

1.4 Тип и организационная форма производственного процесса изготовления детали
 Тип производства
— классификационная категория
производства, выделяемая по признакам
широты номенклатуры, регулярности,
стабильности и объема выпуска изделий.
Объем выпуска изделий — количество
изделий определенных наименования,
типоразмера и исполнения, изготовленных
или ремонтируемых объединением,
предприятием или его подразделением в
течение планируемого интервала времени.
Реализуют следующие типы производства:
единичное; серийное; массовое.
Одной из основных характеристик типа
производства
по ГОСТ 3.1108-74
является коэффициент закрепления
операций. Коэффициент закрепления
операций — отношение числа всех различных
технологических операций, выполненных
или подлежащих выполнению в течение
месяца, к числу рабочих мест.
Коэффициент
закрепления операций Кз.о.
,определяется по формуле:
Тип производства
— классификационная категория
производства, выделяемая по признакам
широты номенклатуры, регулярности,
стабильности и объема выпуска изделий.
Объем выпуска изделий — количество
изделий определенных наименования,
типоразмера и исполнения, изготовленных
или ремонтируемых объединением,
предприятием или его подразделением в
течение планируемого интервала времени.
Реализуют следующие типы производства:
единичное; серийное; массовое.
Одной из основных характеристик типа
производства
по ГОСТ 3.1108-74
является коэффициент закрепления
операций. Коэффициент закрепления
операций — отношение числа всех различных
технологических операций, выполненных
или подлежащих выполнению в течение
месяца, к числу рабочих мест.
Коэффициент
закрепления операций Кз.о.
,определяется по формуле:
Кз.о. = Q/P (5)
где Q - число различных операций, выполняемых подразделением в течение месяца;
P - число рабочих мест в подразделении.
Коэффициент закрепления операций в соответствии со стандартом принимают равным: для единичного производства – сывше40; для мелкосерийного - свыше 20 до 40 включительно; для среднесерийного – свыше10 до 20 включительно; для крупносерийного – свыше1 до 10 включительно; для массового производства – равен 1.
Тип производства на данном этапе проектирования определяется ориентировочно в зависимости от массы детали и годовой программы выпуска.
Таблица 11 - Таблица для ориентировочного определения типа производства в зависимости от массы детали и годовой программы выпуска
Тип производства |
Годовая программа выпуска, шт.
|
||
Легкие (до 20 кг.) |
Средние (20-300 кг.) |
Тяжелые (св. 300 кг.) |
|
Единичное Мелкосерийное Среднесерийное Крупносерийное Массовое |
11-100 101-500 501-5000 5001-50000 Св.50000 |
6-10 11-200 201-1000 1001-5000 Св.5000 |
1-5 6-100 101-300 301-1000 Св.1000 |
 Так
как деталь имеет годовую программу
выпуска равную 4500 шт. и ее масса составляет
0,15 кг., то ориентировочно по таблице
можно определить тип производства –
среднесерийное.
Так
как деталь имеет годовую программу
выпуска равную 4500 шт. и ее масса составляет
0,15 кг., то ориентировочно по таблице
можно определить тип производства –
среднесерийное.
Этот тип производства характеризуется ограниченной номенклатурой деталей, изготавливаемых периодически повторяющимися партиями при сравнительно большом объеме выпуска деталей. Технологический процесс изготовления изделия (детали) преимущественно дифференцирован, т.е. разделен на отдельные самостоятельные операции, выполняемые на определенных станках.
При среднесерийном производстве используется как универсальное, так и специальное оборудование, оснащенное универсальными, универсально-сборными и специальными приспособлениями. Применяют стандартный и специальный режущий и измерительный инструмент. Применение в необходимых случаях специального режущего и измерительного инструмента повысить производительность труда, упростить изготовление и контроль деталей и, следовательно, снизить себестоимость их изготовления. В среднесерийном производстве заняты рабочие средней квалификации.
Формы организации производства по ГОСТ 14.312-74 зависят: от порядка выполнения операций техпроцесса, расположения оборудования, количества изделий и направления их движения в процессе изготовления. Установлены две формы организации производства: групповая, поточная. Групповая форма организации техпроцессов характеризуется однородностью конструктивно-технологических признаков изделий, единством средств технологического оснащения одной или нескольких технологических операций и специализацией рабочих мест. Или иначе, групповая форма это форма организации производства, характеризуемая совместным изготовлением или ремонтом групп изделий различной конфигурации на специализированных рабочих местах. Основой при групповой форме организации техпроцессов должно быть группирование изделий по конструктивно-технологическим признакам.
Поточная организация производства характеризуется расположением технологического оснащения в последовательности выполнения операций технологического процесса и специализации рабочих мест. Поточную форму организации техпроцессов в зависимости от номенклатуры одновременно обрабатываемых изделий подразделяют на однономенклатурную поточную линию; многономенклатурную поточную линию.
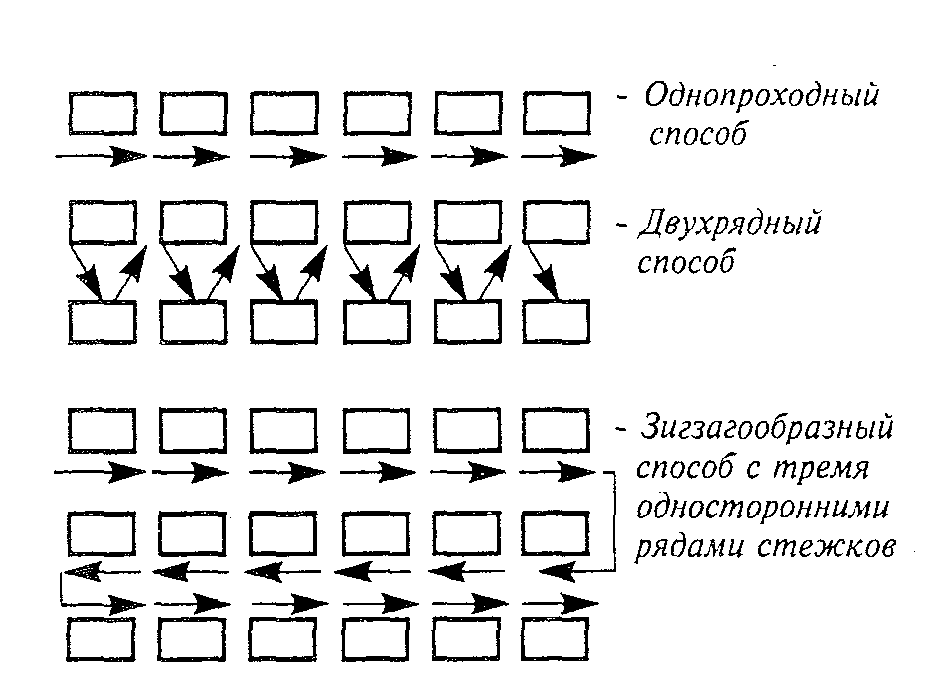
 Рисунок
1 - Способы расположения оборудования
в поточных линиях
Рисунок
1 - Способы расположения оборудования
в поточных линиях