

2.2. Монтаж приводного барабана.
2.2.1. Обоснование и анализ технических требований на монтаж барабана.
Ось барабана должна быть перпендикулярна оси трассы конвейера. Допускаемое отклонение не более 2 мм. Это требование необходимо для того, чтобы в процессе эксплуатации конвейера из-за перекоса оси не происходил сход ленты на сторону, что неблагоприятно сказывается на работе конвейера и может привести к его остановке. Для обеспечения перпендикулярности оси барабана трассе конвейера с помощью угольника и набора щупов выверяют положение специального привариваемого платика, по которому впоследствии устанавливают барабан с опорами.
Необходимо обеспечить горизонтальное положение оси барабана. Допускаемое отклонение от горизонтали должно быть не более 2 мм. Это требование необходимо для того, чтобы в процессе эксплуатации конвейера также не происходил сход ленты на сторону. Для обеспечения горизонтальности оси барабана устанавливают набор прокладок под его опоры. Контролируют отклонение путем измерения расстояний до оси, косвенными измерениями.
2.2.2. Технологический процесс монтажа.
Операция 005. Сборочная.
Переход 1. Установить опоры барабана и контролировать их горизонтальность расположения и равновысотность.
Установить опоры барабана.
С помощью уровня ГОСТ 9392-75 и комплекта мерных прокладок установить величину отклонения от горизонтали.
Горизонтальное положение оси барабана обеспечить установкой прокладки под опоры. Толщина прокладки определяется по результатам измерения.
Допускаемое отклонение от горизонтали 2 мм.
Равновысотность контролируется с помощью линейки, которая кладется на обе опоры барабана одновременно.
Переход 2. Установкить барабан.
Установить приводной барабан на металлоконструкцию става конвейера, используя ручную электрическую таль 1,5 т.
Переход 3. Вставить болты в опоры барабана, предварительно затянув.
Переход 4. Контролировать горизонтальность расположения барабана.
1) С помощью уровня ГОСТ 9392-75 и комплекта мерных прокладок установить величину отклонения от горизонтали.
2) Горизонтальное положение оси барабана обеспечить установкой прокладки под опоры. Толщина прокладки определяется по результатам измерения.
Допускаемое отклонение от горизонтали 2 мм.
Переход 5. Контролировать перпендикулярность оси барабана трассе конвейера.
Закрепить установочные платики на металлоконструкции става конвейера, контролируя по угольнику их перпендикулярность колее трассы конвейера.
Выставить барабан с опорами по платикам.
Контролировать набором щупов и угольником отклонение от перпендикулярности 2 мм.
Приварить платики в выверенном положении.
Переход 6. Затянуть болтовое соединение.
Закрепить опоры барабана на раме гайками М42-010 ГОСТ 2524-62 (16 шт.) и болтами М42 (8 шт.) при помощи ключа S=65.
2.2.3. Выбор метода обеспечения точности.
Точность – один из важнейших технико-экономических показателей качества машин или сборочных элементов. [13]
При сборке приводного устройства существенное значение придается установке приводного барабана на металлоконструкцию става конвейера. Необходимо обеспечить горизонтальное положение оси барабана. При установке приводного барабана на став конвейера допускаемое отклонение оси барабана от горизонтали должно быть не более +/- 2 мм.
Рассмотрим возможность обеспечения технического требования по методу полной взаимозаменяемости. Расчетная схема без учета звена компенсатора приведена на рис. 2.1.

