

6.4 Описание сверлильной обработки и выбор инструментов
1. Перед началом выполнения всех отверстий выполняем заходные отверстия (7 мест) центровкой диаметром 4 мм.
2. Отверстия Ø10.5Н12 выполняется сверлом d=10.5.
3. Отверстия под резьбу выполняем в три этапа:
- сверление отверстия под резьбу М8 (шаг p=1.25); выполняется сверлом d=6.7.
- выполнение заходной фаски для резьбы М8 величиной d=8.4; осуществляется зенковкой d=12 c углом при вершине 90°.
- выполнение резьбы М8х1.25; осуществляется метчиком М8.
4. Отверстие Ø12Н7 выполняем тремя инструментами (см. рисунок):
- сверление отверстия в размер Ø11.7 выполняется сверлом d=11.7 (а).
- зенкерование отверстия в размер Ø11.9 выполняется зенкером d=11.9 (б).
- развертывание отверстия в размер Ø12Н7 выполняется разверткой d=12 (в).

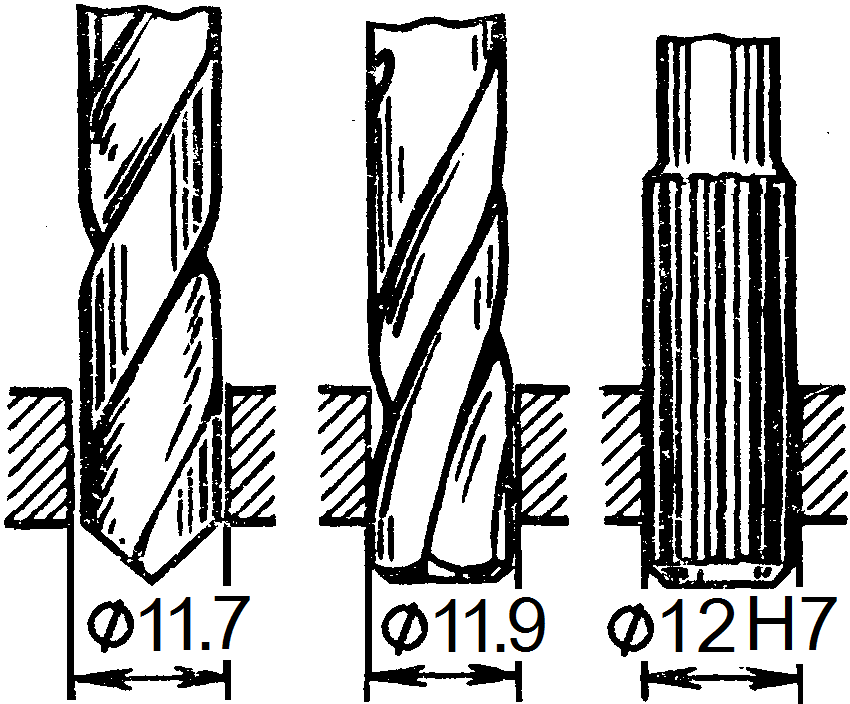
а) б) в)
6.5 Определение режимов обработки
Расчетные величины скорости резания V(м/мин) принимаются из соответствующих рекомендаций в зависимости от обрабатываемого материала, этапа обработки и типа применяемого инструмента.
Рекомендации по определению скоростей резания инструментов
Скорости резания при фрезеровании и сверлении существенно зависят от диаметра обрабатывающего инструмента. В таблице представлены данные для инструментов следующих диаметров:
- Ø100 для фрезерных и сверлильных инструментов со сменными пластинами, включая торцевые фрезерные головки;
- Ø20 для монолитных твердосплавных фрезерных инструментов, включая концевые фрезы;
- Ø10 для монолитных твердосплавных сверл;
- Ø20 для корпусных сверл со сменными пластинами.
Указанные в таблице величины V для фрезерной и сверлильной обработки следует применять учетом пропорции в зависимости от диаметра инструмента:
V~Dq.
Приведем рекомендации по назначению скорости резания для инструментов, участвующих в обработке (твердость материала HRc<30).
