

Серия: УЧЕБНОЕ ПОСОБИЕ

1
Министерство образования и науки Российской федерации Федеральное агентство по образованию
Филиал ГОУ ВПО «Южно -Уральский государственный университет»
в г. Нязепетровске
МЕТОДИЧЕСКОЕ ПОСОБИЕ
по классификации и разработке технологической документации
учебная дисциплина
«Технология машиностроения»
для специальности 151001 «Технология машиностроения»
среднего профессионального образования
г.Нязепетровск 2008
2
Методическое пособие составлено в соответствии с «Рабочей программой» по дисциплине «Технология машиностроения» для специальности 151001 «Технология машиностроения».
Методическое пособие по классификации и разработке технологической документации: учебное пособие для студентов очной и очно-заочной формам обучения \ составитель А.М.Нечаев – Филиал ГОУ ВПО «Южно – Уральский государственный университет» в г.Нязепетровске.
Рецензенты: Зайнуллина Ф.Х. – зам директора филиала по УВР: Филиала ГОУ ВПО «Южно-Уральский государственный университет»
в г.Нязепетровске.
Иванцова В.А. – председатель Предметной (цикловой) комиссией: Филиала ГОУ ВПО «Южно-Уральский государственный
университет» в г.Нязепетровске.
Филиал ГОУ ВПО «Южно-Уральский государственный университет» в г.Нязепетровске.

3
I. СИСТЕМА КЛАССИФИКАЦИИ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ В МАШИНОСТРОЕНИИ
КЛАССИФИКАТОР ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ МАШИНОСТРОЕНИЯ И ПРИБОРОСТРОЕНИЯ I 85 151
1.1. ОСНОВНЫЕПОЛОЖЕНИЯ
Классификатор технологических операций машиностроения и приборостроения (КТО) устанавливаетосновныеположенияисистемуклассификацииикодированиятехнологическихопераций, атакжеструктурукодатехнологическойоперации.
Классификатором пользуются при решении следующих основных задач технологической подготовкипроизводства (ТПП):
переходе на бестекстовую технологическую документацию и возможность машинной обработки информации;
упорядочениитекстовойчаститехнологическихдокументов; объединении однородных операций для организации специализированных производственных
подразделений; укрупненном расчететрудовыхиматериальныхнормативов;
анализетрудоемкоститехнологическихоперацийдляликвидации«узких» мествпроизводстве; оперативно-календарномитехнико-экономическомпланированиипроизводства; обеспечениивозможностимеханизацииучетаипоискаразработанныхопераций; созданииусловийдляавтоматизированнойразработкитехнологическихпроцессов.
1.2. СИСТЕМАКЛАССИФИКАЦИИИКОДИРОВАНИЯ
Классификация технологических операций построена по методу иерархической 2 - ступенчатой классификации.
В структуре кода технологической операции каждая ступень классификации обозначена двумя цифровымидесятичнымизнаками.
На каждой ступени классификации кодирование осуществляется цифрами от 01 до 99, причем на второй ступени группировки 10, 20, 30 и т. д. используют для кодирования обобщенных наименований операций.
Вклассификатореустановленаследующаяструктуракодатехнологическойоперации:
XX |
XX |
Наименование операции Вид технологического процесса пометоду выполнения
На первой ступени классификации основанием деления служит признак «вид технологического процессапометодувыполнения», характеризуемыйопределеннымсоставомтехнологическихопераций.
Код вида технологического процесса по методу выполнения (наименование операции) следует проставлять по Общесоюзному классификатору технологических операций машиностроения и приборостроения (ОКТО) №1 85 151 – таблица 1.
На второй ступени классификации основанием деления является признак «наименование операции». Втабл. (2- 8) приведеныкоды« наименованияопераций».
Таблицы классификатора сокращены в пределах необходимости по специальности 151001 «Технологиямашиностроения» - обработкаметалловрезанием.
