ТКМ раздаточный материал / Лекции раздаточный материал / 4 Раздаточный материал лекции Сварка / 2 Основные типы сварных соединений и разделка кромок под сварку
.docОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ
|
Тип сварного соединения определяется взаимным пространственным расположением свариваемых элементов и формой разделки кромок под сварку. |
|
|
1.Взаимное пространственное расположение свариваемых элементов. По взаимному пространственному расположению свариваемых элементов различают следующие типы сварных соединений: стыковые (рис. 6С, а); тавровые (рис. 6С, б и в); угловые (рис. 6С, г); нахлесточные (рис. 6С, д); торцевые (рис. 6С, е); крестообразные (рис. 6С, ж);перекрестные (рис. 6С, з); соединения нескольких деталей (рис. 6С, и); прорезные (рис. 6С, к). |
|
|
а
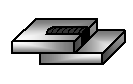
|
Стыковое соединение - тип соединения, при котором заготовки лежат в одной плоскости и примыкают друг к другу торцевыми поверхностями. Стыковое соединение обеспечивает наиболее высокие прочностные свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки. Выполняются как сваркой плавлением, так и давлением. |
|
б |
Тавровое соединение под прямым углом - тип соединения, при котором заготовки сопрягаются под прямым углом (образуя Т-образную форму). Соединения обеспечивают высокую прочность конструкции, но чувствительны к изгибающим нагрузкам. Как правило, выполняются сваркой плавлением, давлением - редко. |
|
в |
Тавровое соединение под острым углом -- тип соединения, при котором заготовка примыкает к другой под острым углом. Соединения обеспечивают высокую прочность конструкции, но чувствительны к изгибающим нагрузкам. Как правило, выполняются сваркой плавлением, давлением - редко. |
|
г |
Угловое соединение - тип соединения, при котором угол между поверхностями двух заготовок в месте примыкания кромок свыше 30°. Применяются как связующие и рабочие нагрузки не передают. Выполняются только сваркой плавлением. |
|
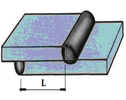
д |
Нахлесточное соединение - тип соединения, при котором заготовки параллельны друг другу и частично перекрывают друг друга. Соединения менее прочные, чем стыковые и тавровые и менее экономичные из-за наличия перекрытия элементов L. Их применяют, когда по конструктивным соображениям стыковые швы применить невозможно. В конструкциях, подверженных действию вибрационных и знакопеременных нагрузок, нахлесточные соединения применять не рекомендуется (создается значительная концентрация напряжений). Выполняются как сваркой плавлением, так и давлением. |
|
е
|
Торцовое соединение - тип соединения, при котором угол между поверхностями двух заготовок в месте примыкания кромок составляет от 0° до 30°. Соединения прочные и передают основные рабочие нагрузки. Выполняются только сваркой плавлением. |
|
ж |
Крестообразное соединение - тип соединения, при котором две заготовки, лежащие в одной плоскости, примыкают под прямым углом к третьей заготовке, лежащей между ними (образуя двойную Т-образную форму). Соединения прочные и передают основные рабочие нагрузки. Как правило, выполняются сваркой плавлением, давлением - редко. |
|
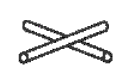
з |
Перекрестное соединение - тип соединения, при котором две заготовки (например проволоки) лежат друг на друге пересекаясь. Применяются как связующие и рабочие нагрузки не передают. Выполняются сваркой плавлением и давлением. |
|
и |
Соединение нескольких деталей - тип соединения, при котором не менее трех заготовок примыкают друг к другу под любым установленным углом. Соединения прочные и передают основные рабочие нагрузки. Выполняются только сваркой плавлением. |
|
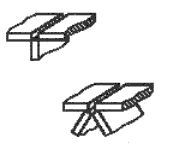
Прорезное соединение закрытого типа, заваренное по периметру
Прорезное соединение открытого типа, заваренное полностью
к |
Прорезные сварные соединения выполняются для усиления нахлесточных соединений. В верхнем листе перед сваркой фрезеруется паз. В зависимости от ширины паза (обычно 2–3 толщины свариваемых элементов) и его назначения прорези либо заваривают полностью, либо обваривают по периметру. Выполняются сваркой плавлением. Прорезные соединения бывают закрытого или открытого типа. |
