЗ в зависимости от всего комплекса изменяющихся параметров по минимуму энергопотребления (АСУ).
На примере АБЗ-автомата с измененной структурой видно, как системная рационализация энергопотребления радикально изменяет структуру производства АБС. Снижается энергопотребление, повышаются культура производства и потребительские свойства продукции, сводится до минимума
экологический ущерб. Наконец, общее снижение потребления энергоресурсов многократно уменьшит вредную нагрузку АБЗ на окружающую среду, упростит очистку выбросов и позволит превратить АБЗ в современное экологически чистое производство.