

|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
Продолжение табл. 6 |
|||||||
№ |
Последовательность и содержание |
Источник и расчетная |
||||||||
этапа |
элементов расчета |
|
|
|
|
|
формула |
|||
|
|
|
|
1000v |
|
|||||
7 |
Расчет частоты вращения п, об/мин, по принятой |
n = |
, паспорт |
|||||||
|
скорости резания и увязка полученных данных с |
|
|
|
|
|
|
|||
|
|
|
|
πD |
|
|
||||
|
данными паспорта станка |
станка |
|
|
|
|||||
8 |
Определение фактической скорости резания по |
vФ |
= nπD |
|
||||||
|
принятой частоте вращения шпинделя |
|
|
|
|
|
1000 |
|
|
|
9 |
Определение мощности резания. Сопоставление |
Таблицы 15,16, |
||||||||
|
полученных данных с эффективной мощностью |
паспорт станка; |
||||||||
|
станка и в случае необходимости корректирование |
N |
РЕЗ |
≤ N |
|
|
η |
|||
|
принятых режимов резания |
|
|
|
ЭЛ. ДВ. |
|||||
|
Lр.х = l РЕЗ..MAX + lВР + |
|||||||||
10 |
Определение рабочего хода инструмента - Lp х. В |
|||||||||
|
расчет принимают наибольший ход - Lp max |
+lПЕР |
, где |
lВР и lПЕР- |
||||||
|
|
длина врезания и |
||||||||
|
|
перебега |
|
|||||||
Режимы резания для токарных операций.
Подача S0*, мм/об, при черновом точении
|
|
|
|
|
|
Таблица 7 |
|
Суммарная глубина (ширина) резания резцами, |
|||||
Обрабатываемый материал |
|
установленными на одном суппорте, мм |
||||
|
|
|
|
|
|
|
|
3 |
|
5 |
8 |
20 |
40 |
Сталь |
0,6 |
|
0,4 |
0,3 |
0,25 |
0,2 |
Чугун |
0,8 |
|
0,6 |
0,45 |
0,35 |
0,3 |
* При высоких требованиях к точности обработки подачу устанавливать в пределах 0,2…0,3 мм/об. При обработке деталей жесткой системы станок – деталь – инструмент подачу увеличивать на 50%, а нежесткой системы - снижать на 30%.
Подача S0, мм/об, при чистовом точении
Обрабатываемый |
V, м/мин, |
|
Ra=6,3 мкм |
|
Ra=3,3мкм |
||
|
Радиус при вершине |
угла |
|
||||
материал |
не более |
|
|
|
|
|
|
0,5 |
1,0 |
2,0 |
1,0 |
2,0 |
|||
|
|
||||||
|
50 |
0,25 |
0,3 |
0,4 |
0,15 |
0,2 |
|
Сталь, |
80 |
0,3 |
0,35 |
|
0,2 |
|
|
|
|
||||||
σв =0,59…0,74ГПа |
100 |
|
|
|
0,25 |
0,25 |
|
|
|
0,45 |
|||||
|
0,35 |
|
|||||
|
|
|
|
|
|
||
Сталь, |
|
|
|
|
|
||
σв=0,59…0,74ГПа |
120 |
|
0,4 |
0,5 |
0,3 |
0,3 |
|
|
Весь диапазон |
|
|
|
|||
|
|
|
|
|
|
||
Чугун |
скоростей |
- |
|
|
|
0,35 |
|
|
|
|
|
|
|
|
|
12
Подача S0, мм/об, для прорезных, фасонных и широких резцов
|
|
|
|
|
Таблица 8 |
|
Резцы прорезные для канавок |
|
Резцы фасонные |
||
Обрабатываемый |
шириной до 20 мм и глубиной |
|
|
|
|
|
|
|
|
|
|
материал |
до 3 мм |
св. 3 мм |
|
сложные |
простые |
|
|
|
|
|
|
Сталь |
0,15 |
|
0,08 |
0,12 |
|
Чугун |
0,2 |
0,12 |
|
0,1 |
0,2 |
Период стойкости инструмента Тм мин
|
Таблица 9 |
|
Загрузка инструмента |
Число инструментов при обработке |
|
|
1 |
|
С равномерной загрузкой инструмента |
50 |
|
|
|
|
|
|
