

11
III. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ.
3.1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ.
Термины и определения основных понятий технологических процессов изготовления изделий в машиностроении устанавливаются ГОСТ 3.1109-82 «Термины и определения основных понятий» Единой системы технологической документации (ЕСТД).
Комплект технологической документации - совокупность комплектов документов технологических процессов и отдельных документов, необходимых и достаточных для выполнения технологических процессов при изготовлении и ремонте изделия или его составных частей
Комплект документов технологического процесса (операции) - совокупность технологических документов, необходимых и достаточных для выполнения технологического процесса (операции) изготовления детали, изделия.
3.2. КОМПЛЕКТНОСТЬ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ.
Состав и формы карт, входящих в комплект документов, зависят от вида технологического процесса (единичный, типовой или групповой), типа производства и степени использования разработчиком (предприятием, учебным заведением) средств вычислительной техники и автоматизированной системы управления производством (АСУП) и устанавливаются ГОСТ
3.1119-83 ЕСТД.
Так как многие предприятия работают по серийному типу производства, то можно принять за основу комплект технологических документов №9 по ГОСТ 3.1119-83, который установлен для среднесерийного и крупносерийного производства:
ТЛ |
МК |
ВО |
КК |
ВОП |
ОК |
КЭ |
ВЫБОР: + + - - + + +
документов
- обязательный документ.
- по решению разработчика документации.
ТЛ – титульный лист; МК – маршрутная карта; ВО – ведомость оснастки; КК – комплектовочная карта; ВОП – ведомость операций; ОК – операционная карта; КЭ – карта эскизов. Все технологические карты применяются в горизонтальном исполнении, согласно ГОСТов ЕСТД на соответствующие технологические карты.
По опыту базового предприятия ЗАО «Нязепетровский краностроительный завод» устанавливаем комплект технологических документов на изготовление деталей при выполнении курсового и дипломного проектов в следующей комплектности: ТЛ; МК; КЭ; ОК; ВОП, без разработки: ВО – ведомости оснастки и КК – комплектовочной карты.
ТЛ – устанавливается ГОСТ 3.1105-84 «Формы и правила оформления документов общего назначения». Для оформления титульного листа комплекта технологических документов следует применять форму № 2.
МК - устанавливается ГОСТ 3.1118-82 «Формы и правила оформления маршрутных
12
карт». Для оформления маршрутных карт следует применять формы № 1 – заглавный лист и № 1б – продолжение.
ОК – устанавливается ГОСТ 3.1404-86 «Формы и правила оформления документов на технологические процессы и операции обработки резанием». Для оформления операционных карт технологических процессов следует применять формы № 3 – заглавный лист и № 2а - продолжение. При использовании станков с числовым программным управлением (ЧПУ) следует применять в дополнение к ОК:
-карту наладки инструмента (КН/П) – формы 4 и 4а;
-карту кодирования информации (ККИ) – формы 5 и 5а.
ВОП (ведомость операций контроля) – устанавливается ГОСТ 3.1502-85 «Формы и правила оформления документов на технический контроль». Ведомость операций технического контроля используется для операционного описания технологической операции технического контроля в технологической последовательности с указанием переходов, технологических режимов и данных о технологической оснастке. ВОП должна применяться совместно с МК. Для оформления ВОП следует применять формы № 1 – заглавный лист и № 1а – продолжение.
КЭ – устанавливается ГОСТ 3.1105-84 «Формы и правила оформления документов общего назначения». Карта эскизов применяется для разработки графических иллюстраций, таблиц к текстовым документам. Для разработки КЭ следует применять формы № 7 – заглавный лист и №7а – продолжение.
3.3. ЗАПОЛНЕНИЕ ОСНОВНОЙ НАДПИСИ ТЕХНОЛОГИЧЕСКИХ КАРТ.
Все формы горизонтального исполнения технологической документации в основном имеют единый тип основной надписи по ГОСТ 3.1103-82.
