

21
Поправочный коэффициент k13 на мощность резания в зависимости от характеристики обрабатываемого материала
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 33 |
||||
|
НВ |
|
≤ 156 |
|
≤ 207 |
|
≤ 229 |
≤ 269 |
|
≤ 285 |
|
≤ 302 |
|
≤ 321 |
|
≤ 375 |
|||||||||
|
k13 |
|
0,75 |
|
0,9 |
|
1,0 |
|
1,1 |
|
|
1,2 |
1,25 |
|
|
1,3 |
|
1,45 |
|
||||||
|
Мощность резания N, кВт, при сверлении чугуна |
|
|
|
|
|
Таблица 34 |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
Диаметр |
|
S0 , |
|
|
|
|
|
|
|
V, м/мин |
|
|
|
|
|
|
|
|||||||
|
обрабатываемого |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
отверстия, мм, |
мм/об |
10 |
|
13 |
|
15 |
|
17 |
|
20 |
|
26 |
30 |
|
|
40 |
|
|||||||
|
|
не более |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
4 |
|
|
0,06 |
|
0,02 |
|
0,03 |
|
0,04 |
|
0,04 |
|
0,05 |
|
0,06 |
0,07 |
|
0,1 |
|
||||
|
|
|
|
0,1 |
|
0,04 |
|
0,05 |
|
0,06 |
|
0,07 |
|
0,08 |
|
0,1 |
0,12 |
|
0,16 |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
0,06 |
|
0,04 |
|
0,06 |
|
0,06 |
|
0,07 |
|
0,08 |
|
0,11 |
0,13 |
|
0,17 |
|
|||
|
|
6 |
|
|
0,1 |
|
0,06 |
|
0,08 |
|
0,1 |
|
0,11 |
|
0,13 |
|
0,17 |
0,19 |
|
0,25 |
|
||||
|
|
|
|
|
|
0,20 |
|
0,11 |
|
0,14 |
|
0,17 |
|
0,19 |
|
0,22 |
|
0,29 |
0,33 |
|
0,45 |
|
|||
|
|
|
|
|
|
0,06 |
|
0,06 |
|
0,07 |
|
0,08 |
|
0,1 |
|
0,11 |
|
0,14 |
0,17 |
|
0,22 |
|
|||
|
|
8 |
|
|
0,1 |
|
0,09 |
|
0,11 |
|
0,13 |
|
0,15 |
|
0,18 |
|
0,23 |
0,26 |
|
0,35 |
|
||||
|
|
|
|
|
|
0,2 |
|
0,15 |
|
0,19 |
|
0,22 |
|
0,25 |
|
0,29 |
|
0,38 |
0,44 |
|
0,59 |
|
|||
|
|
|
|
|
|
0,3 |
|
0,2 |
|
0,26 |
|
0,3 |
|
0,34 |
|
0,4 |
|
0,52 |
0,6 |
|
0,8 |
|
|||
|
|
|
|
|
|
0,06 |
|
0,07 |
|
0,09 |
|
1,0 |
|
0,11 |
|
0,13 |
|
0,17 |
0,2 |
|
0,27 |
|
|||
|
|
10 |
|
|
0,1 |
|
0,11 |
|
0,14 |
|
0,16 |
|
0,18 |
|
0,22 |
|
0,24 |
0,32 |
|
0,43 |
|
||||
|
|
|
|
|
|
0,2 |
|
0,18 |
|
0,24 |
|
0,28 |
|
0,31 |
|
0,37 |
|
0,48 |
0,55 |
|
0,74 |
|
|||
|
|
|
|
|
|
0,3 |
|
0,25 |
|
0,33 |
|
0,38 |
|
0,43 |
|
0,51 |
|
0,66 |
0,76 |
|
1,0 |
|
|||
|
|
|
|
|
|
0,1 |
|
0,13 |
|
0,17 |
|
0,20 |
|
0,22 |
|
0,26 |
|
0,34 |
0,39 |
|
0,52 |
|
|||
|
|
12 |
|
|
0,2 |
|
0,22 |
|
0,29 |
|
0,33 |
|
0,38 |
|
0,44 |
|
0,57 |
0,66 |
|
0,88 |
|
||||
|
|
|
|
|
|
0,3 |
|
0,32 |
|
0,41 |
|
0,48 |
|
0,54 |
|
0,64 |
|
0,83 |
0,95 |
|
1,27 |
|
|||
|
|
|
|
|
|
0,4 |
|