4
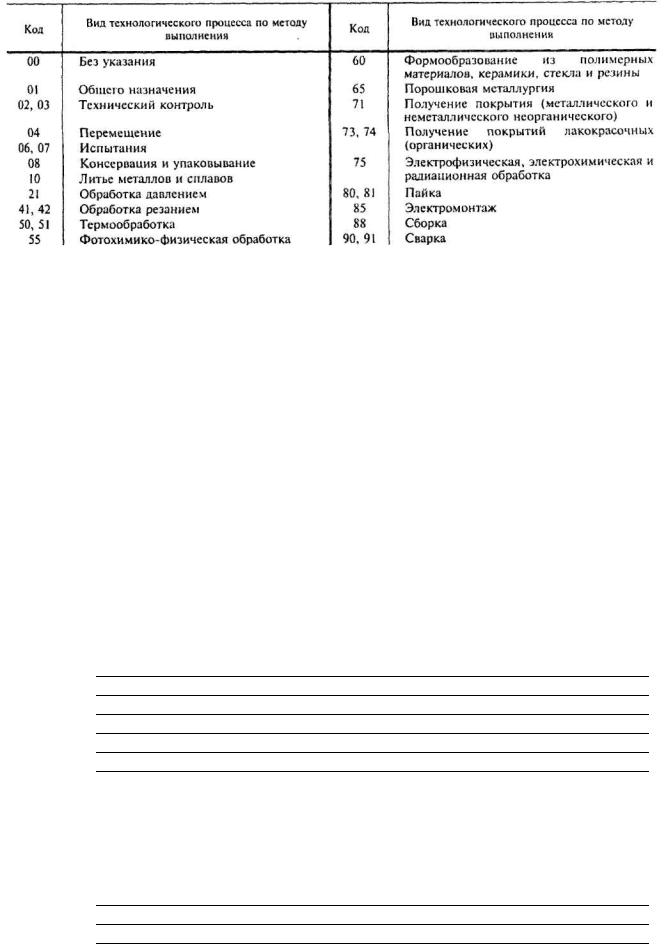
КОДЫ ВИДА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПО МЕТОДУ ВЫПОЛНЕНИЯ
Таблица 1
Примечание. Код 00 следует проставлять при отсутствии необходимости обозначения конкретного вида технологического процесса по методу изготовления, например в комплекте документов на технологический процесс описаны два или более методов изготовления.
КОДЫ НАИМЕНОВАНИЙ ОПЕРАЦИЙ ОПЕРАЦИИ ОБЩЕГОНАЗНАЧЕНИЯ– КОД 01
Таблица2
Код |
Наименованиеоперации |
|
Код |
|
Наименованиеоперации |
|
||
0101 |
Разметка |
|
0134 |
|
Очистка |
дробеструйная |
|
|
0104 |
Раскрой |
|
0145 |
|
Изолирование, защита |
|
||
0108 |
Слесарная |
|
0150 |
|
Травление |
|
|
|
0109 |
Зачистка |
|
0160 |
|
Пропитка |
|
|
|
0114 |
Смазывание |
|
0165 |
|
Протирка |
|
|
|
0125 |
Промывка |
|
0168 |
|
Подготовка(оснастки, оборудованияит.д.) |
|
||
0127 |
Промывка растворителями |
|
0170 |
|
Сушка |
|
|
|
0130 |
Очистка |
|
0180 |
|
Маркирование |
|
||
0131 |
Очистка пескоструйная |
|
0190 |
|
Обезжиривание |
|
||
|
|
ТЕХНИЧЕСКИЙ КОНТРОЛЬ - КОД 02 |
||||||
|
|
|
Наименованиеоперации |
Таблица 3 |
||||
Код |
|
|
|
|
||||
0200 |
|
Контроль |
|
|
|
|
|
|
0210 |
|
Контроль величин пространства и времени |
|
|
||||
0220 |
|
Контрольлинейныхразмеров |
|
|
|
|
|
|
0225 |
|
Контроль размеров криволинейных |
поверхностей |
|
|
|||
0230 |
|
Контроль расположения поверхности |
|
|
|
|||
0240 |
|
Контроль формы поверхности |
|
|
|
|||
0250 |
|
Контроль формы и расположения поверхностей |
|
|
||||
0260 |
|
Комплексный контроль геометрических параметров |
|
|
||||
0261 |
|
Контроль резьбовых деталей |
|
|
|
|
|
|
0265 |
|
Контроль шлицевых деталей |
|
|
|
|
|
|
0266 |
|
Контроль шероховатости |
|
|
|
|
|
|
0270 |
|
Контроль зубчатых деталей |
|
|
|
|
|
|
0290 |
|
Контроль червячных деталей |
|
|
|
|
|
|
|
|
5 |
||
|
ТЕХНИЧЕСКИЙ КОНТРОЛЬ - КОД 03 |
|||
|
|
|
Таблица 4 |
|
Код |
|
Наименованиеоперации |
|
|
0310 |
Контрольмеханическихвеличин |
|
||
0355 |
Контрольпериодическихвеличин |
|
||
0356 |
Контроль частотыпериодическогопроцесса |
|
||
0357 |
Контрольчастотывращения |
|
||
0375 |
Контроль качественныххарактеристик |
|
||
0376 |
Контрольнеразрушающий акустический (ультразвуковой) |
|
||
0387 |
Контроль внешнеговидаизделий, наличияклейм |
|
||
0390 |
Контрольпрочихвеличинихарактеристик |
|
||
0396 |
Контроль количества |
штук |
|
|
0397 |
Контрольрасхода |
|
|
|
|
