

Тема 2
Ковка реализует процесс изменения конфигурации заготовки с целью Video 2-3 получения детали требуемых формы и размеров.
Ковка производится как в свободном пространстве, так и в штампах.
1 – основание машины; 2 – заготовка;
3 – молот; 4 – форма

Основные разновидности процессов ковки: осадка и протяжка.
Осадка - увеличение площади поперечного сечения заготовки за счет уменьшения ее высоты. Эту операцию применяют для получения поковок с большими поперечными размерами.
Протяжка - увеличение длины заготовки за счет уменьшения ее площади поперечного сечения. При обжатии заготовки по высоте она удлиняется и одновременно становится шире.
Тема 2
Осадка
1 – основание машины; 2 – заготовка;
3 – молот; 4 – форма
Протяжка

Тема 2
Video 2-4
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
Горячая объемная штамповка - метод обработки, основанный на применении специального инструмента - штампа. Штамп в большинстве случаев состоит из двух частей 1 и 2, которые в сомкнутом положении образуют полость заданной формы. При сближении частей штампа происходит горячая деформация заготовки 3 и принудительное перераспределение металла.

Тема 2
При деформации металл, не нарушая своей целостности, затекает в свободное пространство штампа, повторяя его конфигурацию. При ударе или нажатии геометрические элементы штампа направляют движение металла, в результате из заготовки получается деталь 4 требуемой формы.

Тема 2
Исходный материал для штамповки – это обычно нарезанные прутки различного сечения (круглого, квадратного и др.) – продукцией проката, рассмотренного выше. Одна деталь обычно штампуется из одной заготовки, имеющей заданную форму и размер.

Тема 2
Штамповка может включать в себя несколько последовательных воздействий на заготовку. Процесс может включать в себя перенос заготовки между штампами, имеющими различные геометрические формы. В других технологических процессах изготовление детали осуществляются в одном штампе при последовательной замене его формообразующих элементов.

Тема 2
Формоизменение при штамповке производят в открытых и закрытых штампах.
Начальный, промежуточный и конечный моменты штамповки в открытом штампе приведены на рисунке. Объем заготовки 3 несколько больше объема полости штампа. При сближении частей штампа 1 и 2 металл растекается внутри полости.
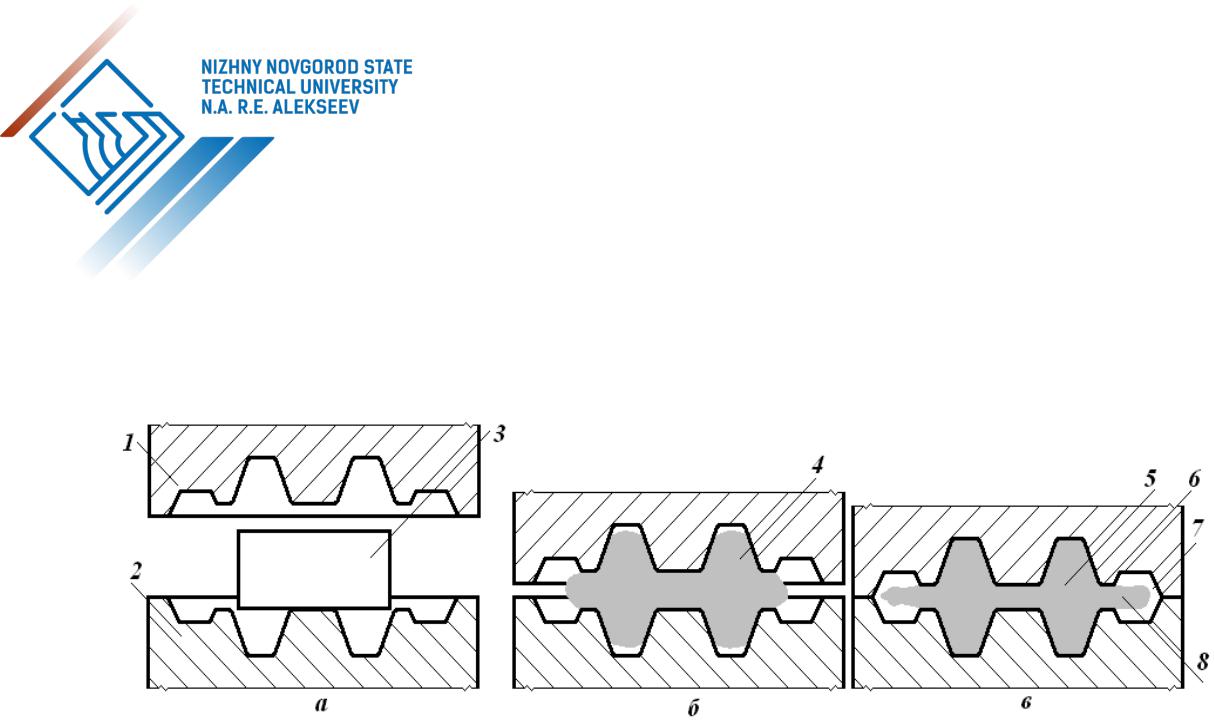
Тема 2
Как результат, избыточный металл поступает в канавку 6, образуя промежуточную поковку 4 и облой 8. Затем облой обрезается в другом штампе. Открытая штамповка позволяет получать детали сложной формы. Однако низкий коэффициент использования металла значительно ухудшает экономические показатели производства.
Тема 2
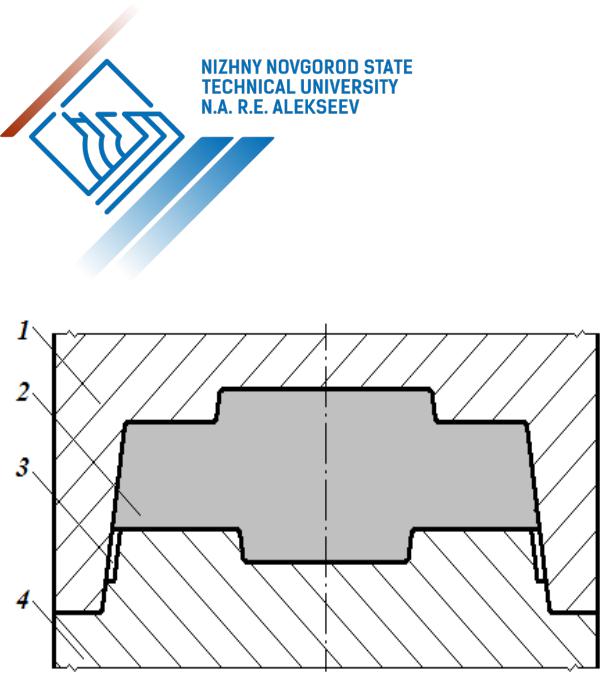
Повышение коэффициента использования металла может быть достигнуто применением малоотходной штамповки, которая осуществляется в закрытых штампах. При штамповке в закрытых штампах облой не образуется. Взамен канавки для облоя штамп содержит специальную полость 3, называемую компенсатором. При штамповке весь объем заготовки используется для образования поковки 2.
Закрытую безотходную штамповку обычно применяют при производстве тел вращения простой формы.

Тема 2
При подготовке заготовки для штамповки в закрытом штампе к ней предъявляются жесткие требования по точности ее объема, который должен быть равным объему полости штампа.
Колеса для ж/д транспорта