

51
Схемы обработки и расчетные формулы при
фрезерных работах
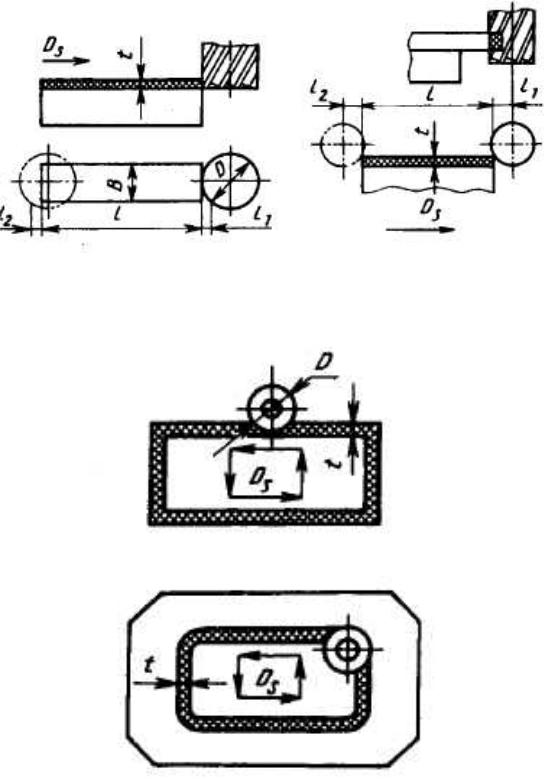
1. Фрезерование цилиндрическими, дисковыми, фасонными и прорезными фрезам
2. Фрезерование дисковыми фрезами методом врезания
52
3. Фрезерование торцовыми и концевыми фрезами
4.Фрезерование концевыми фрезами в обход по контуру
-по наружному контуру L = 2(lA + lB) + l1 + l2 + 4D
- по внутреннему контуру L = 2(lA + lB) + l1 + l2 - 4D
53
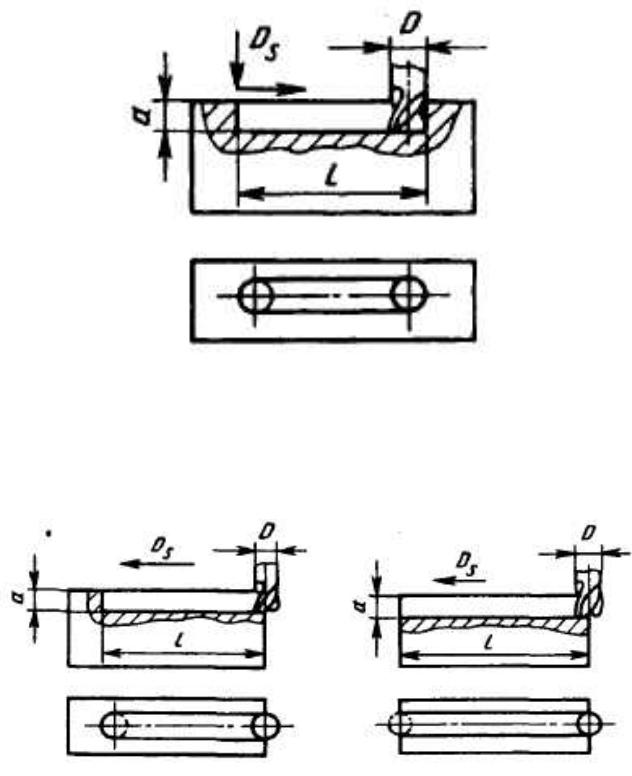
5. Фрезерование шпоночных пазов i = a/t
При маятниковой подаче L = l – D; |
T0 |
= |
L |
i; |
|
|
|
|
|
|
|
|
|
|
SM |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
L |
|
|
L |
2 |
|
|
|
|
|
При глубинном способе фрезерования |
T |
= |
|
1 |
+ |
|
|
|
•i |
; L1 |
= a; L2 |
= l - D |
||
S |
|
S |
|
|
||||||||||
0 |
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
M ВЕРТ |
|
|
M ПРОД |
|
|
|
|
||
Обработка за один проход - |
T = |
|
|
L |
; |
L = l +l1 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||||||
|
0 |
|
SM |
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
L |
|
|
L |
2 |
|
|
|
|
|
|
Обработка за i проходов - |
T |
= |
|
|
1 |
|
+ |
|
|
|
•i |
; L1 |
= a; L2 |
= l +l1 |
||
S |
|
|
S |
|
|
|||||||||||
|
0 |
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
M ВЕРТ |
|
|
M ПРОД |
|
|
|
|
|
||
ИСТОЧНИК:
1. Панов А.А. и др. Обработка металлов резанием. Справочник технолога. М., Машиностроение, 2004.-784с.