|
Скорость резания v, м/мин, при точении проходными, подрезными и расточными резцами
|
|
|
|
|
Обрабатываемый материал |
Таблица 10 |
||||||||
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
Сталь |
|
|
|
|
Чугун |
|
|
|
||
|
|
|
Материал рабочей части |
режущего инструмента |
|
|
||||||||
t, мм |
So, мм/об |
Быстрорежущая сталь |
|
|
Твердый сплав |
|
|
|||||||
|
|
|
|
|
|
|||||||||
|
|
|
|
|
Главный угол в плане φ ° резца |
|
|
|
||||||
|
|
45 |
60 |
|
90 |
45 |
60 |
90 |
45 |
|
60 |
90 |
|
|
|
0,2 |
|
48 |
|
|
|
140 |
|
|
|
135 |
|
|
|
|
0,3 |
|
41 |
|
|
|
130 |
|
|
|
130 |
|
|
|
|
0,4 |
|
36 |
|
|
|
125 |
|
|
|
120 |
|
|
|
1 |
0,5 |
|
34 |
|
|
|
120 |
|
|
|
115 |
|
|
|
|
0,6 |
|
31 |
|
|
|
110 |
|
|
|
110 |
|
|
|
|
0,8 |
|
28 |
|
|
|
105 |
|
|
|
100 |
|
|
|
|
0,2 |
42 |
39 |
|
37 |
130 |
120 |
110 |
115 |
|
105 |
100 |
|
|
|
0,3 |
35 |
31 |
|
30 |
120 |
110 |
100 |
100 |
|
95 |
90 |
|
|
|
0,4 |
30 |
27 |
|
26 |
110 |
100 |
90 |
95 |
|
85 |
80 |
|
|
2,5 |
0,5 |
27 |
24 |
|
23 |
100 |
95 |
85 |
90 |
|
80 |
75 |
|
|
|
0,6 |
25 |
22 |
|
21 |
95 |
90 |
80 |
85 |
|
75 |
70 |
|
|
|
0,8 |
22 |
19 |
|
17 |
90 |
84 |
72 |
75 |
|
70 |
65 |
|
|
|
0,2 |
42 |
37 |
|
29 |
115 |
110 |
93 |
110 |
|
100 |
90 |
|
|
|
0,3 |
33 |
29 |
|
23 |
105 |
100 |
86 |
100 |
|
90 |
80 |
|
|
|
0,4 |
28 |
25 |
|
20 |
96 |
90 |
80 |
90 |
|
85 |
75 |
|
|
5 |
0,5 |
24 |
22 |
|
18 |
90 |
83 |
73 |
85 |
|
80 |
70 |
|
|
|
0,6 |
22 |
19 |
|
16 |
80 |
76 |
66 |
77 |
|
73 |
63 |
|
|
|
0,8 |
19 |
17 |
|
14 |
68 |
32 |
55 |
70 |
|
65 |
56 |
|
|

13
Скорость резания v, м/мин, при точении прорезными, фасонными, широкими и отрезными резцами
Таблица 11
|
Материал |
Обраба- |
|
|
|
|
|
|
|
|
|
|
|
рабочей |
|
|
|
|
Sо, мм/об |
|
|
|
|
||
Резцы |
части |
тываемый |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
режущего |
материал |
0,03 |
0,04 |
0,06 |
0,08 |
0,1 |
0,15 |
0,2 |
0,3 |
0,4 |
0,5 |
|
инструмента |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фасонные |
Быстро- |
Сталь |
53 |
50 |
42 |
35 |
32 |
27 |
- |
- |
- |
- |
|
режущая |
|
|
|
|
|
|
|
|
|
|
|
|
сталь |
Чугун |
- |
- |
44 |
40 |
36 |
30 |
28 |
23 |
20 |
18 |
Отрезные, |
Твердый |
Сталь |
- |
- |
- |
100 |
92 |
85 |
77 |
65 |
57 |
52 |
прорезные |
|
|
|
|
|
|
|
|
|
|
|
|
широкие |
сплав |
Чугун |
- |
- |
- |
90 |
82 |
75 |
62 |
56 |
49 |
45 |
VРЕЗ = VТАБ • k4 • k5 • k6
где
Коэффициент k4 в зависимости от обрабатываемого материала - таблица 12 Коэффициент k5 в зависимости от периода стойкости инструмента – табл. 13 Коэффициент k6 в зависимости от глубины обработки – таблица 14
Поправочные коэффициенты К4 , К5 , К6 для скорости резания
Коэффициент К4 в зависимости от обрабатываемого материала
|
|
|
|
|
Обрабатываемый материал |
|
Таблица 12 |
||||||||
Материал |
|
|
|
|
|
|
|
|
|
||||||