ПЕРЕМЕЩЕНИЕ - КОД 04 |
|||
|
|
|
Таблица 5 |
|
Код |
Перемещение |
Наименованиеоперации |
|
|
0400 |
|
|
|
|
0401 |
Транспортирование |
|
||
0404 |
Погрузка |
|
|
|
0405 |
Загрузка |
|
|
|
0406 |
Разгрузка |
|
|
|
0411 |
Кантование |
|
|
|
0418 |
Комплектование |
|
|
|
0421 |
Сортирование |
|
|
|
0428 |
Закрепление |
|
|
|
0440 |
Складирование |
|
|
|
|
ОБРАБОТКА РЕЗАНИЕМ - КОД 41 |
|||
|
|
|
Таблица 6 |
|
Код |
Обработкарезанием |
Наименованиеоперации |
|
|
4100 |
|
|
|
|
4101 |
Агрегатная |
|
|
|
4102 |
Автоматно-линейная |
|
|
|
4105 |
Резьбонарезная |
|
|
|
4107 |
Резьбонарезные |
|
Гайконарезная |
|
4108 |
|
Болтонарезная |
|
|
4110 |
Токарная |
|
|
|
4111 |
|
|
Токарно-револьверная |
|
4112 |
|
|
Автоматнаятокарная |
|
4113 |
|
|
Токарно-карусельная |
|
4114 |
|
|
Токарно-винторезная |
|
4115 |
|
|
Лоботокарная |
|
4116 |
Токарные |
|
Токарно-затыловочная |
|
4117 |
|
Токарно-копировальная |
|
|
4118 |
|
|
Специальнаятокарная |
|
4119 |
|
|
Торцеподрезная-центровальная |
|
4121 |
|
|
Вальцетокарная |
|
4122 |
|
|
Резьботокарная |
|
4123 |
|
|
Токарно-бесцентровальная |
|

|
|
6 |
||
|
|
|
Продолжение табл.6 |
|
Код |
Шлифовальная |
Наименованиеоперации |
|
|
4130 |
|
|
|
|
4131 |
|
|
Круглошлифовальная |
|
4132 |
|
|
Внутришлифовальная |
|
4133 |
|
|
Плоскошлифовальная |
|
4134 |
|
|
Бесцентрово-шлифовальная |
|
4135 |
|
|
Резьбошлифовальная |
|
4136 |
|
|
Координатно-шлифовальная |
|
4137 |
Шлифовальные |
|
Обдирочно-шлифовальная |
|
4138 |
|
Ленточно-шлифовальная |
|
|
4139 |
|
|
Щлифовально-затыловочная |
|
4141 |
|
|
Шлицешлифовальная |
|
4142 |
|
|
Заточная |
|
4143 |
|
|
Центрошлифовальная |
|
4144 |
|
|
Карусельно-шлифовальная |
|
4145 |
|
|
Торцешлифовальная |
|
4146 |
|
|
Специальнаяшлифовальная |
|
4147 |
|
|
Вальцешлифовальная |
|
4150 |
Зубообрабатывающая |
|
|
|
4151 |
|
|
Зубошлифовальная |
|
4152 |
|
|
Зубодолбежная |
|
4153 |
|
|
Зубофрезерная |
|
4154 |
|
|
Зубострогальная |
|
4155 |
|
|
Зубопротяжная |
|
4156 |
|
|
Зубозакругляющая |
|
4157 |
Зубообрабатывающие |
|
Зубошевинговальная |
|
4158 |
|
Зубопритирочная |
|
|
4159 |
|
|
Зубоприрабатывающая |
|
4161 |
|
|
Зубообкатывающая |
|
4162 |
|
|
Специальнаязубообрабатывающая |
|
4163 |
|
|
Зубохонинговальная |
|
4164 |
|
|
Зуботокарная |
|
4165 |
|
|
Шлицефрезерная |
|
4166 |
|
|
Шлищестрогальная |
|
4167 |
Комбинированная |
|
|
|
4170 |
Строгальная |
|
|
|
4171 |
Строгальные |
|
