ТКМ раздаточный материал / Лекции раздаточный материал / 4 Раздаточный материал лекции Сварка / 3 Классификация сварных швов
.doc
|
ПРОСТРАНСТВЕННЫЕ ПОЛОЖЕНИЯ ПРИ СВАРКЕ
|
|
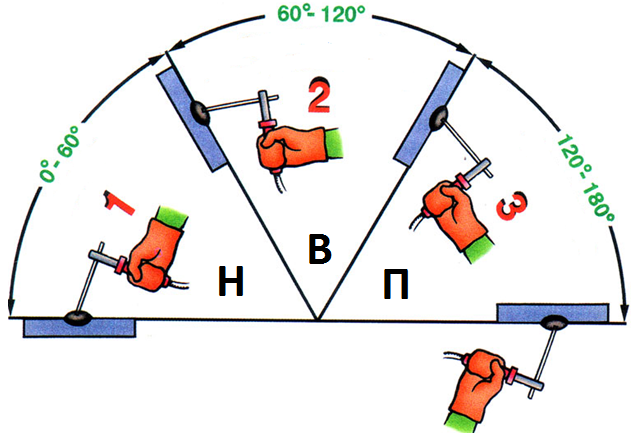
Рис. 8С Пространственные положения при сварке 1 – нижнее положение (Н); 2 – вертикальное положение (В); 3 – потолочное положение (П) |
|
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. |
||||||
|
1. По типу получаемого сварного соединения сварные швы делятся на стыковые, угловые, проплавные, электрозаклепочные и торцевые. |
||||||
|
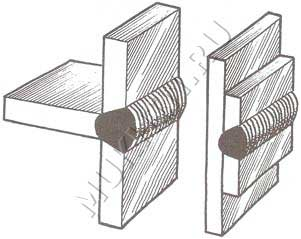
Рис. 9С. Стыковой шов |
Стыковой шов (рис. 9С) - сварной шов стыкового соединения. |
|||||
|
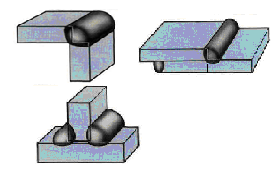
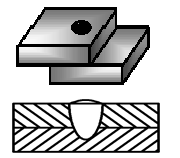
Рис. 10С. Угловой шов |
Угловой шов (рис. 10С) - сварной шов углового, нахлесточного или таврового соединений. Угловые швы менее прочные, чем стыковые. |
|||||
|
Рис. 11С. Проплавные швы
|
Проплавные швы (рис. 11С) (со сквозным проплавлением одного из соединяемых элементов) используются при получении тавровых или нахлесточных сварных соединений. Применение проплавных швов ограничивается деталями толщиной до 10 мм.
|
|||||
|
Рис. 12С. Электрозаклепочные швы |
Электрозаклепочные сварные швы (рис. 12С) используются для получения прочных, но не плотных соединений Верхний лист пробивается или просверливается, и отверстие заваривается так, чтобы был захвачен нижний лист. При толщине верхнего листа до 3 мм его предварительно не просверливают, проплавляя дугой при сварке заклепки. Электрозаклепочные швы применяются для получения нахлесточных и тавровых сварных соединений. |
|||||
|
Рис. 13С. Торцовые швы |
Торцовые сварные швы (рис. 13С) используются для получения торцовых сварных соединений |
|||||
|
2. По положению в пространстве при сварке |
||||||
|
По положению в пространстве швы делятся на: - нижние (Н) - см. рис. 8С; - вертикальные (В) - см. рис. 8С; - потолочные (П) - см. рис. 8С; - горизонтальный шов на вертикальной плоскости (Г) – рис. 14С; - угловой шов «в лодочку» (Л) - рис. 15С. |
||||||
|
Рис. 14С. Горизонтальный шов на вертикальной плоскости (Г) |
||||||
|
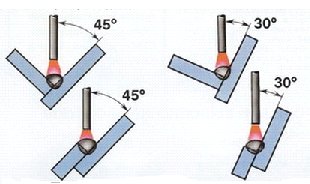
а б Рис. 15С. Угловой шов «в лодочку» (Л) а – сварка в « симметричную лодочку»; б – сварка в « несимметричную лодочку». |
||||||
|
3. По положению сварных швов относительно поверхности изделия |
||||||
|
Рис. 16С. Классификация сварных швов относительно поверхности изделия |
По положению сварных швов относительно поверхности изделия сварные швы делятся на односторонние и двусторонние (рис. 16С). Односторонний шов – шов, выполненный с одной стороны заготовки (односторонняя сварка). Двусторонний шов – шов, выполненный с обеих сторон заготовки (двусторонняя сварка). |
|||||
|
4. По степени непрерывности сварных швов |
||||||
|
По степени непрерывности сварные швы делятся на непрерывные и прерывистые. Непрерывный шов - сварной шов без промежутков по длине. Прерывистый шов - сварной шов с промежутками по длине Стыковые швы обычно выполняются непрерывными. Угловые швы могут быть выполнены (рис. 17С):
Рис. 17С. Классификация угловых швов по степени непрерывности Сварные соединения с непрерывными швами лучше выдерживают знакопеременную нагрузку и меньше поддаются коррозии, чем соединения с прерывистыми швами. Особо ответственные сварные изделия, как правило, выполняются непрерывными швами. |
||||||
|
5. По направлению действующего усилия |
||||||
|
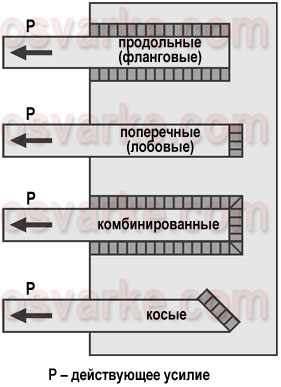
Рис. 18С. Классификация сварных швов по направлению действующего усилия. |
По направлению действующего усилия Р (рис. 18С) сварные швы делятся на: продольные (фланговые) – направление действующего усилия параллельно оси сварного шва; поперечные (лобовые) – направление действующего усилия перпендикулярно оси сварного шва; комбинированные – сочетание продольного и поперечного швов; косые – направление действующего усилия размещено под углом к оси сварного шва.