рабочей |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сталь |
|
|
|
|
|
|
|
|
||
части |
|
|
|
|
|
|
|
|
|
|
|
Чугун |
|
||
30;35;40 |
|
45 |
35Х; |
20Х |
40Х |
18ХГТ |
|
||||||||
режущего |
|
|
|
|
|
38ХА |
|
|
30ХГТ |
|
|
|
|
||
инструмента |
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
40Х; |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
НВ |
|
|
|
|
|
|
|
|
|
229 |
269 |
229 |
|
269 |
207 |
255 |
179 |
269 |
187 |
197 |
229 |
|
270 |
|
Быстрорежу- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
щая сталь |
1,0 |
0,8 |
1,0 |
|
0,8 |
1,0 |
0,7 |
1,3 |
0,7 |
1,0 |
0,7 |
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Твердый |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сплав |
|
0,9 |
|
|
0,9 |
|
0,9 |
1,2 |
0,8 |
|
0,9 |
1,0 |
|
0,8 |
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
|
Коэффициент |
|
К5 в |
зависимости от периода стойкости |
режущего |
|||||||||||||||||||||
инструмента |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица13 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Обраба- |
|
|
|
Материал |
|
|
|
|
|
|
|
Tм , мин |
|
|
|
|
|
|
|
|
|||||
|
тыва- |
|
|
|
рабочей |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
емый- |
Резцы |
|
части |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
мате- |
|
|
|
режущего |
30 |
60 |
|
100 |
|
150 |
|
200 |
|
300 |
|
400 |
600 |
|
800 |
1000 |
|
|||
|
риал |
|
|
|
инстру- |
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
мента |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Проход- |
|
Р6М5 |
|
1,0 |
0,9 |
|
0,8 |
|
0,7 |
|
0,65 |
0,6 |
|
0,55 |
0,4 |
|
0,35 |
0,3 |
|
||||
|
|
ные, |
|
Т15К6 |
|
1,7 |
1,5 |
|
1,2 |
|
1,0 |
|
0,9 |
|
0,8 |
|
0,7 |
- |
|
- |
- |
|
|||
|
|
под- |
|
Т30К4 |
|
1,3 |
1,2 |
|
1,0 |
|
0,8 |
|
0,7 |
|
0,65 |
|
- |
- |
|
- |
- |
|
|||
|
Сталь |
резные, |
|
Т5К10 |
|
1,1 |
0,9 |
|
0,8 |
|
0,65 |
|
0,55 |
0,4 |
|
- |
- |
|
- |
- |
|
||||
|
|
расточ- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ные и |
|
ВК4 |
|
1,5 |
1,3 |
|
1,2 |
|
1,1 |
|
1,0 |
|
0,9 |
|
0,85 |
0,7 |
|
0,6 |
0,55 |
|
|||
|
|
прорез- |
|
ВК6 |
|
1,3 |
1,15 |
|
1,0 |
|
0,9 |
|
0,85 |
0,75 |
|
0,7 |
0,6 |
|
0,55 |
0,45 |
|
||||
|
Чугун |
ные |
|
ВК8 |
|
1,1 |
0,9 |
|
0,85 |
|
0,75 |
|
0,7 |
|
0,65 |
|
0,6 |
0,5 |
|
0,45 |
0,4 |
|
|||
|
Сталь |
Фасон- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ные |
|
Р6М5 |
|
1,1 |
0,85 |
|
0,7 |
|
0,5 |
|
0,45 |
0,4 |
|
0,4 |
- |
|
- |
- |
|
||||
Коэффициент К6* в зависимости от вида обработки |
|
|
|
|
|
Таблица 14 |
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Растачивание |
|
|
Поперечное точение |
|
|
Фасонное точение |
|
|
||||||||||||||||
|
D <75 мм |
|
D >75 мм |
|
При отношении Dнаим / Dнаиб |
|
|
|
Профиль |
