

1.4. Выбор рациональных способов восстановления детали.
1.4.1. Восстановление посадочной головки
В случае износов посадочные поверхности (рис.1.6.) могут быть восстановлены нанесение эпоксидных ссоставов или вибродуговой наплавкой (один из видов дуговой наплавки. Недостатком эпоксидных сплавов является необходимое знание во многих областях знаний, в том числе:
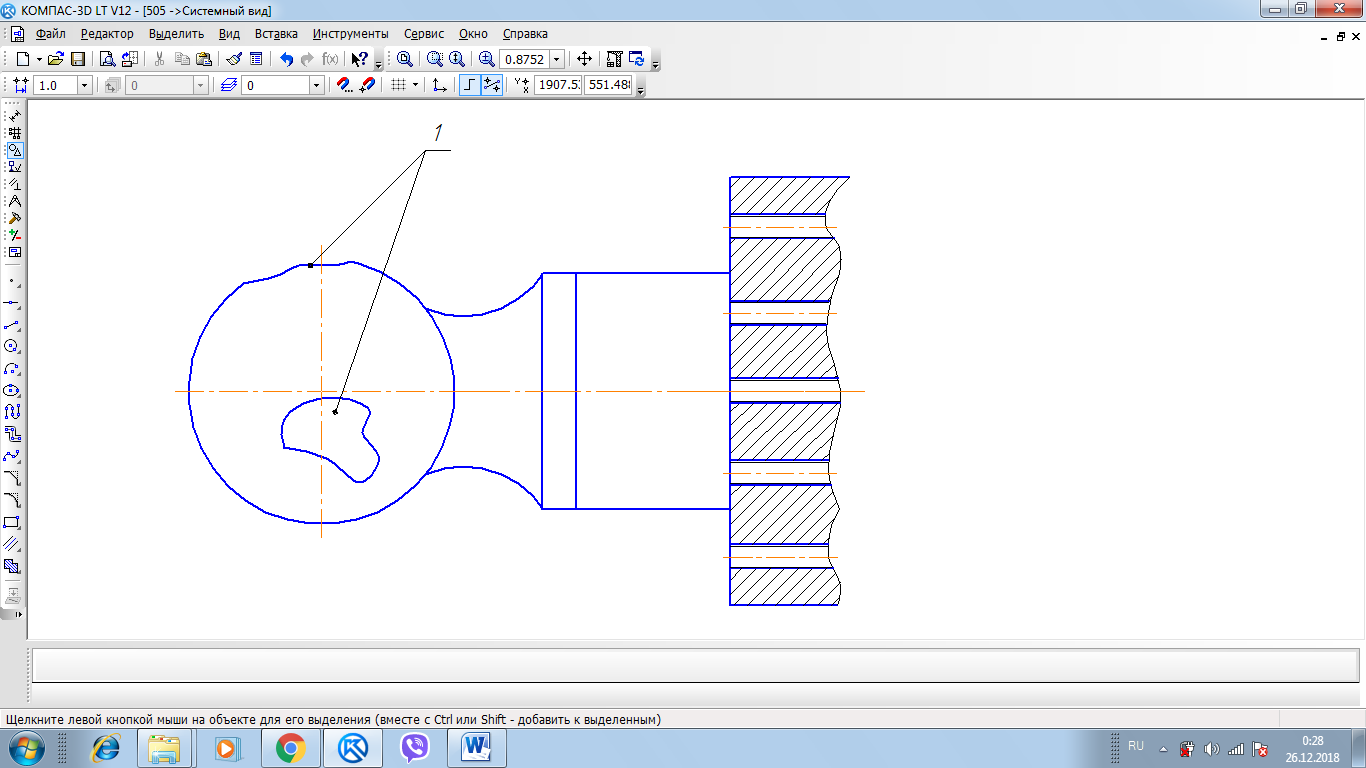
Рис.1.6. Посадочная головка
1-износ посадочной поверхности головки
— Выбор сырья (смолы, модификаторы, отвердители, пигменты, добавки, растворители и т. д.)
— Стехиометрия и соотношение смеси;
— Химия и катализ взаимодействия компонентов;
— Реология;
— Формирование пленки;
— Адгезия;
— Коррозия.
Производители эпоксидной смолы четко понимают эти факторы. Если это не учитывать, то не получиться произвести высокоэффективные системы. Однако опыт показывает, что многие детали в производстве эпоксидных смол не до конца понятны, даже опытным заводчикам. Если эти детали не до конца понятны производителю, то возникающие проблемы не будут диагностированы и как результат неправильно решены.
Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл близок по составу и механическим свойствам основному металлу. Наплавка функциональных покрытий служит для получения на поверхности изделий слоя с необходимыми свойствами. Основной металл обеспечивает необходимую конструкционную прочность.
Наплавку производят при восстановлении изношенных и при изготовлении новых деталей машин и механизмов. Наиболее широко наплавка применяется при ремонтных работах. Восстановлению подлежат корпусные детали различных двигателей внутреннего сгорания, распределительные и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д.
Износ рабочего профиля головки восстанавливают наплавкой изношенной поверхности. Для того, чтобы наплавить поверхность вкруговую и избежать непроплавления необходимо предварительное шлифование рабочего профиля головки. Выполняется на угло-шлифовальной машине.
1.4.2. Восстановление проушины
Самым простом и дешевым способом устранения трещин на раме бульдозера (рис.1.7, 1.8.) является электродуговая сварка. Представляет собой наиболее распространенную разновидность сварочной технологии, которая считается универсальной и широко используется в металлообработке в совокупности с
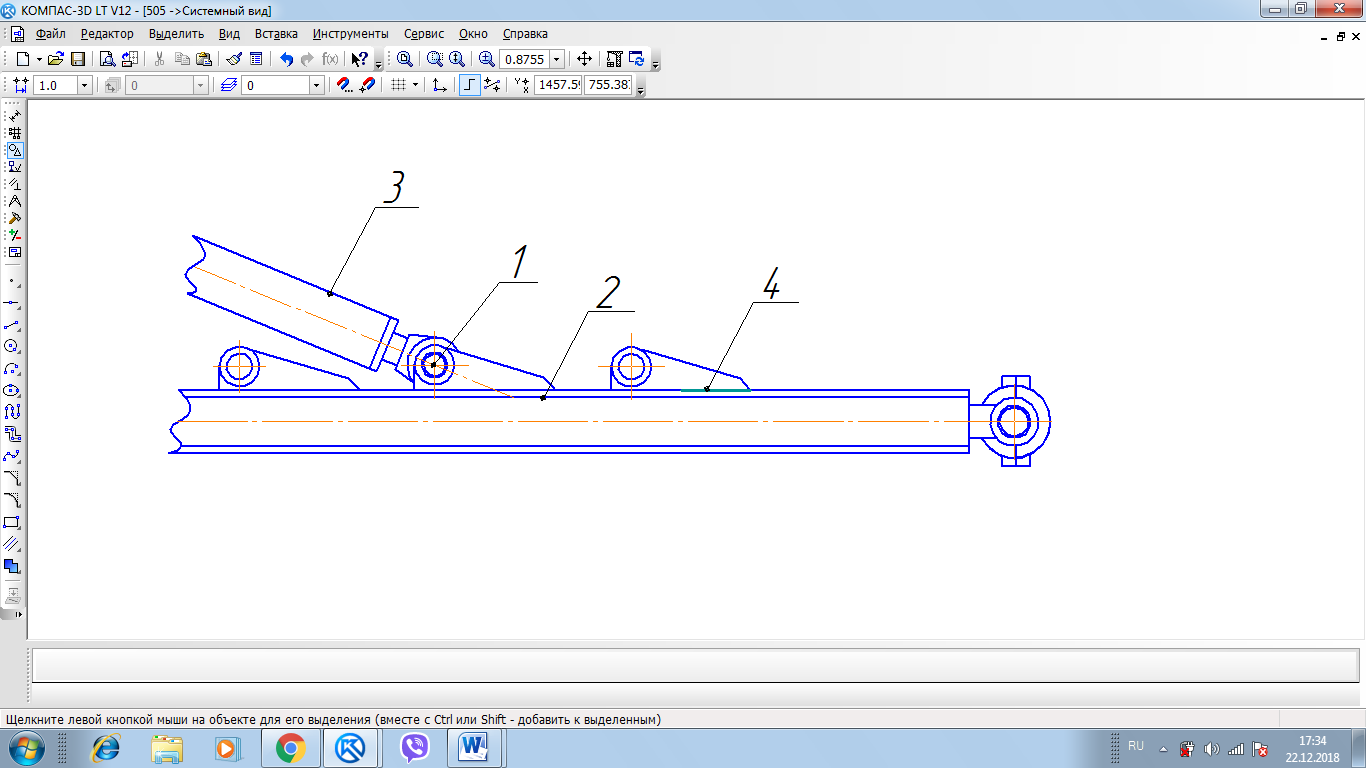