0,4 |
|
0,52 |
|
0,6 |
|
0,68 |
|
0,8 |
|
1,0 |
1,2 |
|
1,6 |
|
|||
|
|
|
|
|
|
0,1 |
|
0,17 |
|
0,22 |
|
0,26 |
|
0,29 |
|
0,34 |
|
0,45 |
0,51 |
|
0,68 |
|
|||
|
|
16 |
|
|
0,2 |
|
0,3 |
|
0,39 |
|
0,45 |
|
0,51 |
|
0,6 |
|
0,78 |
0,9 |
|
1,2 |
|
||||
|
|
|
|
|
|
0,3 |
|
0,42 |
|
0,54 |
|
0,63 |
|
0,71 |
|
0,84 |
|
1,1 |
1,25 |
|
1,67 |
|
|||
|
|
|
|
|
|
0,4 |
|
0,52 |
|
0,67 |
|
0,78 |
|
0,88 |
|
1,0 |
|
1,35 |
1,55 |
|
2,7 |
|
|||
|
|
|
|
|
|
0,1 |
|
0,22 |
|
0,29 |
|
0,33 |
|
0,38 |
|
0,45 |
|
0,58 |
0,67 |
|
0,68 |
|
|||
|
|
20 |
|
|
0,2 |
|
0,37 |
|
0,48 |
|
0,55 |
|
0,62 |
|
0,73 |
|
0,95 |
1,1 |
|
1,2 |
|
||||
|
|
|
|
|
|
0,3 |
|
0,53 |
|
0,68 |
|
0,79 |
|
0,9 |
|
1,05 |
|
1,37 |
1,58 |
|
1,67 |
|
|||
|
|
|
|
|
|
0,4 |
|
0,65 |
|
0,85 |
|
0,98 |
|
1,1 |
|
1,3 |
|
1,67 |
1,95 |
|
2,07 |
|
|||
|
|
|
|
|
|
0,1 |
|
0,27 |
|
0,35 |
|
0,4 |
|
0,46 |
|
0,53 |
|
0,7 |
0,8 |
|
1,1 |
|
|||
|
|
|
|
|
|
0,2 |
|
0,46 |
|
0,6 |
|
0,7 |
|
0,78 |
|
0,92 |
|
1,2 |
1,38 |
|
1,83 |
|
|||
|
|
25 |
|
|
0,3 |
|
0,65 |
|
0,85 |
|
0,97 |
|
1,1 |
|
1,3 |
|
1,7 |
1,95 |
|
2,6 |
|
||||
|
|
|
|
|
|
0,4 |
|
0,82 |
|
1,1 |
|
1,22 |
|
1,4 |
|
1,63 |
|
2,1 |
2,45 |
|
3,26 |
|
|||
|
|
|
|
|
|
0,1 |
|
0,34 |
|
0,44 |
|
0,51 |
|
0,58 |
|
0,68 |
|
0,83 |
1,0 |
|
1,35 |
|
|||
|
|
|
|
|
|
0,2 |
|
0,6 |
|
0,76 |
|
0,88 |
|
1,0 |
|
1,18 |
|
1,53 |
1,77 |
|
2,35 |
|
|||
|
|
32 |
|
|
0,3 |
|
0,82 |
|
1,1 |
|
1,22 |
|
1,4 |
|
1,63 |
|
2,12 |
2,44 |
|
3,25 |
|
||||
|
|
|
|
|
|
0,4 |
|
1,0 |
|
1,36 |
|
1,56 |
|
1,78 |
|
2,1 |
|
2,72 |
3,15 |
|
4,2 |
|
|||
22
NРЕЗ = NРЕЗ таб • k14
где
k14 - поправочный коэффициент на мощность резания в зависимости от характеристики обрабатываемого металла – таблица 35
Поправочный коэффициент k14 на мощность резания в зависимости от характеристики обрабатываемого материала
Таблица 35
НВ |
≤207 |
k14 |
0,9 |
≤229 |
≤295 |
1,1 |
1,25 |
Мощность резания N, кВт, при рассверливании стали
Таблица 36
Разность |
S0 , |
|
|
|
V, м/мин |
|
|
|
|
|
||
диаметров |
мм/об |
11,5 |
13,2 |
15,1 |
17,4 |
20 |
|
23 |
26 |
30 |
35 |
40 |
(D-d), мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,3 |
|
|
|
- |
0,8 |
|
0,9 |
1,1 |
1,2 |
1,4 |
1,6 |
|
0,4 |
|
- |
- |
0,8 |
0,9 |
|
1,1 |
1,2 |
1,4 |
1,6 |
1,9 |
10 |
0,5 |
- |
|
0,8 |
0,9 |
1,1 |
|
1,2 |
1,4 |
1,6 |
1,9 |
2,2 |
|
0,6 |
|
0,8 |
0,9 |
1,1 |
1,2 |