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
До 0,4 |
0,5…0,7 |
|
0,8…1,0 |
|
простой |
|
|
сложный |
|
|||||||||
|
1,0 |
|
|
0,85 |
|
1,3 |
1,2 |
|
|
1,0 |
|
|
|
1,0 |
|
|
0,7 |
|
|
||||||
* Для продольного точения k6 = 1,0
Условная расчетная мощность резания Nтабл*1, кВт, при точении проходными, подрезными и расточными резцами
Таблица 15
Sо , |
|
|
|
|
Глубина резания t, мм |
|
|
|
||||
мм/об |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,5 |
1,0 |
1,5 |
2,0 |
|
2,5 |
3,0 |
4,0 |
5,0 |
6,0 |
8,0 |
10,0 |
0,06 |
0,25 |
0,5 |
0,75 |
1,0 |
|
1,25 |
1,5 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
0,08 |
0,27 |
0,55 |
0,8 |
1,1 |
|
1,3 |
1,6 |
2,2 |
2,7 |
3,2 |
4,3 |
5,4 |
0,1 |
0,3 |
0,6 |
0,9 |
1,2 |
|
1,5 |
1,8 |
2,3 |
3,0 |
3,6 |
4,7 |
5,8 |
0,12 |
0,35 |
0,7 |
1,1 |
1,4 |
|
1,8 |
2,1 |
2,8 |
3,5 |
4,2 |
5,6 |
7,1 |
0,16 |
0,4 |
0,8 |
1,4 |
1,6 |
|
2,1 |
2,5 |
3,4 |
4,2 |
5,1 |
6,7 |
8,4 |
0,2 |
0,5 |
0,9 |
1,5 |
1,8 |
|
2,5 |
3,0 |
4,0 |
4,9 |
5,9 |
7,8 |
9,8 |
0,25 |
0,6 |
1,2 |
1,8 |
2,4 |
|
2,9 |
3,5 |
4,7 |
5,8 |
7,0 |
9,3 |
11,6 |
0,3 |
0,7 |
1,3 |
2,0 |
2,6 |
|
3,3 |
4,0 |
5,3 |
6,7 |
8,0 |
10,6 |
13,6 |
0,4 |
0,8 |
1,7 |
2,5 |
3,4 |
|
4,2 |
5,0 |
6,6 |
8,3 |
10,0 |
13,2 |
16,6 |
0,5 |
1,0 |
2,0 |
3,0 |
4,0 |
|
4,9 |
5,9 |
7,8 |
9,8 |
12,0 |
15,6 |
19,5 |
0,6 |
1,1 |
2,2 |
3,4 |
4,5 |
|
5,6 |
6,7 |
8,9 |
11,0 |
13,4 |
18,8 |
22,3 |
0,8 |
1,4 |
2,8 |
4,2 |
5,6 |
|
6,9 |
8,3 |
11,0 |
14,0 |
16,6 |
22,5 |
27,7 |
1,0 |
1,6 |
3,3 |
5,0 |
6,6 |
|
8,2 |
10,0 |
13,2 |
16,5 |
19,7 |
26,0 |
33,0 |
1,2 |
1,9 |
3,8 |
5,6 |
7,5 |
|
9,4 |
11,0 |
15,0 |
19 |
22,6 |
30,2 |
37,8 |
15
*1 При работе отрезными, прорезными и фасонными резцами Nтабл , принятую для глубины резания 1 мм, умножать на ширину резца и на коэффициент
k = 1,3 |
|
v |
|
|
Примечание. Мощность резания (кВт) N РЕЗ = Ntааб |
|
k7 , где Nтабл - |
||
100 |
||||
|
|
|||
условная расчетная мощность, приведенная в таблице; v - скорость резания, м/мин; k7 - коэффициент, характеризующий обрабатываемый материал.
Коэффициент k7 на мощность резания в зависимости от обрабатываемого материала
|
|
|
|
|
|
|
|
|
|
|
Таблица 16 |
||
Материал |
|
|
|
Обрабатываемый материал |
|
|
|
|
|||||
|
|
|
Сталь |
|
|
|
|
|
|
Чугун |
|
|
|
рабочей части |
|
|
|
|
|
|
|
|
|
|
|
|
|
режущего |
|
|
|
|
|
HB |
|
|
|
|
|
|
|
инструмента |
|
|
|
|
|
|
|
|
|
|
|
|
|
156 |
207 |
229 |
269 |
285 |
|
302 |
321 |
|
229 |
241 |
295 |
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Быстрорежущая |
|
|
|
|
|
|
|
|
|
|
|
|
|
сталь |
0,75 |
0,9 |
1,0 |
1,15 |
1,2 |
|
1,3 |
1,4 |
|
0,45 |
0,5 |
0,55 |
|
Твердый сплав |
0,6 |
0,7 |
0,75 |
0,8 |
0,8 |
|
0,85 |
0,9 |
|
|
|||
|
|
|
|
|
|
||||||||
Источник. Панов А.А. и др. Обработка металлов резанием. Справочник технолога. М., Машиностроение, 2004.-784с.