Продольно-строгальная |
|
4172 |
|
Поперечно-строгальная |
|
|
4173 |
|
|
Специальнаястрогальная |
|
4175 |
Долбежная |
|
|
|
4180 |
Протяжная |
|
|
|
4181 |
Протяжные |
|
Горизонтально-протяжная |
|
4182 |
|
Вертикально-протяжная |
|
|
4183 |
|
|
Специальнаяпротяжная |
|
4190 |
Отделочная |
|
|
|
4192 |
|
|
Хонинговальная |
|
4193 |
Отделочные |
|
Суперфинишная |
|
4194 |
|
Доводочная |
|
|
4195 |
|
|
Притирочная |
|
4196 |
|
|
Полировальная |
|
4197 |
|
|
Глянцовочная |
|

|
|
7 |
||
|
ОБРАБОТКА РЕЗАНИЕМ - КОД 42 |
|||
|
|
|
Таблица 7 |
|
Код |
Сверлильная |
Наименованиеоперации |
|
|
4210 |
|
|
|
|
4211 |
|
|
Сверлильно-центровальная |
|
4212 |
Сверлильные |
|
Радиально-сверлильная |
|
4213 |
|
Горизонтально-сверлильная |
|
|
4214 |
|
|
Вертикально-сверлильная |
|
4216 |
|
|
Координатно-сверлильная |
|
4220 |
Расточная |
|
|
|
4221 |
Расточные |
|
Горизонтально-расточная |
|
4222 |
|
Вертикально-расточная |
|
|
4223 |
|
|
Координатно-расточная |
|
4224 |
|
|
Алмазно-расточная |
|
4230 |
Программная |
|
|
|
4231 |
|
|
РасточнаясЧПУ |
|
4232 |
|
|
СверлильнаясЧПУ |
|
4233 |
Программные |
|
ТокарнаясЧПУ |
|
4234 |
|
ФрезернаясЧПУ |
|
|
4236 |
|
|
ШлифовальнаясЧПУ |
|
4237 |
|
|
Комплексная на обрабатывающихцентрах сЧПУ |
|
4260 |
Фрезерная |
|
|
|
4261 |
|
|
Вертикально-фрезерная |
|
4262 |
|
|
Горизонтально-фрезерная |
|
4263 |
|
|
Продольно-фрезерная |
|
4264 |
|
|
Карусельно-фрезерная |
|
4265 |
|
|
Барабанно-фрезерная |
|
4267 |
Фрезерные |
|
Копировально-фрезерная |
|
4268 |
|
Гравировально-фрезерная |
|
|
4269 |
|
|
Фрезерно-центровальная |
|
4271 |
|
|
Шпоночно-фрезерная |
|
4272 |
|
|
Специальнаяфрезерная |
|
4273 |
|
|
Универсально-фрезерная |
|
4274 |
|
|
Резьбофрезерная |
|
4280 |
Отрезная |
|
|
|
4281 |
|
|
Ножовочно-отрезная |
|
4282 |
Отрезные |
|
Ленточно(проволочно) - отрезная |
|
4283 |
|
Алмазно-отрезная |
|
|
4284 |
|
|
Токарно-отрезная |
|
4285 |
|
|
Пило-отрезная |
|
4286 |
|
|
Фрезерно-отрезная |
|
4287 |
|
|
Абразивно-отрезная |
|
|
ТЕРМИЧЕСКАЯ ОБРАБОТКА - КОД 50 |
|||
|
|
|
Таблица 8 |
|
Код |
Термическаяобработка |
Наименованиеоперации |
|
|
5000 |
|
|
|
|
5010 |
Отжиг |
|
|
|
5030 |
Закалка |
|
|
|
5050 |
Отпуск |
|
|
|
8
II. СИСТЕМА ОБОЗНАЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
2.1. ОБЩИЕ ПОЛОЖЕНИЯ
Общие положения системы обозначения, правил присвоения обозначений технологической документации устанавливается ГОСТом 3.1201-85.