Величины врезания и перебега при обработке торцовыми и концевыми фрезами.
|
|
|
|
|
|
|
|
Диаметр фрезы в |
мм |
|
|
|
Таблица 39 |
|||||
Уста- |
Ширина |
|
|
|
|
|
|
|
|
|
|
|
||||||
новка |
фрезерования |
16 |
20 |
25 |
32 |
40 |
50 |
|
63 |
80 |
100 |
|
125 |
160 |
200 |
250 |
320 |
400 |
фрезы |
или ширина |
|
|
|
|
Величина врезания и перебега l1 + l2 |
в мм |
|
|
|
|
|||||||
|
паза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
3,0 |
2,5 |
2,5 |
2,5 |
- |
- |
|
- |
- |
- |
|
- |
- |
- |
- |
- |
- |
|
15 |
- |
4,5 |
4,0 |
3,5 |
3,5 |
3,5 |
|
3,5 |
3,5 |
- |
|
- |
- |
- |
- |
- |
- |
|
20 |
- |
- |
6,5 |
5,0 |
4,5 |
4,0 |
|
4,0 |
4,0 |
4,0 |
|
- |
- |
- |
- |
- |
- |
|
25 |
- |
- |
- |
7,5 |
6,0 |
5,0 |
|
5,0 |
5,0 |
5,0 |
|
5,0 |
- |
- |
- |
- |
- |
|
30 |
- |
- |
- |
- |
8,5 |
7,0 |
|
6,5 |
5,5 |
5,5 |
|
5,5 |
- |
- |
- |
- |
- |
|
40 |
- |
- |
- |
12,0 |
- |
12 |
|
10,0 |
8,0 |
7,5 |
|
6,5 |
- |
- |
- |
- |
- |
|
60 |
- |
- |
- |
- |
- |
- |
|
25,0 |
13,0 |
13,0 |
|
11,0 |
9,5 |
8,5 |
7,5 |
- |
- |
Симметричная |
80 |
- |
- |
- |
- |
- |
- |
|
- |
- |
23,0 |
|
18,0 |
15 |
13 |
11 |
10 |
- |
100 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
29,0 |
21 |
18 |
15 |
13 |
12 |
|
|
120 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
49,0 |
31 |
24 |
20 |
17 |
14 |
|
140 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
45 |
33 |
26 |
22 |
18 |
|
160 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
- |
44 |
33 |
27 |
24 |
|
180 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
- |
61 |
43 |
33 |
26 |
|
200 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
- |
- |
54 |
40 |
32 |
|
220 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
- |
- |
70 |
49 |
38 |
|
240 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
- |
- |
94 |
61 |
45 |
|
260 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
- |
- |
- |
72 |
53 |
|
280 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
- |
- |
- |
88 |
62 |
|
300 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
- |
- |
- |
109 |
73 |
|
320 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
- |
- |
- |
- |
85 |
|
340 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
- |
- |
- |
- |
- |
100 |
Сме- |
B > 0,3D |
- |
- |
- |
- |
- |
- |
|
- |
- |
33 |
|
42 |
52 |
65 |
80 |
103 |
127 |
щен- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ная |
B ≤ 0,3D |
- |
- |
- |
- |
- |
- |
|
- |
- |
31 |
|
38 |
48 |
60 |
74 |
94 |
117 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. При чистовом фрезеровании для обеспечения чистой поверхности при выходе фрезы величину врезания и перебега следует принимать равной диаметру фрезы.