ОПРЕДЕЛЕНИЕ ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ
Основное (технологическое) время на выполнение токарной операции определяется по формуле:
T |
= |
L |
•i = |
l +l1 +l2 |
•i, мин |
, |
|
|
|||||
0 |
nS0 |
|
nS0 |
|||
|
|
|
|
|||
где L — длина пути прохождения инструмента в направлении подачи в
мм;
l — длина обрабатываемой поверхности, определяемая по чертежу детали, мм;
l1 — величина врезания в мм; (табл.17)
l2 — величина перебега инструмента в мм; (табл.17) Sо — подача на оборот шпинделя, мм/об;
n – частота вращения шпинделя, об/мин. i — число проходов.
16
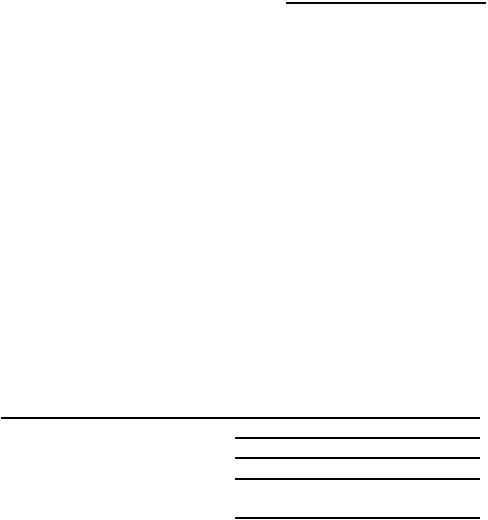
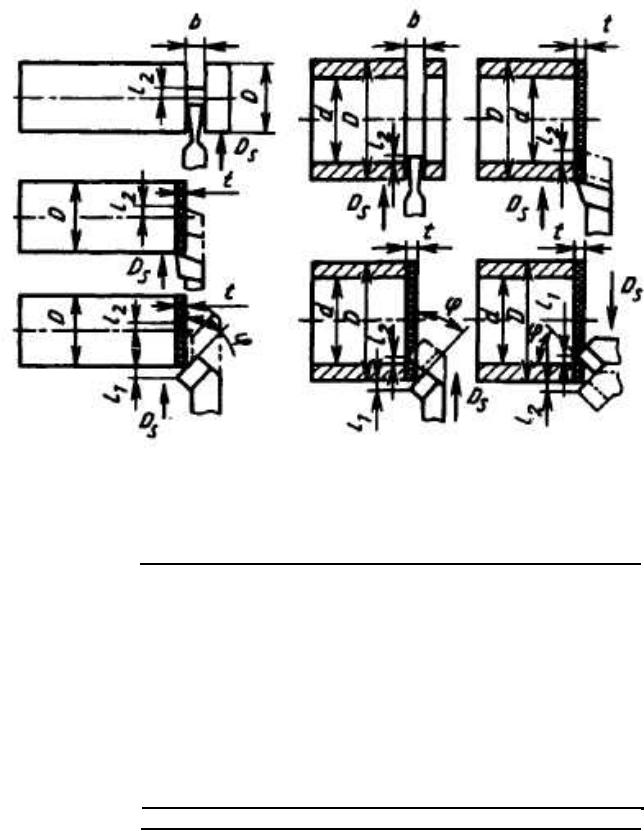
СХЕМЫ ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ
1.Обтачивание и растачивание цилиндрических поверхностей:
а- напроход; б, в - в упор (до уступа)
17
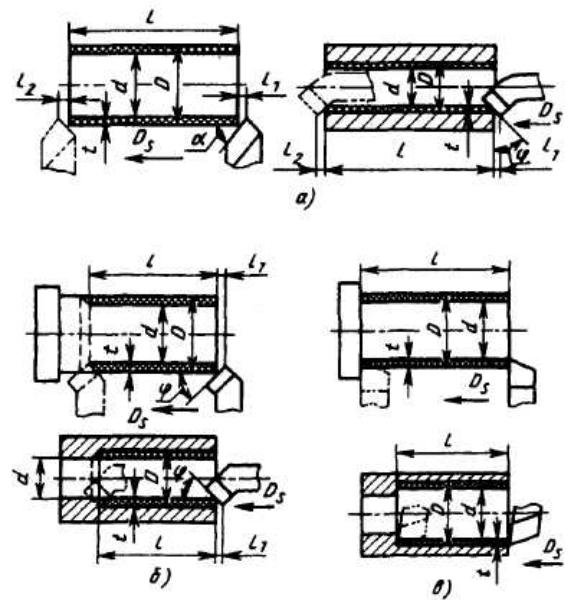
2. Точение канавок, фасонное точение, точение торцовых поверхностей
3. Снятие фасок
18
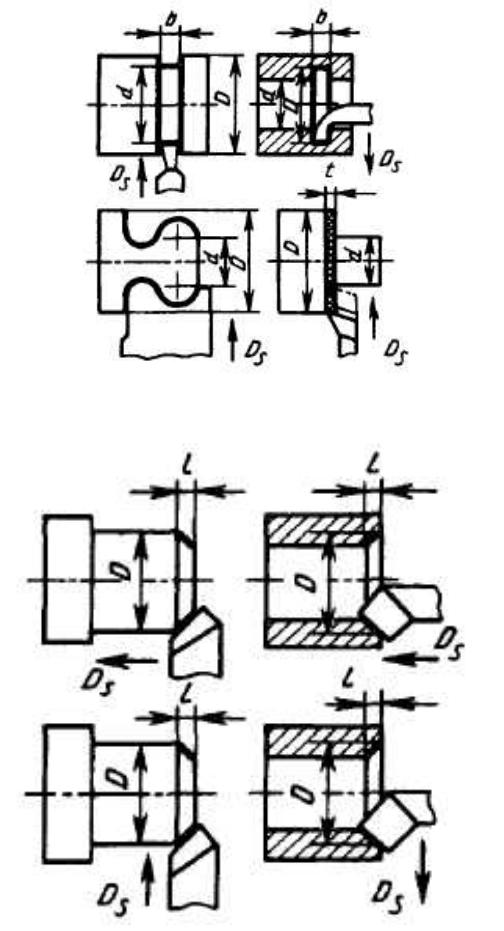
4.Точение наружных и внутренних выточек поперечно
ипродольной подачей ("в разгон")
5.Точение торцовых канавок с осевой подачей (а) и с осевой
ирадиальной подачами (б)
19
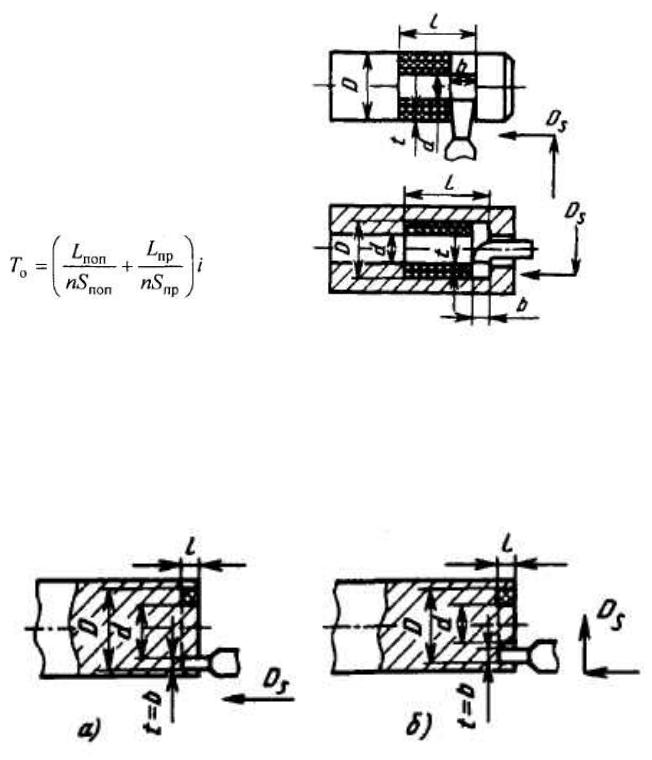
7. Точение торцовых поверхностей и отрезание деталей
Величина врезания l1 |
при работе резцами |
|
|
|
|
|
|
|
|
|
|||||||||
Размеры, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 17 |
||
|
|
|
|
|
|
|
|
|