Основная надпись предназначается для указания назначения документа, его обозначения, организации - разработчика и оформления документа, с указанием фамилий и подписей лиц, участвующих в разработке документа, и даты его оформления.
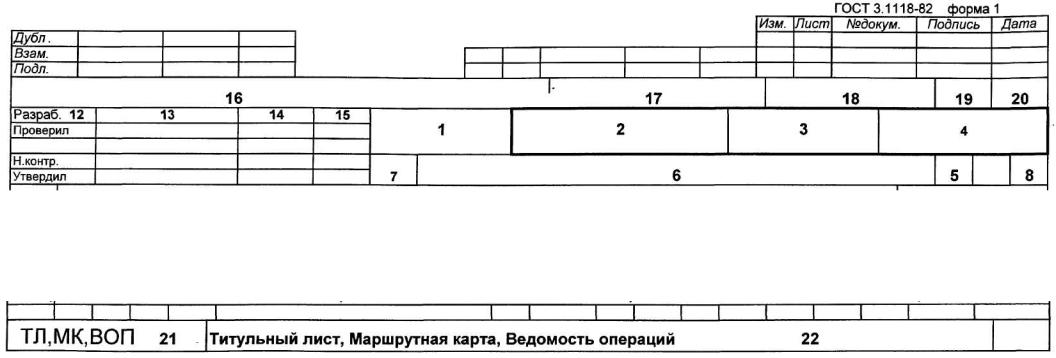
Для поиска граф основной надписи они обозначены цифрами, указанными на рис 1; 2.
СВЕДЕНИЯ, ВНОСИМЫЕ В ГРАФЫ ОСНОВНОЙ НАДПИСИ ТЕХНОЛОГИЧЕСКИХ КАРТ - ТЛ, МК, ВОП.
1– код, наименование организации – разработчика, учебного заведения в полном или сокращенном виде;
2- обозначение изделия (детали, сборочной единицы) по основному конструкторскому документу или код ступени классификации по конструкторскому классификатору - (пример –
713152. 001.);
3- код классификационных группировок технологических признаков по технологическому классификатору деталей (пример Г64024.2441300Г) для типовых и групповых технологических процессов;
4- обозначение документа по ГОСТ 3.1201-85, первые пять цифр - код характеристики документа, пять последних цифр - порядковый регистрационный номер.
Примеры:
- комплект технологических документов для механической обработки при разработке единичного технологического процесса – 02141.00001;
- маршрутная карта для единичного процесса механической обработки -10141.00001; - операционная карта единичного процесса механической обработки - 60141.00004; - карта эскизов – 20141.00006;
5- литера, присвоенная технологическому документу по ГОСТ 3.1102-81:
И -разового изготовления в единичном производстве; П - предварительный проект; А - серийное производство;
|
13 |
О – опытный образец; |
|
Б - массовое производство и т.д. |
|
При дипломном проектировании допускается |
записывать «ДП», при курсовом |
проектировании «КП»; |
|
6 - наименование изделия (детали, сборочной единицы) по основному конструкторскому документу;
7- общая единица нормирования, принятая для всего технологического процесса.; указывается количество деталей, на которое установлена норма расхода материала (например, 1,10,100 шт., и др.) В маршрутных картах эта графа не заполняется;
8 - номер операции, выполняемой в технологически последовательности изготовления изделия (включая контроль и перемещения). Графа заполняется у операционных карт и карт эскизов. Номер операции проставляется тремя знаками с интервалом через пять единиц; Например - первая операция - 005; вторая - 010; третья – 015 и т.д.;
12 - характер работы, выполняемой лицами, подписывающими документ; 13 - фамилии лиц, участвующих в разработке и оформлении и контроле документа; 14 - подписи лиц, ответственных за разработку и оформление документа; 15 - дата подписи;
16 - указание дополнительной информации (по применяемости в изделии, вариантам исполнения и т.п.) Заполняется согласно требований отраслевых НТД. Обычно не заполняется; 17 - обозначение номера изделия, с которого вводится данный документ. Заполняется в соответствии с требованиями, установленными на уровне предприятия, отрасли. Обычно не
заполняется; 18 - обозначение основного документа (комплекта документов на технологический процесс
или операцию), куда входит данный документ - по ГОСТ 3.1201-85. Пример - 02141.00001; 19 - общее количество листов данного документа (маршрутной - карты, операционной
карты и т.п.); 20 - порядковый номер листа документа;
21 - условное обозначение вида документа по ГОСТ 3.II02-8I: маршрутная карта - МК; операционная карта - 0К; карта эскизов – КЭ и т.п.;
22 - наименование документа.