|
|||||
|
6. По профилю поперечного сечения |
||||||
|
6.1. Стыковые швы |
||||||
|
Рис. 19С. Классификация стыковых швов по профилю поперечного сечения |
По профилю поперечного сечения стыковые швы делятся на: выпуклые; нормальные; вогнутые (рис. 19С). Выпуклые сварные швы лучше работают при статических (постоянных) нагрузках, однако они неэкономичны. Нормальные и вогнутые швы лучше подходят при динамических и знакопеременных нагрузках, поскольку в результате более плавного перехода от основного металла к сварному шву снижается вероятность возникновения концентрации напряжений, приводящих к разрушению шва.
|
|||||
|
6.2. Угловые швы |
||||||
|
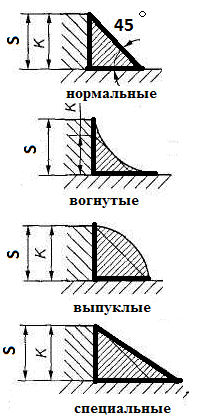
Рис. 20С. Классификация угловых швов по профилю поперечного сечения |
По профилю поперечного сечения угловые швы делятся на (рис. 20С): - нормальные - катет шва принимается равным толщине листа (К=S); - вогнутые - катет шва К= 0,8 S; - выпуклые; - специальные - профиль представляет неравнобедренный прямоугольный треугольник (один из катетов K=S). Вогнутые швы применяют в особо ответственных конструкциях при переменных нагрузках, так как вогнутость обеспечивает плавный переход от шва к основному металлу детали, благодаря чему снижается концентрация напряжений. Вогнутый шов повышает стоимость соединения, так как требует глубокого провара и последующей механической обработки для получения вогнутости Выпуклые - вызывают повышенную концентрацию напряжений. Наиболее приемлем нормальный профиль углового шва. Специальные швы применяют при переменных нагрузках, так как их применение значительно снижает концентрацию напряжений. |
|||||
|
7. По назначению |
||||||
|
По назначению сварные швы делятся на: прочные; плотные (герметичные); прочно-плотные. Прочные - обеспечивают передачу нагрузки с одного элемента на другой. Плотные - обеспечивают герметичность соединения (непроницаемость для жидкостей и газов). Прочно-плотные - обеспечивают передачу нагрузки и герметичность соединения ( непроницаемость для жидкостей и газов). |
||||||
|
8. По условиям работы сварного изделия |
||||||
|
В зависимости от условий работы сварного изделия швы делятся на; рабочие; нерабочие. Рабочие - предназначены для работы под нагрузкой. Нерабочие (связующие или соединительные) - используются только для соединения частей сварного изделия и рабочих нагрузок не передают. |
||||||
|
9. По протяженности |
||||||
|
По протяженности сварные швы делятся на: короткие – длиной менее 250 мм; средние - длиной от 250 до 1000 мм; длинные - длиной более 1000 мм |
||||||
|
10. По конфигурации |
||||||
|
По конфигурации сварные швы делятся на: - прямолинейные; - криволинейные (например: кольцевые) |
||||||
|
11. По ширине |
||||||
|
По ширине сварные швы делятся на: - ниточные с шириной шва равной или незначительно превышающей диаметр электрода (выполняются без поперечных колебательных движений сварочного электрода); - уширенные с шириной шва превышающей диаметр электрода (выполняют с поперечными колебательными движениями электрода) |
||||||
|
12. По количеству слоев и по числу проходов |
||||||
|
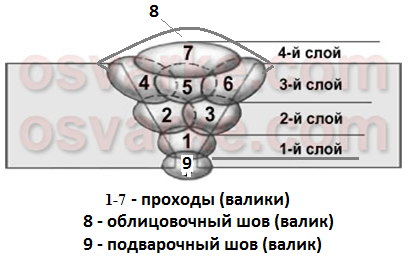
Рис. 21С. Многопроходный многослойный сварной шов Многопроходная многослойная сварка используется при сварке толстого металла, а также для того, чтобы уменьшить зону нагрева основного металла, которая имеет значительные размеры при однопроходной сварке аналогичного по поперечному сечению шва. |
По количеству слоев сварные швы делятся на однослойные и многослойные (рис. 21С). По числу проходов сварные швы делятся на однопроходные и многопроходные. Проход – однократное перемещение источника теплоты в одном направлении при сварке или наплавке. Однопроходная сварка - сварка, при которой выполняют шов или наплавляют слой за один проход. Многопроходная сварка - сварка, при которой выполняют шов или наплавляют слой более чем за два прохода. Валик - часть металла сварного шва, которая была наплавлена за один проход. Слой сварного шва – металл шва, состоящий из одного или нескольких валиков, которые размещены на одном уровне поперечного сечения шва. Облицовочный шов (валик) – последний шов в многослойных швах, выполняемый для того, чтобы шов лучше смотрелся внешне. Подварочный шов (валик) – меньшая часть двустороннего шва, выполняемая заранее для предотвращения прожогов при дальнейшей сварке основного шва или укладываемая в последнюю очередь в корень шва. Корень сварного шва - часть шва, которая наиболее удалена от его лицевой поверхности |