Рис.1.7. Рама бульдозера
1-проушина; 2- рама; 3-цилиндр; 4- трещина в металле
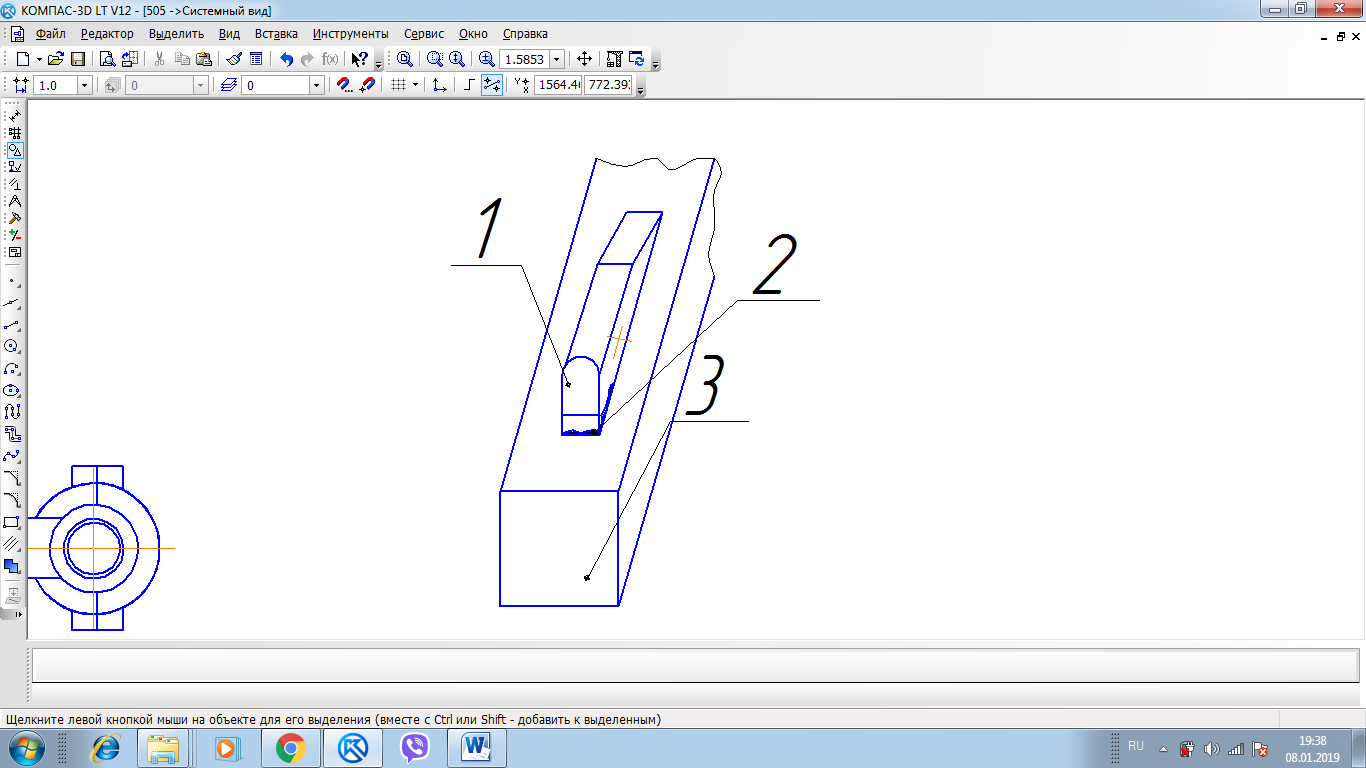
Рис.1.8. Рама бульдозера
1-проушина; 2-трещина в металле; 3-рама
штамповкой, литьем и прокатом заготовочных частей металлоизделия. Суть методики электродуговой сварки заключается в том, что с помощью электрода, полностью обработанного силикатной горячей обсыпкой, осуществляется соединение металлических частей изделия. Обсыпка в процессе сварки расплавляет электрод и прочно соединяет между собой металлические элементы.
Электродуговая сварка, как и другие сварочные методики, обладает рядом достоинств и недостатков. К плюсам подобной сварочной технологии можно отнести:
Возможность проведения сварочных работ в различных пространственных положениях, в зависимости от навыков работника.
Возможность соединения любых разновидностей стали.
Быстрое переключение с одного металла на другой в процессе сварки с целью образования электродами наплавок и стяжек.
Простота в обслуживании и использовании, высокие показатели эффективности.
К недостаткам методики относятся:
Электромагнитное излучение сварщика в процессе работы
Низкие показатели коэффициента полезного действия в сравнении с автоматизированной сварочной методикой.