Глубина резания |
t |
|
|
|
||||||
Резцы |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
1 |
|
2 |
3 |
4 |
|
5 |
6 |
|
7 |
|
8 |
|
10 |
12 |
14 |
16 |
||
|
|
|
|
|
|
|
|
|
Величина врезания |
l1 |
|
|
|
||||||
Проходные |
|
15 |
5 |
|
9 |
13 |
16 |
|
20 |
24 |
|
28 |
|
31 |
|
39 |
- |
- |
- |
и расточ- |
|
30 |
3 |
|
5 |
7 |
8 |
|
10 |
12 |
|
14 |
|
15 |
|
19 |
22 |
26 |
29 |
ные с |
|
45 |
2 |
|
3 |
4 |
5 |
|
6 |
7 |
|
8 |
|
9 |
|
12 |
14 |
16 |
18 |
углом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 |
|
|
2 |
3 |
3 |
|
4 |
4 |
|
5 |
|
5 |
|
6 |
7 |
9 |
11 |
|
в плане φ° |
|
1 |
|
|
|
|
|
||||||||||||
|
75 |
|
1 |
2 |
2 |
|
2 |
3 |
|
3 |
|
3 |
|
4 |
4 |
4 |
5 |
||
|
|
90 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
5 |
Подрезные |
|
|
|
|
|
|
|
|
При работе в упор -3 |
|
|
|
|||||||
Отрезные |
|
|
|
|
|
|
|
|
|
|
|||||||||
Прорезные |
|
|
|
|
|
|
При работе на проход -5 |
|
|
|
|||||||||
Фасонные |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
||
Примечание. Величина перебега l1 при работе напроход вне зависимости от величины φ: при глубине резания t =…2 мм l2 = 1 мм; при t =3…7 мм l2 = 2 мм; при t = 8…16 мм l2 = 3 мм.
Источник. Панов А.А. и др. Обработка металлов резанием. Справочник технолога. М., Машиностроение, 2004.-784с.
20
Определение вспомогательного, подготовительнозаключительного времени обработки деталей на токарных станках.