СВЕДЕНИЯ, ВНОСИМЫЕ В ДОПОЛНИТЕЛЬНЫЕ ГРАФЫ ОСНОВНОЙ НАДПИСИ ТЕХНОЛОГИЧЕСКИХ КАРТ - ОК, КЭ
9 – номер рабочего места, на котором выполняется операция; 10 – номер участка, на котором выполняется операция; 11 – номер цеха, в котором выполняется операция.
В учебных работах данные графы не заполняются.
14
Рис. 1. Основная надпись технологических карт для ТЛ; МК; ВОП.

15
Рис.2. Основная надпись технологических карт для ОК; КЭ.
16
3.4. ОСНОВНЫЕ ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ КАРТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ.
Согласно ЕСТД различают три вида заполнения карт технологической документации в зависимости от вида технологического процесса (единичный, типовой или групповой) и типа производства: маршрутное, маршрутно-операционное и операционное описание технологического процесса (ТП).
Маршрутное описание ТП - производится описание содержания всех операции изготовления детали в технологической их последовательности на маршрутных картах (МК) без указания технологических переходов. Применяется в опытном и единичном типах производства.
Маршрутно – операционное описание ТП – производится описание содержания всех операции изготовления детали в технологической их последовательности на маршрутных картах (МК) при этом предусматривается краткое описание содержания отдельных операций по маршрутному описанию, и подробное описание с указанием переходов технологическисложных операции по операционному методу. Применяется в единичном и мелкосерийном типах производства.
Операционное описание ТП - в операционном технологическом процессе маршрутная карта (МК) содержит только наименование всех операций в технологической последовательности, включая контроль, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Сами операции разрабатываются на операционных картах (ОК) с детальным описанием каждой операции по переходам с выполнением карты эскизов (КЭ) для каждой операции, позиции и установа. Применяется в крупносерийном и массовом типах производства.
При выполнении курсового и дипломного проектирования |
выполнять |
операционную степень детализации описания технологического процесса. |
|
К заполнению граф технологических документов предъявляются следующие требования.
-каждая строка мысленно делится по горизонтали пополам, и информацию записывают в нижней ее части, оставляя верхнюю часть свободной для внесения изменений.
-для граф, выделенных утолщенными линиями, существует три варианта заполнения:
а) графы заполняются кодами и обозначениями по соответствующим классификаторам и стандартам. Вариант используется разработчиками, внедрившими автоматизированную систему управления производством;
б) информация записывается в раскодированном виде; в) информация дается в виде кодов с их расшифровкой; при курсовом и дипломном
проектировании выполнять этот вариант заполнения.
Для изложения технологических процессов в технологических картах используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа. Простановка служебных символов является обязательной. В качестве обозначения служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. Указание соответствующих служебных символов (для типов строк в зависимости от размещаемого состава информации) следует выполнять в соответствии с табл. 11. Между строками с разными служебными символами следует оставлять пустую строку.
17
Таблица 11
Сведения, вносимые в графы технологических карт, расположенные на строке с указанным служебным символом.