|
Рис. 6С Типы сварных соединений |
|







|
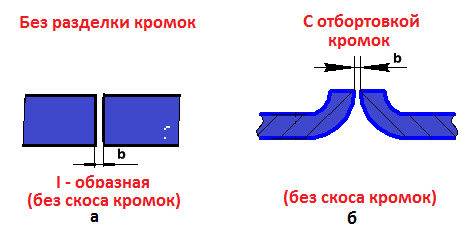
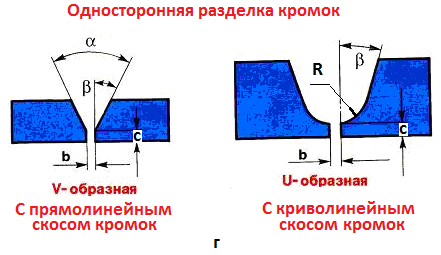
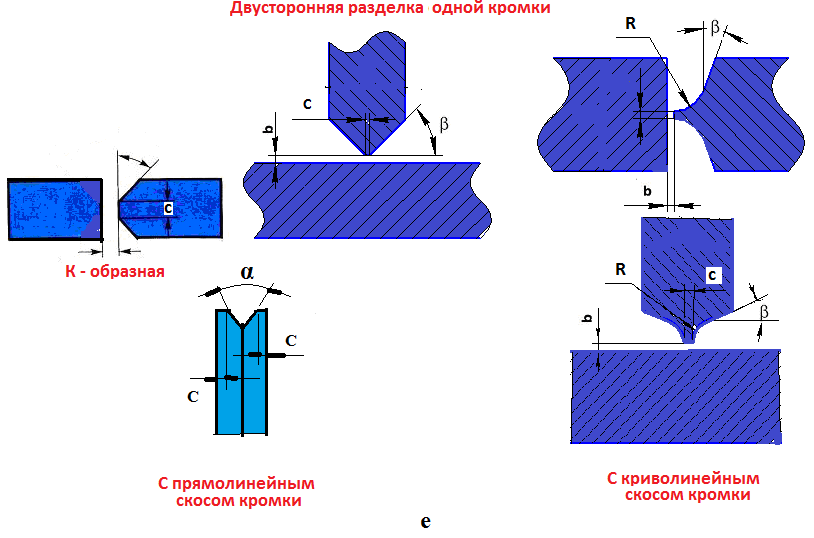
2. Форма разделки кромок под сварку Разделка кромок - придание кромкам, подлежащим сварке, необходимой формы. Разделка кромок под сварку выполняется с целью обеспечения: - проплавления по всей толщине свариваемых элементов; - доступа сварочного инструмента к нижней точке разделки кромок (к основанию сварного шва). По форме разделки кромок под сварку различают сварные соединения без разделки кромок (рис. 7С, а), с отбортовкой кромок (рис. 7С, б) и с разделкой кромок под сварку. Кроме того, сварные соединения с разделкой кромок подразделяются на сварные соединения с односторонним скосом одной (рис. 7С, в) или двух (рис. 7С, г, д) кромок (односторонняя разделка со скосом одной или двух кромок) и сварные соединения с двусторонним скосом одной (рис. 7С, е) или двух (рис. 7С, ж) кромок (двусторонняя разделка одной или двух кромок). Двусторонняя разделка кромок выполняется в том случае, когда имеется доступ сварочного инструмента к двум сторонам (по толщине) свариваемых элементов (доступ к обратной стороне шва). |
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 7С Форма разделки кромок под сварку Параметры разделки являются важной характеристикой, от которой зависит качество шва и общая работоспособность изделия. Поэтому для каждого способа сварки и группы изделий нормативными документами определяются требования к выполнению разделки кромок под сварку. Форма разделки кромок характеризуются следующими основными конструктивными элементами: угол скоса кромки β; угол разделки кромок α= 2 β; притупление С; зазор b. Скос кромки - прямолинейный наклонный срез кромки, подлежащей сварке. Угол скоса кромки β - острый угол между плоскостью скоса кромки и плоскостью торца. Угол разделки (раскрытия) кромок α - угол между скошенными кромками свариваемых частей. Угол скоса кромок β при щелевой разделке изменяется в пределах от 0 до 8 градусов. Стандартный угол разделки кромок α в зависимости от способа варки и типа сварного соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Угол разделки кромок выполняется для обеспечения доступа электрода к основанию формируемого сварного шва. Притупление кромки С - нескошенная часть торца кромки, подлежащей сварке. Притупление кромок С обычно составляет 2 мм ± 1 мм. Назначение притупления - обеспечить формирование сварного шва без образования прожога (см. Дефекты сварных соединений). Иногда, в связи с конструктивными особенностями сварного соединения, значение притупления может приниматься равным нулю (С=0). В этом случае необходимо предусматривать технологические мероприятия, исключающие появление прожога (сварка на подкладке, сварка на флюсовой подушке, укладка подварочного шва – см. Выполнение швов сварных соединений). Зазор b - кратчайшее расстояние между кромками собранных для сварки деталей. Зазор b обычно равен 1,0 – 3,0 мм. При принятых углах разделки кромок наличие зазора необходимо для обеспечения проплавления всей толщины свариваемых элементов в результате затекание расплавленного металла между их кромками. В отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более. Если зазор b = 0, выполняемая сварка называется сваркой без зазора, если b ≠ 0 –сваркой с зазором (или по зазору). R назначается для обеспечения плавного сопряжения вертикальных и горизонтальных плоскостей разделки. Величина R зависит от геометрических особенностей профиля разделки. Форма разделки кромок определяет количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Форма разделки кромок, а также размеры параметров разделки (профиль разделки кромок, угол разделки кромок, величина зазора и притупление) зависит от свариваемого материала, толщины свариваемых элементов, и способа сварки. Параметры разделки кромок являются важной характеристикой, от которой зависит качество шва и общая работоспособность изделия. Поэтому для каждого способа сварки и группы изделий нормативными документами определяются требования к выполнению разделки кромок под сварку. |