Величины врезания и перебега при обработке цилиндрическими, дисковыми, концевыми, прорезными и фасонными фрезами.
|
|
|
|
|
|
Диаметр фрезы в мм |
|
|
|
|
Таблица 40 |
||||||
Глубина |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
16 |
20 |
25 |
32 |
|
40 |
50 |
63 |
80 |
100 |
125 |
|
160 |
200 |
250 |
|
|
резания |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
t в мм |
|
|
|
Величина врезания и перебега l1 + l2 |
в мм |
|
|
|
|
||||||||
0,5 |
3,0 |
4,0 |
4,0 |
5,0 |
5,5 |
|
6,5 |
7 |
8 |
9 |
10 |
12 |
|
12 |
14 |
15 |
|
1,0 |
4,0 |
5,0 |
5,5 |
6,5 |
7,0 |
|
8,5 |
9 |
10 |
11 |
13 |
15 |
|
16 |
18 |
20 |
|
1,5 |
4,5 |
5,5 |
6,5 |
7,5 |
8,5 |
|
9,5 |
11 |
12 |
13 |
15 |
17 |
|
19 |
21 |
23 |
|
2 |
5,0 |
6,5 |
7,0 |
8,5 |
9,5 |
|
11 |
12 |
14 |
15 |
17 |
19 |
|
21 |
24 |
26 |
|
3 |
5,5 |
7,5 |
8,0 |
9,5 |
11 |
|
13 |
14 |
16 |
18 |
20 |
22 |
|
25 |
27 |
31 |
|
4 |
6,0 |
8,0 |
9,0 |
11 |
12 |
|
14 |
16 |
18 |
20 |
23 |
26 |
|
29 |
32 |
35 |
|
5 |
- |
8,5 |
9,5 |
12 |
13 |
|
15 |
17 |
20 |
22 |
25 |
28 |
|
31 |
35 |
39 |
|
6 |
- |
- |
10,0 |
12 |
14 |
|
16 |
18 |
21 |
24 |
27 |
30 |
|
34 |
38 |
42 |
|
7 |
- |
- |
11,0 |
13 |
15 |
|
17 |
19 |
22 |
25 |
29 |
32 |
|
36 |
41 |
45 |
|
8 |
- |
- |
- |
13 |
15 |
|
18 |
20 |
24 |
27 |
30 |
34 |
|
38 |
43 |
48 |
|
9 |
- |
- |
- |
- |
16 |
|
19 |
21 |
25 |
28 |
32 |
35 |
|
40 |
46 |
51 |
|
10 |
- |
- |
- |
- |
16 |
|
19 |
22 |
26 |
29 |
33 |
38 |
|
42 |
49 |
53 |
|
11 |
- |
- |
- |
- |
- |
|
20 |
23 |
27 |
30 |
34 |
39 |
|
44 |
50 |
55 |
|
12 |
- |
- |
- |
- |
- |
|
20 |
23 |
27 |
31 |
35 |
40 |
|
46 |
52 |
58 |
|
13 |
- |
- |
- |
- |
- |
|
21 |
24 |
28 |
32 |
37 |
42 |
|
47 |
53 |
60 |
|
14 |
- |
- |
- |
- |
- |
|
- |
24 |
29 |
33 |
38 |
43 |
|
49 |
55 |
62 |
|
15 |
- |
- |
- |
- |
- |
|
- |
25 |
29 |
34 |
39 |
44 |
|
50 |
57 |
63 |
|
16 |
- |
- |
- |
- |
- |
|
- |
25 |
30 |
35 |
40 |
45 |
|
52 |
58 |
65 |
|
18 |
- |
- |
- |
- |
- |
|
- |
- |
31 |
36 |
42 |
47 |
|
54 |
61 |
69 |
|
20 |
- |
- |
- |
- |
- |
|
- |
- |
32 |
38 |
43 |
50 |
|
57 |
64 |
72 |
|
22 |
- |
- |
- |
- |
- |
|
- |
- |
33 |
39 |
44 |
51 |
|
59 |
67 |
75 |
|
25 |
- |
- |
- |
- |
- |
|
- |
- |
- |
40 |
46 |
54 |
|
62 |
70 |
78 |
|
28 |
- |
- |
- |
- |
- |
|
- |
- |
- |
41 |
48 |
56 |
|
65 |
74 |
83 |
|
30 |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
49 |
57 |
|
66 |
76 |
85 |
|
35 |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
51 |
60 |
|
70 |
80 |
91 |
|
40 |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
- |
62 |
|
73 |
84 |
96 |
|
50 |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
- |
- |
|
78 |
91 |
104 |
|
60 |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
- |
- |
|
81 |
96 |
111 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Источник: 1. Белькевич Б. А. Справочное пособие технолога машиностроительного завода Минск «Беларусь», 1972.-640с.