(источник Стародубцева Н.А. Сборник задач по техническому нормированию)
Вспомогательное время определяется по элементам по таблицам источника по формуле:
|
|
n |
|
n |
|
n |
|
|
ТВ = ∑ Твi = tУСТ +∑tПЕР +∑t1ПЕР +∑tИЗМ |
• KtВ |
|||||
|
|
1 |
1 |
1 |
|
||
где |
tуст – вспомогательное время на установку и снятие детали, по таб. 18 |
||||||
|
tпер – вспомогательное время, связанное с переходом, по таб. 19 |
||||||
|
tпер1 – вспомогательное время, связанное с переходом на приемы, не |
||||||
вошедшие в комплекс по таб. 20 |
|
|
|
|
|
|
|
tизм – вспомогательное время на контрольные измерения, по табл. 24, |
|||||||
|
периодичность контроля определяется по табл. 23: |
||||||
|
n – количество проходов в переходе. |
|
|
|
|||
KtВ – поправочный коэффициент вспомогательного времени, по табл. 25. |
|||||||
Оперативное время операции |
|
ТОП = ТО + ТВ мин |
|||||
Время на обслуживание рабочего места |
аобс. и время на личные потребности |
||||||
аотл. в |
% к ТОП, по табл. 21 |
|
|
|
|
|
|
Норма штучного времени на операцию |
|
|
|
||||
|
Тш = (То + Тв) (1 + |
|
аобс +аотл |
), мин |
|
||
|
|
|
|
||||
|
|
|
100 |
|
|
|
|
Подготовительное – заключительное время |
ТПЗ по таб. 22 |
||||||
|
Тпз = ∑ Тпз i = ТпзА + ТпзБ + ТпзВ |
|
|||||
ТпзА – время на наладку станка, инструмента и приспособлений. ТпзБ – время на дополнительные приемы.
ТпзВ – время на получение инструмента и приспособлений и сдачу их после окончания обработки партиидеталей.