|||||





|
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ СВАРНЫХ ШВОВ |
|||
|
Стыковые швы (рис. 22С) |
|||
|
Рис. 22С. Геометрические параметры стыковых швов |
S – толщина свариваемого металла; e – ширина сварного шва - расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением.; g – выпуклость стыкового шва – наибольшая высота (глубина) между поверхностью сварного шва и уровнем расположения поверхности сваренных деталей; h – глубина проплавления – наибольшая глубина расплавления основного металла в сечении шва; t – толщина шва, t = g + h; b – зазор. |
||
|
Угловые швы (рис. 23С) |
|||
|
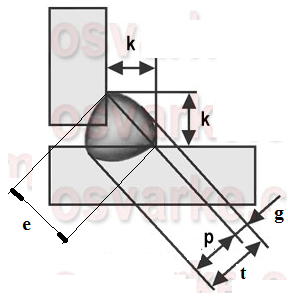
Рис. 23С. Геометрические параметры угловых швов |
k – катет углового шва – сторона наибольшего равнобедренного треугольника, который можно вписать в сечение шва. g – выпуклость шва; p – расчетная высота углового шва – длина перпендикулярной линии, проведенной из точки наибольшего проплавления в месте сопряжения свариваемых частей к гипотенузе наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва; t – толщина углового шва (t = g + p); e – ширина сварного шва. |
||
|
Расчетные характеристики сварных швов |
|||
|
Рис. 24С. Площадь сечения наплавленного и расплавленного металла
|
Коэффициент формы проплавления – отношение ширины шва к глубине проплавления Ψпр = e / h – для стыковых швов; Ψпр = e / р – для угловых швов. Значения коэффициента формы проплавления должны составлять 0,8 – 4,0. При меньшем значении будут получаться швы, склонные к образованию горячих трещин (см. Дефекты сварных соединений), при больших – слишком широкие швы с малой глубиной проплавления. Выполнение слишком широких швов приводит к увеличенным сварочным деформациям, а также нерационально с точки зрения использования теплоты дуги. Коэффициент выпуклости шва – отношение ширины шва к его выпуклости. Ψв = e / g Значения коэффициента выпуклости должны составлять 7–10. При меньшем значении будут получаться высокие и узкие швы с резким переходом от основного металла к металлу шва. При этом концентрация напряжений в месте перехода от основного металла к шву может вызвать при знакопеременных нагрузках появление трещин (см. Дефекты сварных соединений). При больших значениях швы получаются слишком широкие и низкие. Выполнение слишком широких швов приводит к увеличенным сварочным деформациям, а также нерационально с точки зрения использования теплоты дуги. Коэффициент полноты валика µн – отношение площади поперечного сечения валика к площади прямоугольника, основание и высота которого равны соответственно ширине и выпуклости валика (шва). В диапазоне режимов, обеспечивающих, удовлетворительное формирование сварного шва без подрезов (см. Дефекты сварных соединений) µн ≈ 0,73. Коэффициент формы сварного шва - отношение ширины шва к его толщине. Ψф = e / t Значение коэффициента формы шва обычно лежит в пределах от 0,72 до 3. Оптимальным считается значение от 1,2 до 2. Коэффициент долей основного металла в металле шва: γо = Fпр / (Fпр + Fн), где: Fпр – площадь сечения расплавленного основного металла (площадь проплавления) (рис. 24С). Fн – площадь сечения наплавленного электродного металла (площадь наплавки) (рис. 24С).. Коэффициент γо характеризует долю основного металла, участвующего в формировании сварного шва. Например, при сварке высокоуглеродистой стали низкоуглеродистой электродной проволокой при увеличении γо в шве будет повышаться содержание углерода, что приведет к возрастанию его прочности. |
||