|
1,4 |
1,6 |
1,9 |
2,2 |
2,5 |
|
0,7 |
|
0,9 |
1,1 |
1,2 |
1,4 |
|
1,6 |
1,9 |
2,2 |
2,5 |
2,9 |
|
0,8 |
|
||||||||||
|
0,85 |
0,9 |
1,1 |
1,2 |
1,4 |
1,6 |
|
1,9 |
2,2 |
2,5 |
2,9 |
3,3 |
|
0,3 |
|
|
- |
0,8 |
0,9 |
|
1,1 |
1,2 |
1,4 |
1,6 |
1,9 |
|
0,4 |
- |
- |
0,8 |
0,9 |
1,1 |
|
1,2 |
1,4 |
1,6 |
1,9 |
2,2 |
15 |
0,5 |
|
0,8 |
0,9 |
1,1 |
1,2 |
|
1,4 |
1,6 |
1,9 |
2,2 |
2,5 |
|
0,6 |
|
0,9 |
1,1 |
1,2 |
1,4 |
|
1,6 |
1,9 |
2,2 |
2,5 |
2,9 |
|
0,8 |
|
||||||||||
|
0,7 |
0,9 |
1,1 |
1,2 |
1,4 |
1,6 |
|
1,9 |
2,2 |
2,5 |
2,9 |
3,3 |
|
0,85 |
1,1 |
1,2 |
1,4 |
1,6 |
1,9 |
|
2,2 |
2,5 |
2,9 |
3,3 |
4,3 |
|
0,3 |
0,8 |
0,9 |
1,1 |
1,2 |
1,4 |
|
1,6 |
1,9 |
2,2 |
2,5 |
2,9 |
|
0,4 |
0,9 |
1,1 |
1,2 |
1,4 |
1,6 |
|
1,9 |
2,2 |
2,5 |
2,9 |
3,3 |
20 |
0,5 |
1,1 |
1,2 |
1,4 |
1,6 |
1,9 |
|
2,2 |
2,5 |
2,9 |
3,3 |
3,8 |
|
0,6 |
1,2 |
1,4 |
1,6 |
1,9 |
2,2 |
|
2,5 |
2,9 |
3,3 |
3,8 |
4,3 |
|
0,7 |
1,4 |
1,6 |
1,9 |
2,2 |
2,5 |
|
2,9 |
3,3 |
3,8 |
4,3 |
5,0 |
|
0,85 |
1,6 |
1,9 |
2,2 |
2,5 |
2,9 |
|
3,3 |
3,8 |
4,3 |
5,0 |
5,7 |
|
0,3 |
1,2 |
1,4 |
1,6 |
1,9 |
2,2 |
|
2,5 |
2,9 |
3,3 |
3,8 |
4,3 |
|
0,4 |
1,4 |
1,6 |
1,9 |
2,2 |
2,5 |
|
2,9 |
3,3 |
3,8 |
4,3 |
5,0 |
|
0,5 |
1,6 |
1,9 |
2,2 |
2,5 |
2,9 |
|
3,3 |
3,8 |
4,3 |
5,0 |
5,7 |
30 |
0,6 |
1,9 |
2,2 |
2,5 |
2,9 |
3,3 |
|
3,8 |
4,3 |
5,0 |
5,7 |
6,5 |
|
0,7 |
2,2 |
2,5 |
2,9 |
3,3 |
3,8 |
|
4,3 |
5,0 |
5,7 |
6,5 |
7,5 |
|
0,85 |
2,5 |
2,9 |
3,3 |
3,8 |
4,3 |
|
5,0 |
5,7 |
6,5 |
7,5 |
8,6 |
NРЕЗ = NРЕЗ таб • k15
где
k15 - поправочный коэффициент на мощность резания в зависимости от характеристики обрабатываемой стали – таблица 37

23
Поправочный коэффициент k15 на мощность резания в зависимости от характеристики обрабатываемой стали
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 37 |
|||
|
НВ |
|
109 |
|
129 |
|
|
158 |
|
194 |
|
234 |
|
|
|
285 |
|
|
343 |
||||
|
k15 |
|
0,65 |
|
0,72 |
|
|
0,85 |
|
1,0 |
|
1,15 |
|
|
1,35 |
|
|
1,5 |
|||||
|
Мощность резания N, кВт, при рассверливании чугуна |
|
|
|
Таблица 38 |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
V, м/мин , не более |
|
|||||||||||
|
Разность |
S0 , |
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
диаметров |
мм/об, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
(D-d), мм |
не |
11,5 |
13,5 |
|
15,1 |
|
17,4 |
|
20 |
|
23 |
|
26 |
30 |
35 |
|
40 |
|||||