Обозначение служебного Содержание информации, вносимой в графы, расположенные на строке символа
МИнформация о применяемом основном материале и исходной заготовке, о применяемых исходных и комплектующих материалах, кодах единицы величины, единицы нормирования, количестве на изделие и нормы расхода
АНомер цеха, участка, рабочего места, где выполняется операция; номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции
БКод, наименование оборудования и информация по трудозатратам
ОСодержание операции (перехода)
ТИнформация о применяемой при выполнении операции технологической оснастке
РИнформация о режимах обработки
При заполнении информации в строках, имеющих служебный символ «М», следует руководствоваться указаниями - табл. 13, для установления кода заготовки - табл. 21 и рабочим чертежом детали.
При заполнении информации в строках, имеющих служебный символ «А», следует руководствоваться указаниями - табл. 13 и 14, для установления кода и наименования операции табл. – 4 -10 и табл. - 22; 23, разработанными согласно «Классификатора КТО
1 85 151» и ГОСТ 3.1702-79
При заполнении информации в строках, имеющих служебный символ «Б», следует руководствоваться для установления кода и наименования оборудования - таб. 16 и кода профессии рабочего - таб. 20, разработанными согласно «Общероссийского классификатора продукции ОК 005-93» и «Общероссийского классификатора профессий рабочих, должностей служащих и тарифных разрядов ОК 016-94».
При заполнении информации на строках, имеющих служебный символ «О», следует руководствоваться требованиями, которые устанавливают правила записи операций и переходов в операционной карте (ОК) - табл. 14 и 25.
При заполнении информации в строках, имеющих служебный символ «Т», следует руководствоваться требованиями классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки - табл. 17; 18; 19.
Информацию о применяемой на операции технологической оснастке записывают в следующей последовательности: 1) приспособления; 2) вспомогательный инструмент; 3) режущий инструмент; 4) слесарно-монтажный инструмент; 5) специальный инструмент; 6) средства измерения. Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;».
Сведения о выбранном для выполнения операции инструменте заносят в технологические карты. По ГОСТам ЕСТД – указывается наименование, обозначение по стандарту и номер ГОСТа (пример: Резец 2102-0171 ГОСТ 21151-75). Данное условное обозначение инструмента не отражает полную характеристику выбранного инструмента и вызывает трудности при применении технологических карт на рабочих местах рабочими станочниками, поэтому в технологических документах допускается записывать дополнительную информацию. [10]; [11].
18
Следует указывать код инструмента, полное наименование и обозначение по стандарту, дополнительные сведения (табл.12) и ГОСТ инструмента. (пример: 392192 резец токарный сборный расточной с мех. креплением ТСП 2145-0551 державка ф26мм. L 170мм. правый, пластинка 3х- гранной формы с углом в плане φ = 92° Т15К6
ГОСТ 20874-75)
|
Таблица 12 |
||
Дополнительные сведения о стандартном инструменте |
|||
|
Дополнительные сведения |
|
|
Инструмент |
|
||
Резец |
Тип, размеры сечения державки, тип твердосплавной |
|
|
|
пластинки (ТСП), материал режущей части |
|
|
Сверло |
Диаметр, номер конуса Морзе, материал режущей части |
|
|
|
Диаметр, номер конуса Морзе, материал режущей части |
|
|
Зенкер |
|
|
|
|
Диаметр, номер конуса Морзе, материал режущей части |
|
|
Развертка |
|
|
|
|
Диаметр (ширина), число зубьев (модуль), материал режущей |
|
|
Фреза |
|
|
|
|
части |
|
|
Метчик, плашка |
Диаметр резьбы, материал режущей части |
|
|
Протяжка |
Размеры, поле допуска, материал режущей части |
|
|
Вспомогательный и мерительный инструмент указываются в картах технологической документации также с дополнительными сведениями в зависимости от вида и типа инструмента.
При использовании нестандартного инструмента в технологической документации указывают номер по конструкторскому документу.
3.5. МАРШРУТНАЯ КАРТА
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления маршрутных карт регламентированы согласно ГОСТ З.1118—82 (Формы и правила оформления маршрутных карт).