56
Определение вспомогательного, подготовительно-заключительного времени обработки деталей на фрезерных станках.
(источник Стародубцева Н.А. Сборник задач по техническому нормированию)
Вспомогательное время определяется по элементам по таблицам источника по формуле:
|
|
n |
|
n |
|
n |
|
|
ТВ = ∑ Твi = tУСТ + ∑tПЕР + ∑t1ПЕР +∑tИЗМ • KtВ |
||||||
|
|
1 |
1 |
1 |
|
||
где |
tуст – вспомогательное время на установку и снятие детали, по таб. 44; |
||||||
|
tпер – вспомогательное время, связанное с переходом, по таб. 45 |
||||||
|
tпер1 – вспомогательное время, связанное с переходом на приемы, не |
||||||
вошедшие в комплекс по таб. 45; |
|
|
|
|
|
|
|
|
tизм – вспомогательное время на контрольные измерения, по таб. 41 и 42; |
||||||
KtВ – поправочный коэффициент вспомогательного времени, по таб. 43 |
|||||||
Оперативное время операции |
|
ТОП = ТО + ТВ |
мин |
||||
Время на обслуживание рабочего места |
|
аобс.и время на личные потребности |
|||||
аотл. в |
% к ТОП, по таб. 46 |
|
|
|
|
|
|
Норма штучного времени на операцию |
|
|
|
||||
|
Тш = (То + Тв) (1 + |
|
аобс + аотл |
), мин |
|||
|
|
|
|||||
|
|
|
100 |
|
|
|
|
Подготовительное – заключительное время |
ТПЗ |
по таб. 46 |
|||||
|
Тпз = ∑ Тпз i |
= ТпзА + ТпзВ |
|
||||
ТпзА – время на наладку станка, инструмента и приспособлений.
ТпзВ – время на получение инструмента и приспособлений и сдачу их после окончания обработки партии деталей.
57
Таблицы вспомогательного и подготовительнозаключительного времени фрезерной операции
Таблица 41
Периодичность контрольных измерений деталей на операцию
Виды обрабатываемых поверхностей
Цилиндрические
Плоскости
Характер
обработки
Точение, растачивания, наружное, шлифование и внутреннее протягивание
Шлифование
Фрезерование, строгание
Точность измерения
4-5-й
классы
2-3-й
классы
0,01мм
0,05мм
0,1мм
0,1мм
0,2мм
Измеряемый размер, мм до
50
200
50
200
200
50
200
50
200
50
200
50
200
Способы достижения размеров обработки
обеспечивается конструктивными размерами режущего инструмента |
работа инструментом, установленным на размер |
работа с пробными стружками или по лимбу |