|
|
|
более |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,4 |
|
|
|
|
|
- |
|
- |
|
- |
|
0,8 |
|
1,0 |
1,1 |
1,3 |
|
1,5 |
||
|
|
|
0,5 |
|
- |
- |
|
|
|
|
0,8 |
|
1,0 |
|
1,1 |
1,3 |
1,5 |
|
1,7 |
||||
|
10 |
|
0,6 |
|
|
|
|
0,8 |
|
1,0 |
|
1,1 |
|
1,3 |
1,5 |
1,7 |
|
1,9 |
|||||
|
|
0,7 |
|
|
|
|
|
0,8 |
|
1,0 |
|
1,1 |
|
1,3 |
|
1,5 |
1,7 |
1,9 |
|
2,2 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
0,84 |
|
|
0,8 |
|
1,0 |
|
1,1 |
|
1,3 |
|
1,5 |
|
1,7 |
1,9 |
2,2 |
|
2,5 |
|||
|
|
|
1,0 |
|
0,8 |
1,0 |
|
1,1 |
|
1,3 |
|
1,5 |
|
1,7 |
|
1,9 |
2,2 |
2,5 |
|
2,9 |
|||
|
|
|
0,4 |
|
- |
- |
|
- |
|
0,8 |
|
1,0 |
|
1,1 |
|
1,3 |
1,5 |
1,7 |
|
1,9 |
|||
|
|
|
0,5 |
|
|
0,8 |
|
1,0 |
|
1,1 |
|
1,3 |
|
1,5 |
1,7 |
1,9 |
|
2,2 |
|||||
|
15 |
|
0,6 |
|
|
0,8 |
|
1,0 |
|
1,1 |
|
1,3 |
|
1,5 |
|
1,7 |
1,9 |
2,2 |
|
2,5 |
|||
|
|
0,7 |
|
0,8 |
1,0 |
|
1,1 |
|
1,1 |
|
1,3 |
|
1,5 |
|
1,7 |
1,9 |
2,2 |
|
2,5 |
||||
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
0,84 |
|
1,0 |
1,1 |
|
1,3 |
|
1,5 |
|
1,7 |
|
1,9 |
|
2,2 |
2,5 |
2,9 |
|
3,3 |
|||
|
|
|
1,0 |
|
1,1 |
1,3 |
|
1,5 |
|
1,7 |
|
1,9 |
|
2,2 |
|
2,5 |
2,9 |
3,3 |
|
3,8 |
|||
|
|
|
0,4 |
|
- |
1,0 |
|
1,1 |
|
1,4 |
|
1,5 |
|
1,7 |
|
1,9 |
2,2 |
2,5 |
|
2,9 |
|||
|
|
|
0,5 |
|
1,0 |
1,1 |
|
1,4 |
|
1,5 |
|
1,7 |
|
1,9 |
|
2,2 |
2,5 |
2,9 |
|
3,3 |
|||
|
20 |
|
0,6 |
|
1,1 |
1,4 |
|
1,5 |
|
1,7 |
|
1,9 |
|
2,2 |
|
2,5 |
2,9 |
3,3 |
|
3,8 |
|||
|
|
0,7 |
|
1,4 |
1,5 |
|
1,7 |
|
1,9 |
|
2,2 |
|
2,5 |
|
2,9 |
3,3 |
3,8 |
|
4,4 |
||||
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
0,84 |
|
1,5 |
1,7 |
|
1,9 |
|
2,2 |
|
2,5 |
|
2,9 |
|
3,3 |
3,8 |
4,4 |
|
5,0 |
|||
|
|
|
1,0 |
|
1,7 |
1,9 |
|
2,2 |
|
2,5 |
|
2,9 |
|
3,3 |
|
3,8 |
4,4 |
5,0 |
|
5,8 |
|||
|
|
|
0,4 |
|
1,0 |
1,1 |
|
1,3 |
|
1,5 |
|
1,6 |
|
1,9 |
|
2,2 |
2,5 |
2,9 |
|
3,3 |
|||
|
|
|
0,5 |
|
1,1 |
1,3 |
|
1,5 |
|
1,6 |
|
1,9 |
|
2,2 |
|
2,5 |
2,9 |
3,3 |
|
3,8 |
|||
|
30 |
|
0,6 |
|
1,3 |
1,5 |
|
1,6 |
|
1,9 |
|
2,2 |
|
2,5 |
|
2,9 |
3,3 |
3,8 |
|
4,4 |
|||
|
|
0,7 |
|
1,5 |
1,6 |
|
1,9 |
|
2,2 |
|
2,5 |
|
2,9 |
|
3,3 |
3,8 |
4,4 |
|
5,0 |
||||
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
0,84 |
|
1,6 |
1,9 |
|
2,2 |
|
2,5 |
|
2,9 |
|
3,3 |
|
3,8 |
4,4 |
5,0 |
|
5,8 |
|||
|
|
|
1,0 |
|
1,9 |
2,2 |
|
2,5 |
|
2,9 |
|
3,3 |
|
3,8 |
|
4,4 |
5,0 |