Система обозначения технологической документации предназначена для обозначения комплектов документации на технологические процессы (операции) и отдельных видов технологических документов.
Обязательному обозначению подлежат:
-комплекты документов на типовые и групповые технологические процессы (операция) и технологические инструкции;
-комплект документации на единичные технологические процессы, применяемые в среднесерийном, крупносерийном и массовом типах производств;
-отдельные виды документов, имеющие самостоятельное применение, предназначенные для обработки средствами вычислительной техники.
2.2.СИСТЕМА ОБОЗНАЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
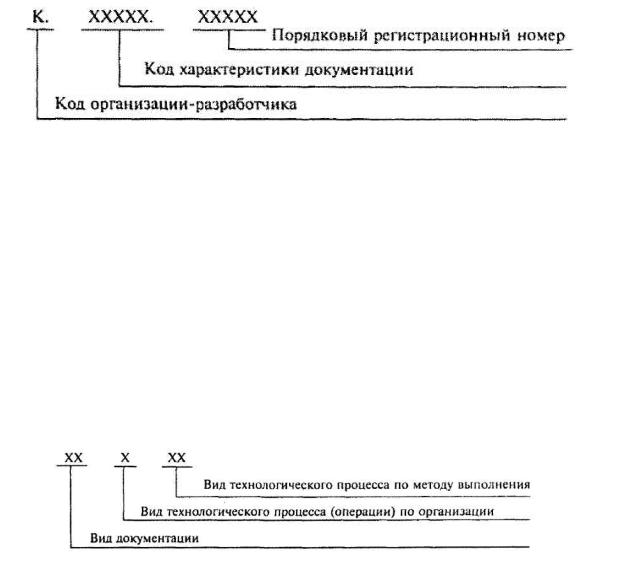
Устанавливается следующая структура и длина кодового обозначения.
Для кодового обозначения документации применяют арабские цифры от 0 до 9. После кода организации-разработчика и кода характеристики документации
следует проставлять точку.
Порядковые регистрационные номера должны состоять из пяти цифр от 00001 до
99999.
В целях сокращения записи информации по обозначению документации, не подлежащей обработке средствами вычислительной техники и передаче на другое предприятие (организацию), допускается не проставлять код организации-разработчика.
КОД ХАРАКТЕРИСТИКИ ДОКУМЕНТАЦИИ
Устанавливают следующие основные признаки кода характеристики документации:
-вид документации;
-вид технологического процесса (операции) по организации;
-вид технологического процесса по методу выполнения.
Устанавливается следующая структура и длина кода характеристики документации:
9
При необходимости указания в коде вида технологического процесса по методу выполнения - «полного кода операции (наименования операции)» в структуру кода характеристики документации допускается вводить дополнительный признак с увеличением длины кодового обозначения на два знака:
ХХ Х ХХХХ
Код характеристики документации
Код вида документации по таблице 9.
Код вида технологического процесса (операции) по организации по таблице 2.