При операционном описании ТП все сведения, вносимые в отдельные графы и строки маршрутной карты (МК), определяют из табл. 13. и рис. 3.
Пример заполнения маршрутной карты рис.4
19
Таблица 13
Сведения, вносимые в отдельные графы и строки маршрутной карты (МК)
|
Обозначение |
Номер пункта поиска |
|
|
|
|
|
|
|
|
|
служебного |
или наименование |
|
Содержание информации |
|
|
||||
|
символа |
(условное обозначение |
|
|
|
|
|
|
|
|
|
строки МК |
графы) |
|
|
|
|
|
|
|
|
|
|
|
Наименование, сортамент, размер и марка материала, |
|||||||
|
|
|
обозначение стандарта, технических условий. |
Запись |
||||||
|
М01 |
1 |
выполняется на уровне одной строки с применением |
|||||||
|
разделительного знака дроби «/», например, Лист |
|||||||||
|
|
|
БОН -2,5х1000х2500 ГОСТ 19903-74 / Ш-1У В ст. 3 |
|||||||
|
|
|
ГОСТ 14637-79 |
|
|
|
|
|
|
|
|
|
2 |
Графа для особых указаний |
|
|
|
|
|||
|
|
|
|
|
||||||
|
|
Код |
Код материала по классификатору (Технологический |
|||||||
|
|
классификатор |
|
деталей |
машиностроения |
и |
||||
|
|
|
приборостроения). В учебных целях графа не |
|||||||
|
|
|
заполняется, ставится прочерк. |
|
|
|
|
|||
|
|
ЕВ |
Код единицы величины-массы, длины, площади и т.п. |
|||||||
|
|
детали или заготовки. Для массы, указанной в «кг» - |
||||||||
|
|
|
код 166; в «г»-163; в «т»-168. Допускается указывать |
|||||||
|
|
|
единицы измерения величины (кг, т, см, мм и т.д.) |
|
||||||
|
|
МД |
Масса детали по конструкторскому документу |
|
|
|||||
|
|
ЕН |
Единица нормирования, на которую установлена |
|||||||
|
|
норма расхода материала, или норма времени, |
||||||||
|
МО2 |
|
например, 1, 10, 100 |
|
|
|
|
|||
|
Н.расх. |
Норма расхода материала |
|
|
|
|
||||
|
|
КИМ |
Коэффициент использования материала |
|
|
|||||
|
|
Код загот. |
Код заготовки по классификатору. Допускается |
|||||||
|
|
указывать вид |
|
заготовки |
|
(отливка, |
прокат, |
|||
|
|
|
штамповка и т.д.) |
|
|
|
|
|
||
|
|
Профиль и размеры |
Обозначение профиля и размера заготовок. |
|||||||
|
|
Рекомендуется указывать толщину, ширину и длину, |
||||||||
|
|
|
сторону квадрата или диаметр и длину, например |
|||||||
|
|
|
20х50х300, ø35. Профиль допускается не указывать |
|
||||||
|
|
КД |
Количество деталей, изготавливаемых из одной |
|||||||
|
|
|
заготовки |
|
|
|
|
|
|
|
|
|
МЗ |
Масса заготовки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Цех |
Номер цеха , в котором выполняется операция |
|
|
|||||
|
|
Уч. |
Номер участка |
|
|
|
|
|
|
|
|
|
РМ |
Номер рабочего места |
|
|
|
|
|||
|
|
Опер. |
Номер операции в технологической последо- |
|||||||
|
|
вательности изготовления, контроля и перемещения. |
||||||||
|
|
|
Рекомендуемая нумерация операции 005, 010, и т.д. |
|
||||||
|
А |
Код, наименование |
Код |
операции |
согласно |
классификатору |
||||
|
технологических операций. В табл.6 выборочно |
|||||||||
|
|
операции |
приведены коды основных операций механической |
|||||||
|
|
|
обработки - пример 4110 (токарная) |
|
|
|||||
|
|
Обозначение |