5,8 |
|
6,6 |
|||
NРЕЗ = NРЕЗ таб • k16
где
k16 - поправочный коэффициент на мощность резания в зависимости от характеристики обрабатываемого чугуна – таблица 39
24
Поправочный коэффициент k16 на мощность резания в зависимости от характеристики обрабатываемого чугуна
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 39 |
|||
|
|
НВ |
|
|
|
< 180 |
|
|
180…230 |
|
|
>230 |
|
|
||||||
|
|
k16 |
|
|
|
0,84 |
|
|
|
1,0 |
|
|
|
1,2 |
|
|
||||
Мощность резания N, кВт, при зенкеровании стали и чугуна |
|
Таблица 40 |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Глуби- |
|
|
|
|
|
Сталь |
|
|
|
|
|
|
Чугун |
|
|
|
|
|||
на ре- |
So , |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
зания, |
мм/об |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
v, м |
/мин |
|
|
|
|
|
|
|
|
|||
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
20 |
25 |
32 |
40 |
|
50 |
16 |
20 |
25 |
32 |
|
40 |
50 |
|||||
|
|
|
|
|
|
|||||||||||||||
|
|
0,2 |
|
0,18 |
0,22 |
0,27 |
0,35 |
0,44 |
0,55 |
0,11 |
0,13 |
0,17 |
0,21 |
|
0,27 |
0,34 |
||||
|
|
0.4 |
|
0,29 |
0,36 |
0,45 |
0,52 |
0,72 |
0,9 |
0,18 |
0,22 |
0,27 |
0,35 |
|
0,44 |
0,55 |
||||
|
|
0,6 |
|
0,4 |
0,5 |
0,62 |
0,8 |
1,0 |
|
1,25 |
0,24 |
0,3 |
0,38 |
0,48 |
|
0,6 |
0,75 |
|||
0,5 |
1,0 |
|
0,56 |
0,7 |
0,87 |
1,12 |
1,4 |
|
1,75 |
0,4 |
0,5 |
0,63 |
0,8 |
|
1,0 |
1.25 |
||||
|
|
1,5 |
|
0,75 |
0,94 |
1,17 |
1,5 |
1,88 |
2,35 |
0,45 |
0,56 |
0,7 |
0,9 |
|
1,12 |
1,4 |
||||
|
|
2,0 |
|
0,91 |
1,14 |
1,42 |
1,82 |
2,3 |
|
2,85 |
0,55 |
0,66 |
0,85 |
1,1 |
|
1,36 |
1,7 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
0,2 |
|
0,32 |
0,4 |
0,5 |
0,64 |
0,8 |
|
1,0 |
0,19 |
0,24 |
0,3 |
0,38 |
|
0,48 |
0,6 |
|||
|
|
0,4 |
|
0,51 |
0,64 |
0,8 |
1,0 |
1,28 |
1,6 |
0,3 |
0,38 |
0,48 |
0,6 |
|
0,76 |
0,95 |
||||
|
|
0,6 |
|
0,67 |
0,84 |
1,0 |
1,35 |
1,68 |
2,1 |
0,4 |
0,5 |
0,63 |
0,8 |
|
1,0 |
1,25 |
||||
1,0 |
1,0 |
|
1,0 |
1,24 |
1,55 |
2,0 |
2,5 |
|
3,1 |
0,6 |
0,74 |
0,93 |
1,18 |
|
1,48 |
1,85 |
||||
|
|
1,5 |
|
1,28 |
1,6 |
2,0 |
2,58 |
3,2 |
|
4,0 |
0,77 |
0,96 |
1,2 |
1,5 |
|
1,9 |
2,4 |
|||
|
|
2,0 |
|
1,6 |
2,0 |
2,5 |
3,2 |
4,0 |
|
5,0 |
0,94 |
1,2 |
1,5 |
1,9 |
|
2,4 |
3,0 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
0,2 |
|
0,53 |
0,66 |
0,82 |
1,0 |
1,32 |
1,65 |
0,32 |
0,4 |
0,5 |
0,64 |
|
0,8 |
1,0 |
||||
|