Торцевая фрезерная головка со сменными пластинами Ø100 мм |
||
Черновой этап обработки |
V=100 м/мин |
q=0.2 |
Получистовой этап обработки |
V=130 м/мин |
|
Чистовой этап обработки |
V=160 м/мин |
|
|
||
Монолитные твердосплавные концевые фрезы Ø20 мм |
||
Черновой этап обработки |
V=50 м/мин |
q=0.45 |
Получистовой этап обработки |
V=70 м/мин |
|
Чистовой этап обработки |
V=80 м/мин |
|
|
||
Монолитные твердосплавные сверла Ø10 мм |
V=50 м/мин |
q=0.4 |
|
||
Зенкерование и развертывание, нарезание резьбы метчиком |
V=15 м/мин |
- |
Определение скорости резания инструментов
Скорости резания торцевых фрезерных головок Ø100, концевой фрезы Ø20, а также зенкера, развертки и метчика задаем скорость резания V без применения поправочной зависимости с коэффициентом q. Для определения V остальных инструментов необходимо проведение расчета.
Скорость резания концевой фрезы Ø16 на получистовом этапе:
V(Ø16) = V(Ø20) х (16 / 20) 0.45 = 70 x 0.9 = 63 м/мин.
Скорость резания концевой фрезы Ø16 на чистовом этапе:
V(Ø16) = V(Ø20) х (16 / 20) 0.45 = 80 x 0.9 = 72 м/мин.
Скорость резания центровки Ø4:
V(Ø4) = V(Ø10) х (4 / 10) 0.4 = 50 x 0.69 = 34.5 м/мин.
Скорость резания сверла Ø6.7:
V(Ø6.7) = V(Ø10) х (6.7 / 10) 0.4 = 50 x 0.85 = 42.5 м/мин.
Скорость резания сверла Ø10.5:
V(Ø10.5) = V(Ø10) х (10.5 / 10) 0.4 = 50 x 1.02 = 51 м/мин
Скорость резания сверла Ø11.7:
V(11.7) = V(Ø10) х (11.7 / 10) 0.4 = 50 x 1.065 = 53.25 м/мин.
Скорость резания зенковки Ø8.4 (расчетный диаметр):
V(Ø12.4) = V(Ø10) х (8.4 / 10) 0.4 = 50 x 0.93 = 46.5 м/мин.
Результаты расчета скорости резания инструментов
Фрезы и этапы обраб-ки |
V(м/мин) |
Сверлильные инструменты |
V(м/мин) |
Торц. фр. d=100, чр. этап |
100 |
Центровка d=4 |
34.5 |
Торц. фр. d=100, пч. этап |
130 |
Сверло d=6.7 |
42.5 |
Торц. фр. d=100, ч. этап |
160 |
Сверло d=10.5 |
51 |
Конц. фр. d=20, чр. этап |
50 |
Сверло d=11.7 |
53.25 |
Конц. фр. d=16, пч. этап |
63 |
Зенковка d=8.4 (расчетн.) |
46.5 |
Конц. фр. d=16, ч. этап |
72 |
Зенкер и развертка |
15 |
|
|
Метчик М8х1.25 |
15 |
|
|||
Определение частоты вращения инструментов
Расчет производится по формуле:
n = 1000V / (πD),
где D – диаметр резания, мм; n – частота вращения, об/мин.
Частота вращения фрезерной головки Ø100 при черновой обработке:
n = 1000V / (πD) = 1000 х 100 / (3.14 х 100) = 318.5 (об/мин).
Частота вращения фрезерной головки Ø100 при получистовой обработке:
n = 1000V / (πD) = 1000 х 130 / (3.14 х 100) = 414 (об/мин).
Частота вращения фрезерной головки Ø100 при чистовой обработке:
n = 1000V / (πD) = 1000 х 160 / (3.14 х 100) = 510 (об/мин).
Частота вращения концевой фрезы Ø20 при черновой обработке:
n = 1000V / (πD) = 1000 х 50 / (3.14 х 20) = 796 (об/мин).
Частота вращения концевой фрезы Ø16 при получистовой обработке:
n = 1000V / (πD) = 1000 х 63 / (3.14 х 16) = 1254 (об/мин).