|
|
|
Периодичность промеров - коэффициенты ко времени на контрольные измерения детали
0,3 |
0,4 |
0,8 |
0,4 |
0,5 |
0,9 |
0,4 |
0,5 |
1,0 |
0,5 |
0,6 |
1,0 |
- |
- |
1,0 |
- |
- |
0,8 |
- |
- |
0,9 |
- |
- |
0,7 |
- |
- |
0,8 |
- |
0,3 |
0,8 |
- |
0,4 |
0,9 |
- |
0,2 |
0,7 |
- |
0,3 |
0,8 |
позиции№
1
2
3
58
Таблица 42
Вспомогательное время на контрольные измерения |
|
|
||||||
|
|
Измеряемый мм,Размер, |
|
Длина измеряемой |
||||
|
|
|
||||||
Измерительный |
Точность |
|
поверхности, мм |
|||||
|
|
|||||||
|
|
|
|
|
|
|
||
|
|
50 |
|
100 |
200 |
500 |
||
инструмент |
измерения |
|
|
|
|
|
|
|
|
0,1 мм |
|
|
|
Время, мин |
|
||
Штангенциркуль |
50 |
|
0,10 |
|
0,13 |
0.16 |
0,21 |
|
|
|
100 |
|
0,13 |
|
0,19 |
0,19 |
0,24 |
|
|
200 |
|
0,16 |
|
0.21 |
0,21 |
0,25 |
Продолжение таб. 42
№ позиции |
|
|
|
|
|
Длина измеряемой |
|||
Измерительный |
Точность |
|
|
поверхности, мм |
|||||
инструмент |
измерения |
|
|
|
|
|
|
||
|
|
50 |
100 |
200 |
300 |
||||
|
|
|
|
|
|||||
|
|
|
|
|
|
Время, мин |
|
||
|
|
|
|
|
|
|
|
||
4 |
Скоба односторонняя |
4-5-й |
50 |
|
0,05 |
0,06 |
0,08 |
0,10 |
|
5 |
классы |
100 |
|
0,07 |
0,08 |
0,10 |
0,11 |
||
6 |
предельная |
2-3-й |
50 |
|
0,09 |
0,10 |
0,13 |
0,16 |
|
|
|
||||||||
7 |
|
класс |
100 |
|
0,12 |
0,13 |
0,16 |
0,19 |
|
8 |
Калибр-пробка |
4-5-й |
25 |
|
0,07 |
0,09 |
0,13 |
- |
|
9 |
классы |
50 |
|
0,09 |
0,11 |
0,15 |
- |
||
|
гадкая двусторонняя |
|
|
|
|
|
|
|
- |
10 |
|
2-3-й |
25 |
|
0,07 |
0,14 |
0,20 |
- |
|
11 |
|
классы |
50 |
|
0,09 |
0,16 |
0,22 |
|
|
|
|
|
|
|
|
|
|
|
|
№ позиции |
|
|
|
Точность |
Измеряемый |
||||
Измерительный инструмент |
|
измерения |
размер, мм до |
||||||
|
|
|
|
|
|
100 |
300 |
500 |
|
|
|
|
|
|
|
|
|||
12 |
Линейка масштабная |
|
|
|
|
|
0,07 |
0,08 |
0,10 |
13 |
Шаблон или скоба линейная |
|
0,2-0,5 |
0,07 |
0,09 |
0,11 |
|||
|
односторонняя |
|
|
0,2 |
|
0,10 |
0,13 |
0,16 |
|
59
Таблица 43
Средние значения поправочных коэффициентов Ktв на вспомогательное время в зависимости от размера партии
обрабатываемых деталей Количество деталей в партии, шт.