|
0,4 |
|
0,88 |
1,1 |
1,37 |
1,76 |
2,62 |
2,75 |
0,53 |
0,66 |
0,82 |
1,0 |
|
1,32 |
1,65 |
||||
|
|
0,6 |
|
1,17 |
1,46 |
1,83 |
2,34 |
2,9 |
|
3,65 |
0,7 |
0,88 |
1,1 |
1,4 |
|
1,76 |
2,2 |
|||
2,0 |
1,0 |
|
1,71 |
2,14 |
2,68 |
3,4 |
4,3 |
|
5,35 |
1,0 |
1,28 |
1,6 |
2,0 |
|
2,6 |
3,2 |
||||
|
|
1,5 |
|
2,24 |
2,8 |
3,5 |
4,5 |
5,6 |
|
7,0 |
1,3 |
1,7 |
2,1 |
2,7 |
|
3,4 |
4,2 |
|||
|
|
2,0 |
|
2,77 |
3,46 |
4,3 |
5,5 |
6,9 |
|
8,7 |
1,7 |
2,1 |
2,6 |
3,3 |
|
4,2 |
5,2 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
0,2 |
|
0,96 |
1,1 |
1,5 |
1,92 |
2,4 |
|
3,0 |
0,6 |
0,7 |
0,9 |
1,15 |
|
1,4 |
1,8 |
|||
|
|
0,4 |
|
1,55 |
1,94 |
2,42 |
3,1 |
3,9 |
|
4,9 |
0,93 |
1,2 |
1,4 |
1,9 |
|
2,3 |
2,9 |
|||
|
|
0,6 |
|
2,0 |
2,56 |
3,2 |
4,1 |
5,1 |
|
6,4 |
1,2 |
1,5 |
1,9 |
2,5 |
|
3,1 |
3,8 |
|||
4,0 |
1,0 |
|
3,0 |
3,74 |
4,7 |
6,0 |
7,5 |
|
9,4 |
1,8 |
2,2 |
2,8 |
3,6 |
|
4,5 |
5,6 |
||||
|
|
1,5 |
|
3,9 |
4,9 |
6,2 |
7,9 |
9,9 |
|
12,3 |
2,5 |
3,0 |
3,7 |
4,8 |
|
6,0 |
7,4 |
|||
|
|
2,0 |
|
4,8 |
6,0 |
7,5 |
9,6 |
12,0 |
15,0 |
2,9 |
3,6 |
4,5 |
5,8 |
|
7,2 |
9,0 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
NРЕЗ = NРЕЗ таб • k17
где
k17 - поправочный коэффициент на мощность резания в зависимости от характеристики обрабатываемого металла – таблица 41
25
Поправочный коэффициент k17 на мощность резания в зависимости от характеристики обрабатываемого металла
Таблица 41
|
|
|
|
Сталь |
|
|
|
|
Чугун |
|
|
НВ |
156 |
207 |
229 |
269 |
285 |
302 |
321 |
375 |
207 |
229 |
295 |
k17 |
0,75 |
0,9 |
1,0 |
1,1 |
1,2 |
1,25 |
1,3 |
1,45 |
0,9 |
1,1 |
1,25 |
Источник. Панов А.А. и др. Обработка металлов резанием. Справочник технолога. М., Машиностроение, 2004.-784с.
ОПРЕДЕЛЕНИЕ ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ ОБРАБОТКИ ДЕТАЛЕЙ НА СВЕРЛИЛЬНЫХ СТАНКАХ
Основное (технологическое) время на выполнение сверлильной операции определяется по формуле:
T |
= |
L |
•i = |
l +l1 +l2 |
•i, мин |
, |
|
|
|||||
0 |
nS0 |
|
nS0 |
|||
|
|
|
|
|||
где L — длина пути прохождения инструмента в направлении подачи в мм; l — глубина сверления, рассверливания. зенкерования, развертывания
определяемая по чертежу детали, мм; l1 — величина врезания в мм;
l2 — величина перебега инструмента в мм; Sо — подача на оборот шпинделя, мм/об; n – частота вращения шпинделя, об/мин. i — число отверстий.