Частота вращения концевой фрезы Ø16 при чистовой обработке:
n = 1000V / (πD) = 1000 х 72 / (3.14 х 16) = 1433 (об/мин).
Частота вращения центровки Ø4:
n = 1000V / (πD) = 1000 х 34.5 / (3.14 х 4) = 2747 (об/мин).
Частота вращения сверла Ø6.7:
n = 1000V / (πD) = 1000 х 42.5 / (3.14 х 6.7) = 2020 (об/мин).
Частота вращения сверла Ø10.5:
n = 1000V / (πD) = 1000 х 51 / (3.14 х 10.5) = 1547 (об/мин).
Частота вращения сверла Ø11.7:
n = 1000V / (πD) = 1000 х 53.25 / (3.14 х 11.7) = 1449 (об/мин).
Частота вращения зенковки Ø8.4 (расчетный):
n = 1000V / (πD) = 1000 х 46.5 / (3.14 х 8.4) = 1763 (об/мин).
Частота вращения зенкера и развертки Ø11.9 и Ø12 (считаем оба на Ø12):
n = 1000V / (πD) = 1000 х 15 / (3.14 х 12) = 398 (об/мин).
Частота вращения метчика М8х1.25:
n = 1000V / (πD) = 1000 х 15 / (3.14 х 8) = 597 (об/мин).
Результаты расчета частоты вращения инструментов (с округлением)
Фрезы и этапы обраб-ки |
n(об/мин) |
Сверлильные инструменты |
n(об/мин) |
Торц. фр. d=100, чр. этап |
320 |
Центровка d=4 |
2750 |
Торц. фр. d=100, пч. этап |
410 |
Сверло d=6.7 |
2020 |
Торц. фр. d=100, ч. этап |
510 |
Сверло d=10.5 |
1550 |
Конц. фр. d=20, чр. этап |
800 |
Сверло d=11.7 |
1450 |
Конц. фр. d=16, пч. этап |
1250 |
Зенковка d=8.4 (расчетн.) |
1760 |
Конц. фр. d=16, ч. этап |
1430 |
Зенкер и развертка |
400 |
|
|
Метчик М8х1.25 |
600 |
|
|||
Рекомендации по определению подачи инструментов
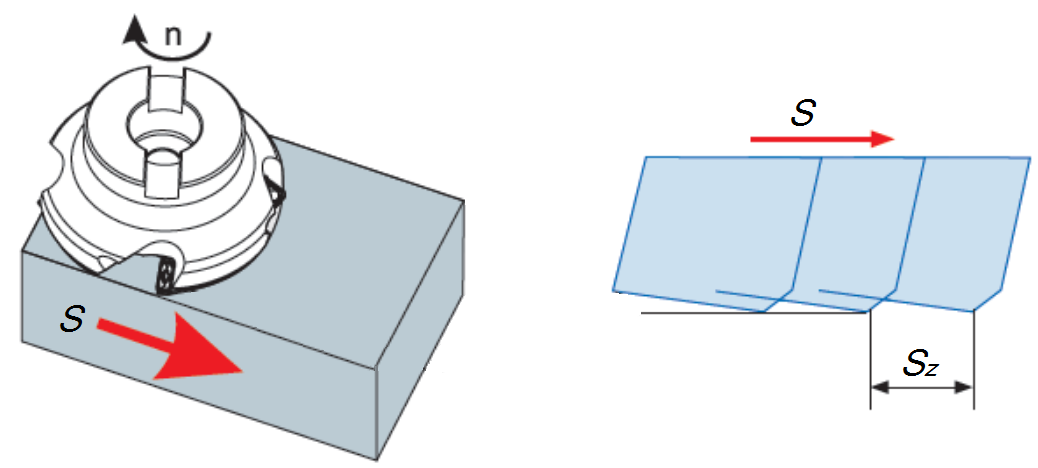
Подача фрезерных инструментов S* вглубь материала задается в мм/мин, при этом рассчитывается исходя из рекомендованной подачи S в мм/об. в расчете на один зуб. Далее полученное значение подачи умножается на число зубьев фрезы Z:
S*[мм/мин] = Sz[мм/об.] х n[об/мин] х Z.