Рис. 2.1. Расчетная схема без учета звена компенсатора.
Чтобы обеспечить
горизонтальное положение оси приводного
барабана, необходимо найти допуск на
замыкающий размер
![]() .
Составим размерную цепь (Рис. 2.2) с учетом
всех размеров, влияющих на точность
горизонтального положения оси барабана.
.
Составим размерную цепь (Рис. 2.2) с учетом
всех размеров, влияющих на точность
горизонтального положения оси барабана.
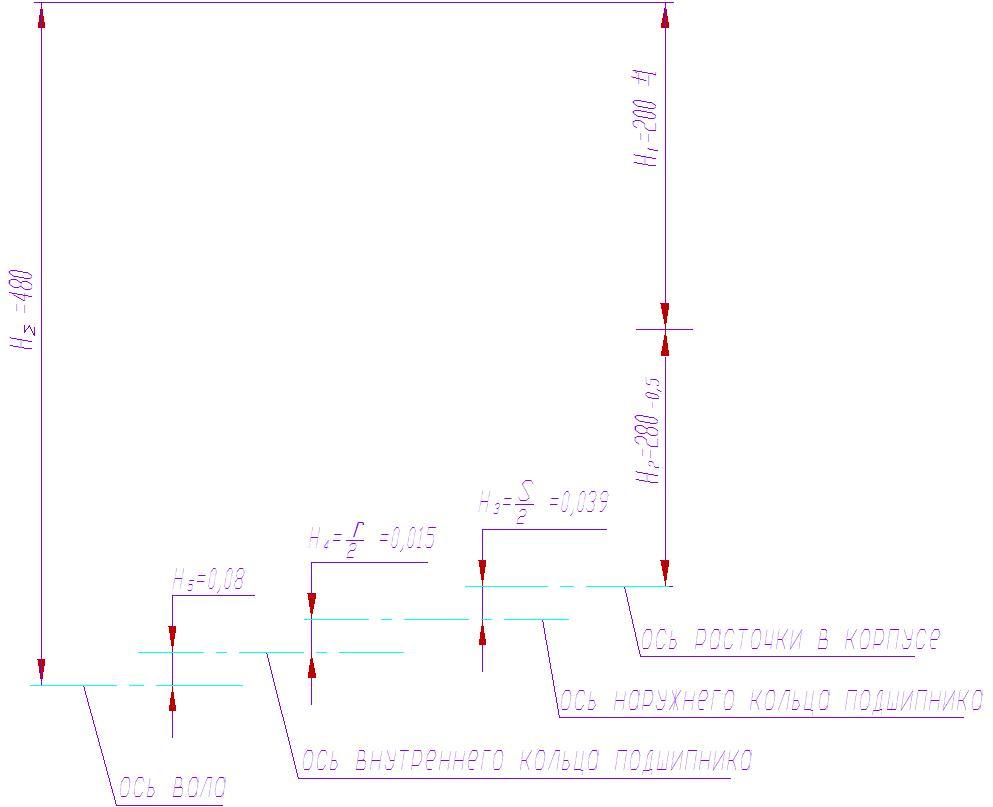
Рис. 2.2. Размерная цепь без учета звена компенсатора.
На приведенной расчетной схеме Н:
![]() мм – размер, равный
расстоянию между осью вала барабана и
плоскостью крепления опоры.
мм – размер, равный
расстоянию между осью вала барабана и
плоскостью крепления опоры.
![]() мм – размер, равный
расстоянию между плоскостью крепления
опоры барабана и корпусом подшипника.
мм – размер, равный
расстоянию между плоскостью крепления
опоры барабана и корпусом подшипника.
Допуск на этот
размер определяется, как допуск на
сварную конструкцию. Для сварных
элементов конструкций меньше 500
мм отклонение
размеров составляет
![]() мм.
Следовательно, допуск на размер
мм.
Следовательно, допуск на размер
![]() равен:
равен:
![]() мм.
мм.
![]() –размер, равный
расстоянию между корпусом подшипника
и осью расточки в корпусе.
–размер, равный
расстоянию между корпусом подшипника
и осью расточки в корпусе.
Допуск на размер
![]() определяется, как:
определяется, как:
![]() мм.
мм.
![]() –размер, равный
расстоянию между осью расточки в корпусе
и осью наружного кольца подшипника.
–размер, равный
расстоянию между осью расточки в корпусе
и осью наружного кольца подшипника.
Допуск на размер
![]() равен:
равен:
![]() мм.
мм.
Где:
S – суммарный допуск по посадке H7/l0.
![]() –размер, равный
расстоянию между осью наружного кольца
подшипника и осью внутреннего кольца
подшипника.
–размер, равный
расстоянию между осью наружного кольца
подшипника и осью внутреннего кольца
подшипника.
Допуск на размер
![]() определяется как половина радиального
биения наружного кольца подшипника
относительно внутреннего, то есть:
определяется как половина радиального
биения наружного кольца подшипника
относительно внутреннего, то есть:
![]() мм.
мм.
Где:
r – радиальное биение наружного кольца подшипника относительно внутреннего для двухрядного роликового подшипника ГОСТ 5720-75.
![]() –размер, равный
расстоянию между осью внутреннего
кольца подшипника и осью вала барабана.
–размер, равный
расстоянию между осью внутреннего
кольца подшипника и осью вала барабана.
Допуск на размер
![]() определяется из технологии изготовления
опоры барабана и равен:
определяется из технологии изготовления
опоры барабана и равен:
![]() мм.
мм.
По методу полной взаимозаменяемости:
![]() .
.
Где:
![]() –расчетный
(технологический) допуск на замыкающий
размер
–расчетный
(технологический) допуск на замыкающий
размер
![]() .
.
![]() мм – конструкторский
(заданный) допуск на размер
мм – конструкторский
(заданный) допуск на размер
![]() .
.
Для размерной цепи составим таблицу, по которой в дальнейшем произведем расчет (Табл. №1), с характеристиками размерной цепи Н.
Характеристики размеров размерной цепи Н
Таблица №1.
|
Обозначе6ние размера |
С |
К |
|
Характеристики размеров, мм | |
|
Известные
|
Расчетные
| ||||
|
|
- |
1 |
0 |
- |
2,064 |
|
|
1 |
2 |
- | ||
|
|
1 |
0,5 |
- | ||
|
|
1 |
0,039 |
- | ||
|
|
1 |
0,015 |
- | ||
|
|
1 |
0,08 |
- | ||
Где:
С – коэффициент приведения.
К – коэффициент относительного рассеяния размера. Для закона Гаусса К=1.
![]() –коэффициент
относительной асимметрии рассеяния
размера.
–коэффициент
относительной асимметрии рассеяния
размера.
По методу полной взаимозаменяемости [14]:
![]() .
.
Где:
![]() –расчетный
(технологический) допуск на замыкающий
размер
–расчетный
(технологический) допуск на замыкающий
размер
![]() .
.
![]() мм – конструкторский
(заданный) допуск на размер
мм – конструкторский
(заданный) допуск на размер
![]() .
.
Расчетный допуск
![]() определяется по формуле:
определяется по формуле:

Где:
![]() –коэффициент
относительного рассеивания, для
нормального закона распределения Гаусса
–коэффициент
относительного рассеивания, для
нормального закона распределения Гаусса
![]() .
.
![]() мм.
мм.
Следовательно, в данном случае полную взаимозаменяемость узла без учета компенсаторов обеспечить не удается.
Вводим набор
прокладок под одну опору барабана
толщиной
![]() по результатам измерения (Рис. 2.3).
по результатам измерения (Рис. 2.3).

Рис. 2.3. Расчетная схема с учетом звена компенсатора.