26
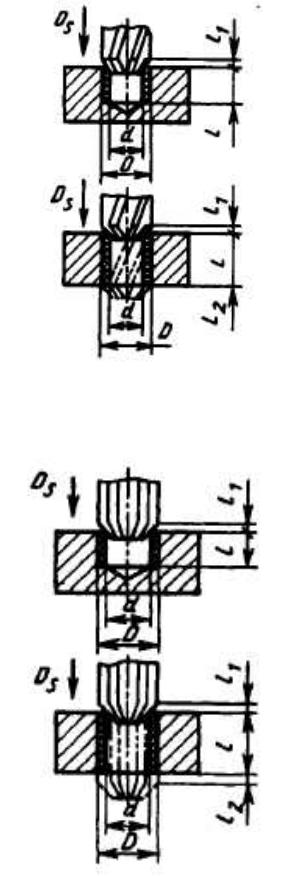
СХЕМЫ ОБРАБОТКИ ДЕТАЛЕЙ НА СВЕРЛИЛЬНЫХ СТАНКАХ
1. Центрирование, сверление в упор и напроход
2. Рассверливание в упор и напроход
27
3. Зенкерование в упор и напроход
4. Развертывание в упор и напроход
28
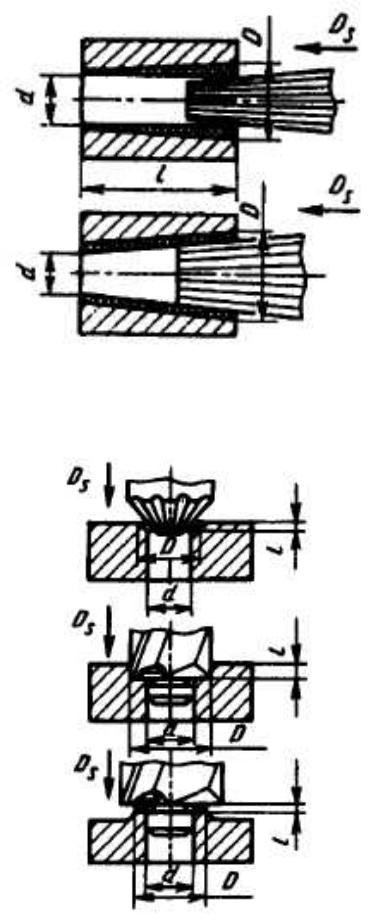
5. Развертывание конических отверстий
6. Зенкование фасок, уступов, бобышек
29
7. Нарезание резьбы машинными метчиками
где LВСП - длина вспомогательного хода метчика
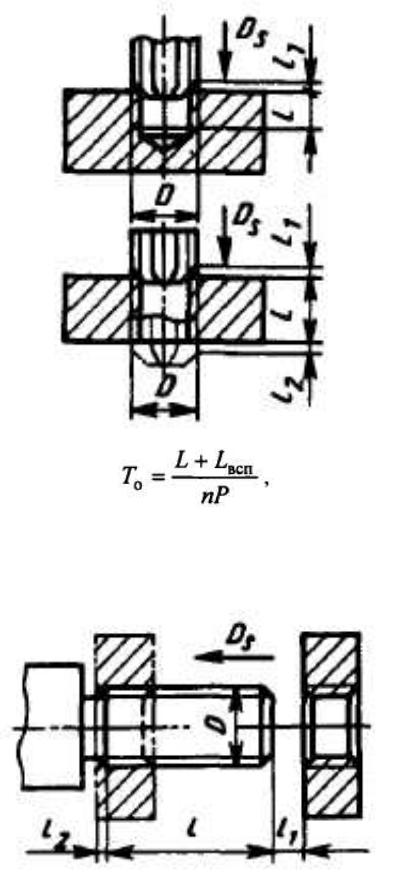
8. Нарезание резьбы
плашками

30
Суммарная величина врезания l1 и перебега l2 |
при работе сверлами, |
||||||||||||||||||||||||||||
зенкерами и развертками. Размеры, мм |
|
|
|
|
|
|
|
|
|
|
|
Таблица 42 |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр инструмента D |
|
|
|
|
|
||||||||||||
Вид работы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 и |
|||
|
|
|
3 |
|
|
5 |
|
|
10 |
|
15 |
|
20 |
|
25 |
|
30 |
|
40 |
50 |
|
более |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Врезание l1 + перебег l2 |
|
|
|
|
|
||||||||||
Сверление |
одинарной |
|
1 |
|
|
2.5 |
|
5 |
|
6 |
|
8 |
|
|
10 |
|
12 |
|
|
15 |
18 |
|
23 |
|
|||||
напроход при |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
двойной |
|
- |
|
|
- |
|
|
6 |
|
8 |
|
10 |
|
|
15 |
|
17 |
|
|
18 |
22 |
|
27 |
|
|||||
заточке сверл |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
Сверление в упор* |
|
|
|
1.5 |
|
2 |
|
|
4 |
|
6 |
|
7 |
|
|
9 |
|
11 |
|
|
14 |
17 |
|
21 |
|
||||
Рассверлива- |
|
5 |
|
|
- |
|
|
- |
|
|
- |
|
4 |
|
|
|
|
5 |
|
|
|
|
6 |
|
|||||
|
10 |
|
|
- |
|
|
- |
|
|
- |
|
|
|
7 |
|
|
|
8 |
|
|
|
|
9 |
|
|||||
ние при глуби- |
|
15 |
|
|
- |
|
|
- |
|
|
- |
|
- |
|
- |
|
|
- |
|
11 |
|
12 |
|
||||||
не резания |
|
20 |
|
|
- |
|
|
- |
|
|
- |
|
- |
|
|
|
|
- |
|
- |
|
|
14 |
|
15 |
|
|||
|
|
|
30 |
|
|
- |
|
|
- |
|
|
- |
|
- |
|
- |
|
|
- |
|
- |
|
|
- |
|
18 |
|
||
Зенкерование |
|
1 |
|
|
- |
|
|
- |
|
|
- |
|
|
|
3 |
|
|
|
|
|
4 |
|
5 |
|
|||||
напроход при |
|
3 |
|
|
- |
|
|
- |
|
|
- |
|
|
|
5 |
|
|
|
|
|
6 |
|
7 |
|
|||||
глубине |
|
|
5 |
|
|
- |
|
|
- |
|
|
- |
|
- |
|
|
7 |
|
|
8 |
|
9 |
|
||||||
резания |
|
|
10 |
|
|
- |