При определении подачи по упрощенной процедуре для современных твердосплавных фрез принимаем следующие значения подачи Sz (в расчете на 1 зуб):
- черновая обраотка – Sz=0.1…0.2 мм/об. (в зависимости от объема снимаемого материала);
- получистовая обработка – Sz=0.1 мм/об.;
- чистовая обработка – Sz=0.07 мм/об.
Подача сверлильных инструментов S* вглубь материала определяется в мм/мин по формуле, исходя из рекомендованных значений подачи сверл на один оборот S с учетом их диаметра:
S*[мм/мин] = S[мм/об.] х n[об/мин].
Для цельных (монолитных) твердосплавных сверл, зенкеров и разверток принимается: S=0.1 мм/об.
Подача метчика S* вглубь материала определяется в мм/мин по формуле, исходя из соотношения для шага выполняемой резьбы:
P= S*/ n,
где Р – шаг резьбы (мм/об), n – частота вращения метчика (об/мин).
От сюда следует:
S* = nхP.
Определение подачи инструментов
Подача фрезерной головки (8 пластин) при черновой обработке:
S*= Sz х n х Z = 0.2 х 320 х 8 = 512 (мм/мин).
Подача фрезерной головки (8 пластин) при получистовой обработке:
S*= Sz х n х Z = 0.1 х 410 х 8 = 328 (мм/мин).
Подача фрезерной головки (8 пластин) при чистовой обработке:
S*= Sz х n х Z = 0.07 х 510 х 8 = 285.6 (мм/мин).
Подача концевой фрезы (4 зуба) при черновой обработке:
S*= Sz х n х Z = 0.15 х 800 х 4 = 480 (мм/мин).
Подача концевой фрезы (4 зуба) при получистовой обработке:
S*= Sz х n х Z = 0.1 х 1250 х 4 = 500 (мм/мин).
Подача концевой фрезы (4 зуба) при чистовой обработке:
S*= Sz х n х Z = 0.07 х 1430 х 4 = 400.4 (мм/мин).
Подача центровки Ø4:
S*= S х n = 0.1 х 2750 = 275 (мм/мин).
Подача сверла Ø6.7:
S*= S х n = 0.1 х 2020 = 202 (мм/мин).
Подача сверла Ø10.5:
S*= S х n = 0.1 х 1550 = 155 (мм/мин).
Подача сверла Ø11.7:
S*= S х n = 0.1 х 1450 = 145 (мм/мин).
Подача зенковки Ø8.4 (расчетный диаметр):
S*= S х n = 0.1 х 1760 = 176 (мм/мин).
Подача зенкера и развертки Ø11.9 и Ø12:
S*= S х n = 0.1 х 400 = 40 (мм/мин).
Подача метчика Р=1.25 (мм/об):
S*= n х Р = 600 х 1.25 = 750 (мм/мин).
Результаты расчета подачи инструментов (с округлением).
Фрезы и этап обраб-ки |
S*(мм/мин) |
Сверлильн. инструменты |
S*(мм/мин) |
Торц. фр. d=100, чр. этап |
510 |
Центровка d=4 |
275 |
Торц. фр. d=100, пч. этап |
330 |
Сверло d=6.7 |
200 |
|
|
Сверло d=10.5 |
155 |
Торц. фр. d=100, ч. этап |
290 |
Сверло d=11.7 |
145 |
Конц. фр. d=20, чр. этап |
480 |
Зенковка d=8.4 (расч.) |
175 |
Конц. фр. d=20, пч. этап |
500 |
Зенкер и развертка |
40 |
Конц. фр. d=20, ч. этап |
400 |
Метчик М8х1.25 |
750 |
Примечание. При выполнении черновой обработки торцевой фрезой d=100 мм подача была задана равной 0.2 мм/об. в силу малого объема снимаемого материала. При выполнении черновой обработки концевой фрезой d=20 мм подача была задана равной 0.15 мм/об. в силу относительно большого объема снимаемого материала.
|
|||
В заключение отметим, что результаты проведенных расчетов вводятся в операционные карты операции 010, которые являются частью комплекта документов на технологический процесс изготовления делали.