

3254
.pdfP = 0 Н
Рис. 65. Изделие «круг»
110
P = 15,8∙104 Н
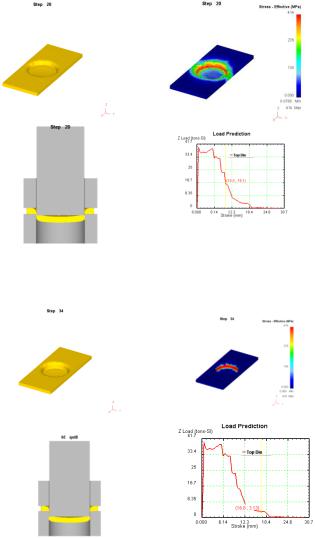
Рис. 66. Деформированные состояния изделия начальной стадии
P = 3,07∙104 Н
Рис. 67. Деформированные состояния изделия промежуточной стадии
111

P = 0 Н
Рис. 68. Деформированные состояния изделия окончательной стадии
Вопросы для самоподготовки:
1.Какие процессы листовой штамповки возможно исследовать в современных САПР ТП?
2.Какие свойства листового металла учитываются при моделировании технологических процессов листовой штамповки средствами САПР ТП?
3.Какие разделительные операции листовой штамповки возможно исследовать средствами САПР ТП?
112

РАЗДЕЛ 3. ОСОБЕННОСТИ РЕАЛИЗАЦИИ СЛОЖНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ЛЕКЦИЯ № 10 РЕАЛИЗАЦИЯ КИНЕМАТИКИ ИСПОЛНИТЕЛЬНЫХ
МЕХАНИЗМОВ МЕХАНИЧЕСКИХ ПРЕССОВ И ДРУГИХ КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
Теоретические вопросы
10.1.Перемещение инструмента, задаваемое при помощи технологического оборудования.
10.2.Молот и винтовой пресс.
10.3.Гидравлический пресс.
10.1.Перемещение инструмента, задаваемое при помощи технологического оборудования
Выбор движущей силы главного деформирующего инструмента определяется выбором технологического оборудования или заданием скорости/усилия вручную (рис. 69).
Рис. 69. Выбор оборудования
Кроме непосредственного ввода параметров технологического оборудования в Deform 3D предусмотрена возможность использования базы данных технологического оборудования (рис. 70).
113

Рис. 70. База данных технологического оборудования
Механический пресс. Скорость перемещения ползуна механического пресса определяется составом и геометрией кинематической цепи, а так же скоростью вращения маховика. Для задания механического пресса достаточно ввести следующие данные (рис. 71).
Рис. 71. Параметры механического пресса
Обычно этих данных достаточно для моделирования процесса штамповки.
При реализации процессов открытой штамповки толщина облоя определяется положением инструмента в крайней нижней точке. Усилие пресса увеличивается в зависимости от типо-размера и жесткости.
114

В производственных условиях величина облоя может получиться больше спрогнозированной. Это явление обуславливается наличием упругих деформаций в станине пресса, кинематической цепи и шатуне пресса.
Благодаря учету коэффициента жесткости системы «пресс-инструмент», это так же может при выполнении расче-
тов в Deform-3D.
10.2. Молот и винтовой пресс
Молот. При ковке на молоте (рис. 72) скорость перемещения падающих частей зависит от накопленной энергии. В кузнечных молотах кинетическая энергия падающих частей переходит в энергию пластического деформирования при контакте падающих частей с заготовкой.
Рис. 72. Параметры задания молота
При этом возможные потери энергии могут быть определены как разница между максимальным значением кинетической энергии в начальный момент деформирования и энергией самого деформирования.
Энергия деформирования вычисляется как площадь кривой «усилие-перемещение». Для учета всегда присутствующих упругих деформаций в расчете учитывается жесткость оборудования, что позволяет отследить снижение эффективности ковки в конце хода, когда усилие имеет максимальное значение.
115

Винтовой пресс. При моделировании процессов для винтовых прессов (рис. 73) в Deform-3D так же учтены упругие деформации инструмента и пресса.
Рис. 73. Параметры задания винтового пресса
10.3. Гидравлический пресс
Гидравлический пресс. Скорость перемещения ползуна гидравлического пресса (рис. 74) ограничивается его мощностью.
Рис. 74. Параметры задания гидравлического пресса
116
Вопросы для самоподготовки:
1.Как в современных САПР ТП осуществляются задание перемещения инструмента, учитывающего характер работы технологического оборудования?
2.Какие параметры учитываются при моделировании штамповки на молотах?
3.Какие параметры учитываются при моделировании штамповки на винтовых прессах?
4.Какие параметры учитываются при моделировании штамповки на гидравлических прессах?
ЛЕКЦИЯ № 11 ТЕХНОЛОГИЧЕСКИЕ МАШИНЫ ДВОЙНОГО
ДЕЙСТВИЯ. ОСОБЕННОСТИ РЕАЛИЗАЦИИ КИНЕМАТИКИ ОДНОВРЕМЕННОГО ПЕРЕМЕЩЕНИЯ НЕСКОЛЬКИХ ИНСТРУМЕНТОВ
Теоретические вопросы
11.1.Технологические машины двойного действия.
11.2.Определение и задание скоростных факторов.
11.3.Результаты моделирования.
11.1.Технологические машины двойного действия
Прессы двойного действия (рис. 75), как и прессы общего назначения, выпускают различных конструктивных модификаций.
Техническая характеристика прессов двойного действия предусматривает дополнительные параметры для наружного ползуна: номинальное усилие, длину хода, наибольшее расстояние между столом и ползуном, величину регулировки штамповой высоты и размеры рабочей плоскости.
117

В соответствии с технологическим назначением прессов двойного действия некоторые параметры их технической характеристики существенно отличаются от аналогичных параметров универсальных прессов того же номинального усилия.
Рис. 75. Прессы двойного действия
В частности, длина хода внутреннего ползуна этих прессов в 2 (и более) раза больше, чем у обычных прессов. Для уменьшения динамических напряжений, возникающих в деформируемом листе при встрече с пуансоном, в таких прессах стремятся ограничить скорость ползуна на участке рабочего хода.
Все узлы прессов двойного действия, за исключением исполнительных механизмов наружного и внутреннего ползунов, существенно не отличаются от аналогичных узлов универсальных кривошипных прессов. Однако станина пресса, изготовляемая, как правило, сваркой, имеет несколько боль-
118

шие габаритные размеры, чем станина прессов общего назначения (особенно по высоте). В некоторых прессах предусматривают выдвижные столы для сокращения времени наладки пресса.
11.2. Определение и задание скоростных факторов
Задание скоростных факторов при исследовании процессов деформации на оборудовании двойного действия выполняется стандартными средствами пре-процессора, которые рассмотрим для случая моделирования прижима заготовки при пробивке отверстия (рис. 76).
Рис. 76. Схема деформации заготовки
В рассматриваемом случае необходимо выставить скорость перемещения инструментов для двух объектов – верхнего инструмента (Object4) и верхнего деформирующего инструмента (Top Die), как показано на рис. 77.
119