Оперативное |
|
|
|
|
|
|
|
|
|
16 |
25 |
40 |
63 |
100 |
160 |
250 |
400 |
630 |
|
время , мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
Коэффициент Ktv |
|
|
|
||
1 |
- |
- |
1,23 |
1,15 |
1,07 |
1,0 |
0,93 |
0,87 |
0,81 |
4 |
1,23 |
1,15 |
1,07 |
1,0 |
0,93 |
0,87 |
0,81 |
0,76 |
- |
8 |
1,15 |
1,07 |
1,0 |
0,93 |
0,87 |
0,81 |
0,76 |
- |
- |
30 и более |
1,0 |
0,93 |
0,87 |
0,81 |
0,76 |
0,71 |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
Таблица 44
Вспомогательное время на установку и снятие детали
|
№ |
|
|
|
|
|
|
|
Состояние |
|
Характер |
|
Количество |
|
|
|
Масса детали, кг до |
|
|
||||||
|
поз. |
Способ установки |
|
|
установочной |
|
выверки |
|
одновременно |
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
1 |
|
|
3 |
5 |
8 |
|
12 |
|
||||||||||||||
|
|
|
|
детали |
|
|
|
поверхности |
|
|
|
устанавливаемых |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
Время, мин (на комплект |
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
деталей |
|
устанавливаемых деталей) |
|
||||||||
|
1 |
|
На столе |
|
без крепления |
|
|
- |
- |
|
1 |
|
|
0,09 |
|
|
0,11 |
0,13 |
0,15 |
|
0,18 |
|
|||
|
|
|
|
с креплением |
|
Обработанная или |
|
без |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
2 |
|
|
|
одним болтом |
|
необработанная из |
|
выверки |
|
1 |
|
|
0,40 |
|
|
0,45 |
0,50 |
0,55 |
|
0,60 |
|
|||
|
|
|
|
|
|
с планкой |
|
|
|
проката |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В самоцентрирующем патроне |
|
|
|
|
|
без |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
3 |
|
с креплением ключом |
|
|
- |
|
выверки |
|
- |
|
|
- |
|
|
0,35 |
0,40 |
0,47 |
|
0,55 |
|
||||
|
|
|
В приспособлении с накидной |
|
|
- |
- |
|
- |
|
|
0,16 |
|
|
0,19 |
0,25 |
0,28 |
|
0,35 |
|
|||||
|
4 |
|
крышкой (с рукояткой |
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
эксцентрикового зажима) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение таб. 44 |
|
||||
|
|
|
Способ |
|
Состояние |
|
|
|
|
Количество одновременно |
|
|
|
Масса детали, кг до |
|
|
|||||||||
|
№ |
|
установки |
|
установочной |
|
|
Характер |
|
устанавливаемых |
|
0,25 |
|
1 |
3 |
5 |
|
8 |
|
||||||
|
поз. |
|
детали |
|
поверхности |
|
|
выверки |
|
|
деталей |
|
|
Время, мин (на комплект |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
устанавливаемых деталей) |
|
|||||||
|
|
|
|
|
|
Обработанная |
|
|
Без |
|
|
1 |
|
0,23 |
|
0,27 |
0,29 |
0,32 |
|
0,36 |
|
||||
|
5 |
|
В тисках с |
|
или необработан- |
|
выверки |
|
|
2 |
|
0,29 |
|
0,35 |
0,40 |
0,46 |
|
0,55 |
|
||||||
|
6 |
|
винтовым |
|
ная из проката |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
7 |
|
зажимом |
|
Необработанная |
|
Без выверки |
|
|
1 |
|
0,28 |
|
0,32 |
0,34 |
0,34 |
|
0,41 |
|
||||||
|
8 |
|
|
|
|
(отливка) |
|
|
С выверкой |
|
|
1 |
|
0,7 |
|
0,8 |
0,85 |
0,95 |
|
1,05 |
|
||||
|
|
|
|
|
|
|
|
|
|
рейсмусом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
В тисках с |
|
Обработанная |
|
|
Без |
|
|
1 |
|
0,13 |
|
0,17 |
0,19 |
0,22 |
|
0,26 |
|
|||||
|
10 |
|
пневмати- |
|
(из проката) |
|
|
выверки |
|
|
2 |
|
0,19 |
|
0,25 |
0,30 |
0,36 |
|
0,45 |
|
|||||
|
11 |
|
ческим |
|
Необработанная |
|
Без выверки |
|
|
1 |
|
0,18 |
|
0,22 |
0,34 |
0,27 |
|
0,31 |
|
||||||
|
12 |
|
зажимом |
|
(отливка) |
|
|
С выверкой |
|
|
1 |
|
0,60 |
|
0,70 |
0,75 |
0,85 |
|
0,95 |
|
|||||
|
|
|
При установке |
деталей свыше указанного |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
13 |
количества на каждую следующую деталь добавлять |
|
|
- |
|
0,08 |
|
0,11 |
0,14 |
- |
|
- |
|
|||||||||||