Код вида технологического процесса по методу выполнения (наименование операции) следует проставлять по Общесоюзному классификатору технологических операций машиностроения и приборостроения (ОКТО) №1 85 151 – таблица 1.
Код вида технологического процесса по методу выполнения соответствует первой ступени классификации по ОКТО,
Пример 1 - 02 1 41, где
02 - комплект документов технологического процесса, табл. 9; 1 - единичный процесс, табл. 10;
41 – обработка резанием, по первой ступени классификации (ОКТО) №1 85 151 по табл. 1.
Пример 2 - 02 1 41 10, где
02 - комплект документов технологического процесса, табл. 9; 1 - единичный процесс, табл. 10;
41 – обработка резанием, по первой ступени классификации (ОКТО) №1 85 151 по табл. 1. 10 – токарная обработка по второй ступени классификации (ОКТО) №1 85 151 по табл.6
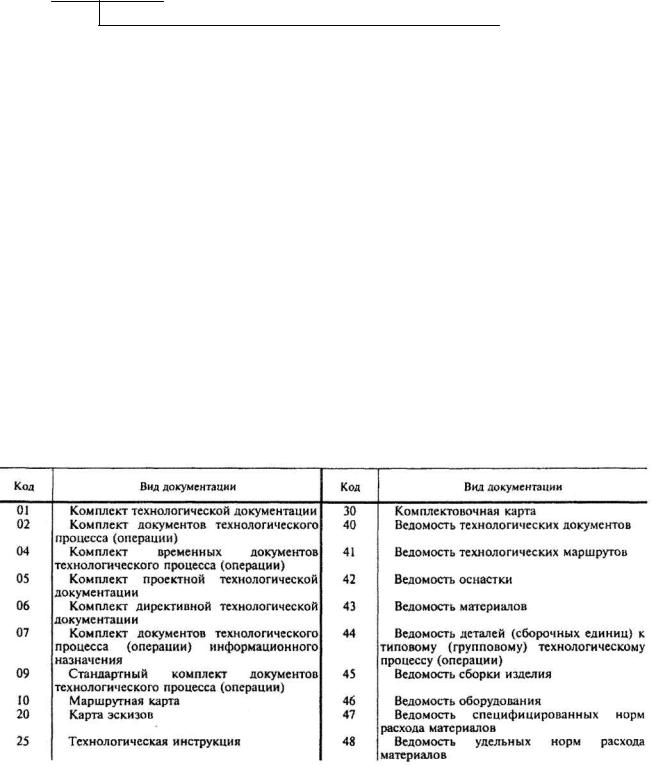
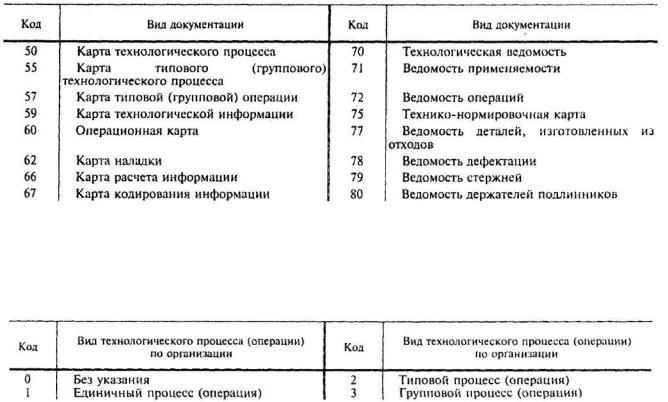
КОДЫ ВИДА ДОКУМЕНТАЦИИ
Таблица 9
10
Продолжение табл. 9
КОДЫ ВИДА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА (ОПЕРАЦИИ) ПО ОРГАНИЗАЦИИ
Т а б л и ц а 10
Примечание. Код 0 проставляют при отсутствии необходимости обозначать конкретный вид, например комплект документации и отдельные виды документов, не входящие в комплект
ипредназначенные для обработки информации средствами вычислительной техники (ведомость специфицированных норм расхода материалов, ведомость оборудования на изделие
идр.).