|
|
- |
|
|
- |
|
- |
|
- |
|
|
12 |
|
13 |
14 |
|
15 |
|
||||
Зенкерование в |
упор* |
|
- |
|
|
- |
|
|
- |
|
|
|
2 |
|
|
|
|
|
3 |
|
|
4 |
|
||||||
Развертыва- |
напроход |
|
- |
|
|
8 |
|
|
9 |
|
15 |
|
18 |
|
|
|
19 |
|
|
24 |
25 |
|
26 |
|
|||||
ние цилиндри- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ческих |
|
в упор* |
|
- |
|
|
2 |
|
|
|
|
3 |
|
|
|
|
|
|
4 |
|
|
5 |
|
||||||
отверстий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Центрование |
отверстий |
|
1-2 |
|
2 |
|
|
- |
|
- |
|
- |
|
|
- |
|
- |
|
|
- |
- |
|
- |
|
|||||
Расчетная длина хода конических разверток |
|
|
|
|
|
|
|
|
|
Таблица 43 |
|||||||||||||||||||
|
|
|
|
|
|
Припуск на диаметр под конус, мм |
|||||||||||||||||||||||
Конус- |
Угол при |
|
|
|
|
|
|
|
|
||||||||||||||||||||
ность |
вершине |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
0,2 |
|
0,4 |
|
0,6 |
|
0,8 |
|
1,0 |
|
1,2 |
|
1,4 |
1,6 |
|
1,8 |
2,0 |
|
3,0 |
|
||||||||||
|
конуса |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1:0,5 |
90° |
0,1 |
|
0,2 |
|
0,3 |
|
0,4 |
|
0,5 |
|
0,6 |
|
0,7 |
0,8 |
|
0,9 |
1,0 |
|
|
1,5 |
|
|||||||
1:0,86 |
60° |
0,17 |
|
0,35 |
|
0,5 |
|
0,7 |
|
0,9 |
|
1,0 |
|
1,2 |
1,4 |
|
1,6 |
1,7 |
|
2,6 |
|
||||||||
1:1,81 |
30° |
0,37 |
|
0,8 |
|
1,1 |
|
1,5 |
|
1,9 |
|
2,2 |
|
2,6 |
3,0 |
|
3,4 |
3,7 |
|
5,6 |
|
||||||||
1:3 |
18°56' |
0,6 |
|
1,2 |
|
1,8 |
|
2,4 |
|
3,0 |
|
3,6 |
|
4,2 |
4,8 |
|
5,4 |
6,0 |
|
9 |
|
||||||||
1:5 |
11°25' |
1,0 |
|
2,0 |
|
3,0 |
|
4,0 |
|
5,0 |
|
6,0 |
|
7,0 |
8,0 |
|
9,0 |
10 |
|
15 |
|
||||||||
1:7 |
8°10' |
1,4 |
|
2,8 |
|
4,2 |
|
5,6 |
|
7,0 |
|
8,4 |
|
9,8 |
11,2 |
|
12,6 |
14 |
|
21 |
|
||||||||
1:10 |
5°44' |
2,0 |
|
4,0 |
|
6,0 |
|
8,0 |
|
10 |
|
12 |
|
14 |
16 |
|
18 |
20 |
|
30 |
|
||||||||
1:15 |
3°49' |
3,0 |
|
6,0 |
|
9,0 |
|
12 |
|
15 |
|
18 |
|
21 |
24 |
|
27 |
30 |
|
45 |
|
||||||||
1:20 |
2°52' |
4,0 |
|
8,0 |
|
12 |
|
16 |
|
20 |
|
24 |
|
28 |
|
|
|
|
|
|
|
|
|
|
|||||
1:30 |
1°54' |
6,0 |
|
12 |
|
18 |
|
24 |
|
30 |
|
36 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
1:50 |
1°08' |
10,1 |
|
20,3 |
|
30,3 |
|
40,4 |
|
50,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||