Обозначение |
документов, |
|
применяемых |
при |
|||
|
|
выполнении данной операции, например, ИОТ – |
||||||||
|
|
документа |
инструкция по охране труда, ОК - операционной |
|||||||
|
|
|
карты, КЭ – карты эскизов и др. |
Пример – ИОТ №2; |
||||||
|
|
|
60141.00005; 20141.00006. |
|
|
|
|
|||
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
Продолжение таблицы 13 |
|||
Обозначение |
Номер пункта поиска |
|
|
|
|
|
|
|
служебного |
или наименование |
|
Содержание информации |
|
||||
символа |
(условное обозначение |
|
|
|
|
|
|
|
строки МК |
графы) |
|
|
|
|
|
|
|
|
Код, наименования, |
Код оборудования по классификатору, краткое |
||||||
|
оборудования |
наименование оборудования. Выборочно коды |
||||||
|
|
оборудования указаны в табл.16 |
|
|
||||
|
|
Код степени механизации труда. Указывается |
||||||
|
СМ |
цифрой: |
|
|
|
|
|
|
|
1 – наблюдение за работой автоматов; |
|||||||
|
|
2 – работа с помощью машин и автоматов |
||||||
|
|
3 – вручную при машинах и автоматах; |
||||||
|
|
4 – вручную без машин и автоматов; |
||||||
|
|
5 – вручную при наладке машин |
|
|||||
|
Проф. |
Код профессии по «Общероссийскому |
классифика- |
|||||
|
тору профессий рабочих, должностей служащих и |
|||||||
|
|
тарифных разрядов» (ОКПДТР) Выборочно коды |
||||||
|
|
указаны в табл.20.Допускается указывать профессию. |
||||||
|
|
Разряд работы, необходимой для выполнения |
||||||
|
|
операции. Код включает три цифры: первая – разряд |
||||||
|
|
работы |
по |
тарифно-квалификационному |
||||
|
|
справочнику, две следующие – код формы и системы |
||||||
Б |
Р |
оплаты труда: |
|
|
|
|
|
|
10 – сдельная форма оплаты труда; |
|
|
||||||
|
|
11 – сдельная система оплаты труда прямая; |
||||||
|
|
12 – сдельная система оплаты труда премиальная; |
||||||
|
|
20 – повременная форма оплаты труда; |
|
|||||
|
|
22 – повременная система оплаты труда премиальная |
||||||
|
|
Код условий труда и код вида нормы. Код включает в |
||||||
|
УТ |
себя цифру |
– |
условия |
труда; 1 |
– |
нормальные; |
|
|
2 – тяжелые и вредные; |
и букву, указывающую вид |
||||||
|
|
нормы времени: Р – |
аналитически |
- расчетная; |
||||
|
|
О – опытно - статистическая. |
|
|
|
|||
|
КР |
Количество исполнителей, занятых при выполнений |
||||||
|
|
операции |
|
|
|
|
|
|
|
КОИД |
Количество одновременно обрабатываемых заготовок |
||||||
|
|
при выполнении одной операции |
|
|
||||
|
ЕН |
Единица нормирования, на которую установлена |
||||||
|
норма расхода материала, или норма времени, |
|||||||
|
|
например, 1, 10, 100 |
|
|
|
|
||
|
ОП |
Объем производственной партии, штуки |
||||||
|
|
Коэффициент штучного времени при многостаноч- |
||||||
|
Кшт. |
ном обслуживании, зависящий от количества |
||||||
|
обслуживаемых станков: |
|
|
|
|
|||
|
|
Кол. станков - |
1 |
2 |
3 |
4 |
|
5 |
|
|
Кшт - |
1 |
0,65 0,48 |
0,39 |
0,35 |
||
|
Тп.з |
Норма подготовительно-заключительного времени на |
||||||
|
|
операцию, мин |
|
|
|
|
|
|
|
Тшт |
Норма штучного времени на операцию, мин |
||||||